Изобретение относится к канатному производству и может быть использовано при производстве напрягаемой канатной арматуры, применяемой при производстве преднапряженных железобетонных изделий и строительных конструкций в гражданском и промышленном строительстве.
Известен семипроволочный арматурный канат конструкции 1+6 по ГОСТ Р 53772-2010, состоящий из центральной проволоки с гладкой поверхностью и шести проволок с гладкой или рифленой поверхностью, навитых вокруг центральной проволоки по спирали в один слой. Свитый канат может быть пластически обжат.
Недостатком семипроволочной конструкции арматурного каната является небольшая глубина впадин на поверхности каната между наружными проволоками. Это вызывает недостаточность силы сцепления арматурного каната с бетоном по отношению к реакции сжатия напряженного каната, выражающийся в винтовом смещении наружных проволок по оттиску в бетоне. Наличие на наружных проволоках периодического профиля (рифления) глубиной не более 0,1 мм улучшает сцепление с бетоном, но не очень значительно.
Другим недостатком данной конструкции является ограниченный диапазон диаметров арматурного каната - от 6,9 мм до 18,0 мм, что препятствует применению данной конструкции в железобетонных изделиях малого сечения.
Известен арматурный канат конструкций 1+6+2, 1+6+3, 1+8+4, 1+9+3 (патенты RU 2431024 С2 от 07.12.2009, RU 2543400 С1 от 08.08.2013), состоящий из центральной проволоки и навитых вокруг нее по спирали в два концентрических слоя повивочных проволок, подвергнутых после свивки пластическому обжатию, что обеспечивает образование во впадинах каната высоких гребней бетона, значительно улучшающих анкерующие свойства напряженной арматуры в бетоне.
Недостатком данной конструкции является сложность формирования конструкции, требующая применение специального роликового вращающегося калибра, что снижает производительность канатного оборудования.
Также недостатком указанной конструкции является необходимость снижения диаметра проволок по сравнению с конструкцией 1+6, что, для сопоставимых по площади поперечного сечения и прочности канатов, приводит к увеличению себестоимости производство арматурного канатов конструкций 1+6+2, 1+6+3, 1+8+4, 1+9+3.
Наиболее близким является арматурный канат (авторское свидетельство SU1744216A1 от 07.05.90), содержащий центральную проволоку и навитые вокруг нее проволоки одинакового диаметра или расположенные с чередованием проволоки разного диаметра. При этом центральная проволока содержит скругленные продольные пазы, расположенные по винтовой линии с шагом, соответствующим шагу свивки наружных проволок.
Недостатком данной конструкции является сложность изготовления центральной проволоки фасонного профиля, пазы которой должны точно соответствовать диаметру наружных проволок, входящих в эти пазы.
Задачей изобретения является создание конструкции арматурного каната, обеспечивающей более высокое сцепление с бетоном, чем стандартный семипроволочный арматурный канат конструкции К7 (1+6), при этом сложность и себестоимость изготовления должны увеличиться незначительно, а используемое оборудование и уровень его производительности должны остаться прежними.
Во всех известных конструкциях арматурных канатов увеличение сцепления каната с бетоном осуществляется одним (или несколькими) из следующих способов:
- увеличение количества проволок в канате с одновременным уменьшением их поперечного сечения;
- изменение формы проволоки (треугольник, овал, многоугольник, профилирование пазов);
- приведение профиля поперечного сечения к форме, при которой спирально закрученный канат образует высокие «гребни» бетона, обеспечивающие хорошее сцепление в осевом направлении (от круга к овалу, квадрату, треугольнику);
- изменения шагов свивки для получения местных утолщений каната, служащих анкерами в бетоне.
Наиболее простым и технологичным методом повысить сцепление арматурного каната с бетоном может быть изменение профиля поперечного сечения каната.
Указанная задача решается тем, что арматурный канат правой или левой свивки, состоящий из сердечника, представляющего собой проволоку диаметром 0,4÷3 мм и расположенных вокруг него четырех проволок одинакового диаметра 1÷7 мм, при этом шаг свивки каната находится в интервале от 6 до 18 диаметров описанной окружности каната, (К5).
Также арматурный канат правой или левой свивки может быть выполнен из сердечника, представляющего собой канат из 2÷3 проволок одинакового диаметра и расположенных вокруг него 2÷3 проволок одинакового диаметра, укладываемых во впадины между проволоками сердечника с линейным касанием при этом шаг свивки сердечника и наружных проволок одинаков и находится в интервале от 6 до 18 диаметров описанной окружности каната, а диаметр проволок варьируется от 1 до 7 мм (К4, К6).
Также арматурный канат может быть выполнен из сердечника, представляющего собой канат из четырех проволок правой или левой свивки, причем вокруг двух проволок одинакового диаметра производится навивка еще двух двух проволок одинакового диаметра, укладываемых во впадины между проволоками, а так же расположенных вокруг каната-сердечника четырех проволок, укладываемых во впадины между проволоками сердечника с линейным касанием, при этом шаг свивки сердечника и наружных проволок одинаков и находится в интервале от 6 до 18 диаметров описанной окружности каната, а диаметр проволок варьируется от 1 до 7 мм, (К8).
Также арматурный канат может быть выполнен из сердечника, представляющего собой предварительно свитый канат из пяти проволок правой или левой свивки, причем вокруг одной проволоки производится навивка четырех проволок одинакового диаметра или с чередованием двух диаметров, а так же расположенных вокруг каната-сердечника четырех проволок, укладываемых во впадины между проволоками сердечника с линейным касанием, при этом шаг свивки сердечника и наружных проволок одинаков и находится в интервале от 6 до 18 диаметров описанной окружности каната, а диаметр проволок варьируется от 1 до 7 мм (К9).
При этом для изготовления арматурного каната могут использоваться проволоки, имеющие периодический профиль, диаметр проволок сердечника может отличаться от диаметров проволок наружного повива, проволоки каната могут быть выполнены из высокоуглеродистой или легированной марок сталей с покрытием другим металлом или сплавом.
Также задача решается тем, что способ производства арматурного каната, включает в себя изготовление каната из проволоки круглого сечения или с периодическим профилем, которые свивают с помощью канатовьющей машины, при этом в узле свивки применяется шаблон и промежуточное направляющее и распределяющее устройство, обеспечивающее расположение проволок и угол относительно оси свивки таким образом, что проволоки наружного слоя укладываются во впадины каната - сердечника или вокруг проволоки -сердечника равномерным слоем, после узла свивки осуществляется уплотнение каната посредством неподвижного или вращающегося устройства, представляющего собой разъемный или монолитный калибр, или плашку, или волоку, или втулку.
Изобретение поясняется чертежами.
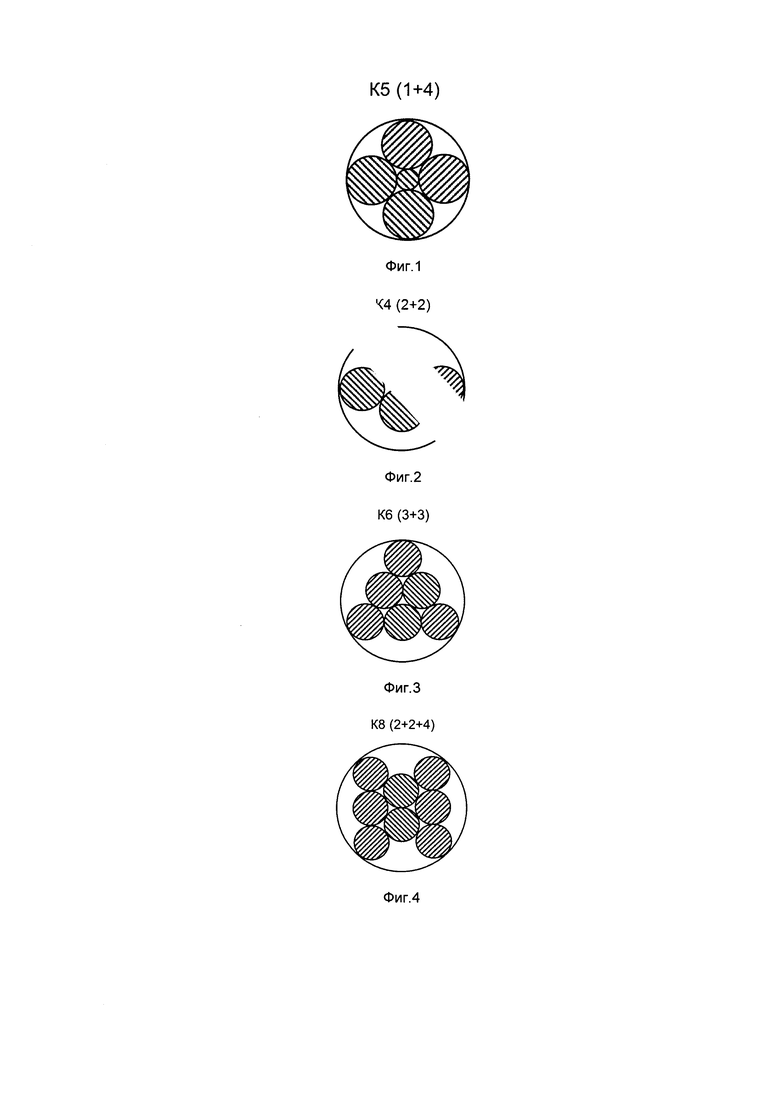
На фиг. 1 схематично изображен внешний вид каната конструкции К5 (1+4). Конструкция каната К5 (1+4) (Фиг. 1), состоящего из четырех проволок одинакового диаметра, свитых вокруг центральной проволоки. Шаг свивки наружных проволок одинаков и находится в интервале от 6 до 18 диаметров описанной окружности каната. Диапазон шагов свивки, определяет геометрические и прочностные параметры арматурного каната. Если шаг свивки близок к 18, то канат может иметь максимально возможные прочностные характеристики, но характеристики сцепления с бетоном будут минимальными. И наоборот, чем меньше шаг свивки, тем больше спиралей (гребней) на единицу длины каната и лучше сцепление с бетоном. Но, при этом потребуется проволока с меньшими прочностными характеристиками. Это всегда компромисс прочностных свойств и требований по сцеплению с бетоном. Диаметр центральной проволоки варьируется от 0,4 мм до 3 мм. Диаметр наружных проволок варьируется от 1 мм до 7 мм. Выбор диапазона по диаметру проволок обусловлен конструкцией каната и технологическими особенностями оборудования. Данное сочетание параметров обеспечивает плотное сцепление сердечника и проволок наружного повива без проскальзывания центральной проволоки в процессе натяжения, а рельефный внешний контур создает хорошие условия для сцепления с бетоном. При этом конструкция каната является простой. Кроме того, можно изготавливать арматурный канат малого сечения для эффективного армирования малоразмерных и тонкостенных напрягаемых железобетонных изделий (ЖБИ).
На фиг. 2 и 3 схематично изображены конструкции каната К4 (2+2) и К6 (3+3) соответственно.
Конструкции канатов К4 (2+2) (Фиг. 2) и К6 (3+3) (Фиг. 3), представляют собой сердечник, состоящий из двух или трех проволок соответственно, и двух или трех проволок, расположенных вокруг него. При этом проволоки наружного слоя укладываются во впадины между проволоками сердечника с линейным касанием. Шаг свивки проволок и диаметр описанной окружности каната аналогичен канату К5. При этом диаметр проволок сердечника может отличаться от диаметров проволок наружного повива. Шаг свивки проволок каждого повива одинаков и находится в интервале от 6 до 18 диаметров описанной окружности каната. Диаметр проволок варьируется от 1 мм до 7 мм. Данные конструкции отличаются от К5 и К7 отсутствием центральной проволоки. Сердечником здесь служат двух- и трех проволочный канат, соответственно. Указанные конструкции имеют еще более высокие характеристики сцепления с бетоном, чем конструкция К5. Это позволяет полностью использовать прочностные характеристики арматурного каната, увеличив натяжение канатов в железобетонном изделии, что, в свою очередь, позволит увеличить несущую способность железобетонного изделия, либо уменьшить металлоемкость железобетонного изделия. Также, повышенное сцепление с бетоном позволит повысить производительность линий безопалубочного формования за счет снижения времени набора передаточной прочности.
На фиг. 4 схематично представлена конструкция каната К8 (2+2+4).
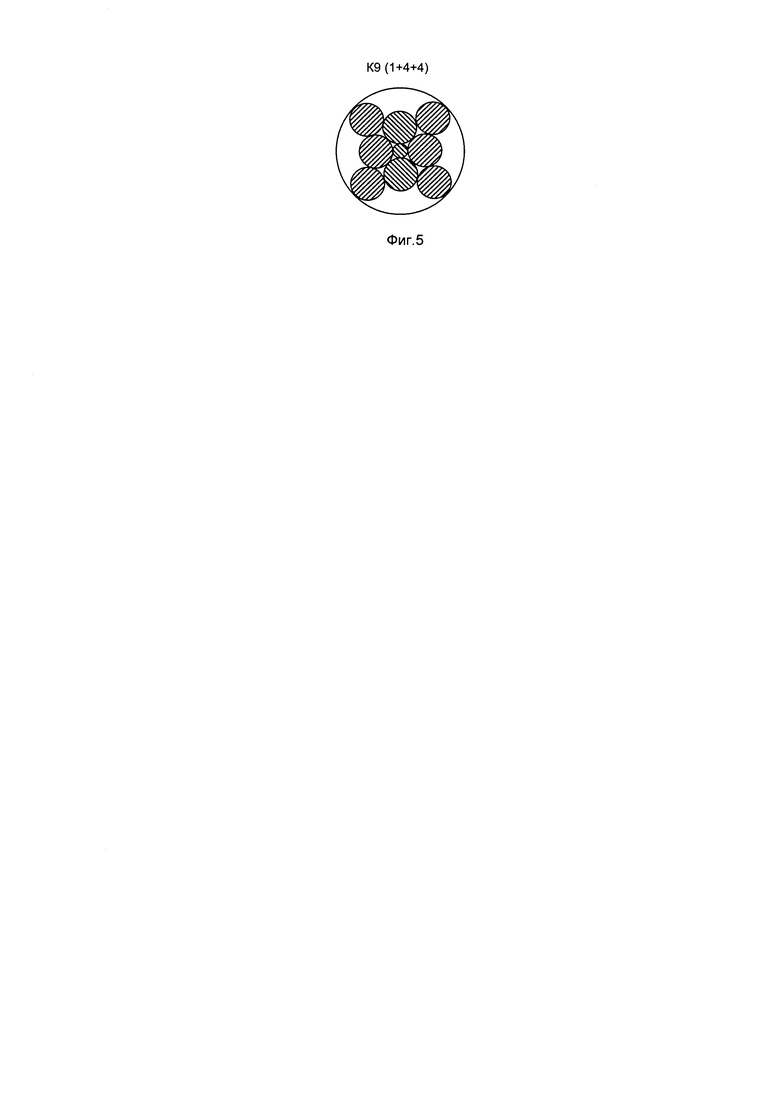
Конструкция каната К8 (2+2+4) состоит из восьми проволок. Сердечником является канат К4 (2+2), во впадины которого навиты четыре проволоки. При этом диаметр проволок сердечника может отличаться от диаметров проволок наружного повива Шаг свивки проволок каждого повива одинаков и находится в интервале от 6 до 18 диаметров описанной окружности каната. Диаметр проволок варьируется от 1 мм до 7 мм. Преимуществом данной конструкции является возможность изготовления арматурных канатов с поперечным сечением и прочностью, сопоставимыми с дорогостоящими обжатыми канатами конструкции К7, но, при этом, со значительно более развитым контуром сцепления с бетоном, что расширяет сортамент возможных конструкций ЖБИ, увеличивает прочностные свойства ЖБИ, либо позволяет снижать материалоемкость ЖБИ, а также повышает производительность оборудования для производства ЖБИ за счет снижения времени набора передаточной прочности. На фиг. 5 схематично представлена конструкция каната К9 (1+4+4).
Конструкция каната К9 (1+4+4) состоит из девяти проволок. Сердечником является канат К5 (1+4), во впадины которого навиты четыре проволоки. При этом диаметр проволок сердечника может отличаться от диаметров проволок наружного повива. Шаг свивки проволок каждого повива одинаков и находится в интервале от 6 до 18 диаметров описанной окружности каната. Диаметр центральной проволоки варьируется от 0,4 мм до 3 мм. Диаметр проволок варьируется от 1 мм до 7 мм. Преимуществом данной конструкции является возможность изготовления арматурных канатов с поперечным сечением и прочностью, сопоставимыми с дорогостоящими обжатыми канатами конструкции К7, но, при этом, со значительно более развитым контуром сцепления с бетоном, что расширяет сортамент возможных конструкций ЖБИ, увеличивает прочностные свойства ЖБИ, либо позволяет снижать материалоемкость ЖБИ, а также повышает производительность оборудования для производства ЖБИ за счет снижения времени набора передаточной прочности.
Пояснение для всех типов представленных канатов:
Сопротивление бетона усилиям смятия и среза, обусловлено выступами и другими неровностями на поверхности арматуры, т.е. механическим зацеплением арматуры за бетон обеспечивает около 75% от общей величины сцепления арматуры с бетоном.
Предлагаемые конструкции превосходят известные по показателю площади анкеровки, характеризующего сцепление с бетоном.
Для улучшения эксплуатационных характеристик каната проволоки для его производства могут иметь периодический профиль для еще большего увеличения сцепления с бетоном. Покрытие другим металлом или сплавом позволяет придавать канату дополнительные характеристики: защита от коррозии, способность к нанесению более глубокого периодического профиля для повышения сцепления с бетоном. В зависимости от требований, предъявляемых к канату, проволоки для его производства могут быть изготовлены из высокоуглеродистой или легированной марок сталей
Способ производства предлагаемой конструкции каната состоит из последовательности действий. Первое - разведение проволок различных повивов (слоев) с помощью новой конструкции шаблона. Если при изготовлении 7-ми проволочного или 3-х проволочного каната проволоки наружного слоя перед конусом свивки проходят через концентрические отверстия, расположенные на одинаковом расстоянии от оси свивки, то в нашем предложении конструкция изменена для распределения проволок на два слоя, входящих в узел свивки под различными углами, и направлениями (ориентировании) проволок по окружности каната на предназначенное место. Т.е. для расположения проволок внешнего слоя во впадины проволок сердечника (внутреннего слоя) требуется пропустить проволоку через отверстие внешнего кольца шаблона, смещенное относительно внутренних отверстий. Таким образом, предлагаемые виды канатов и технология их изготовления позволяют обеспечивать более высокое сцепление с бетоном, чем стандартный семипроволочный арматурный канат конструкции К7 (1+6), а также расширить сортамент диаметров, поперечных сечений, групп прочностей арматурных канатов для повышения гибкости применения в железобетонных изделиях, при этом сложность и себестоимость изготовления находятся на сопоставимом уровне, а оборудование и уровень его производительности остаются прежними.
| название | год | авторы | номер документа |
|---|---|---|---|
| Арматурный канат | 1990 |
|
SU1744216A1 |
| АРМАТУРНЫЙ КАНАТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2431024C2 |
| МЕТАЛЛОКОРД С УЛУЧШЕННОЙ ФИКСАЦИЕЙ ПРОВОЛОК СЕРДЕЧНИКА | 2003 |
|
RU2237766C1 |
| НЕСУЩИЙ ТРОС КОНТАКТНОЙ СЕТИ ЖЕЛЕЗНОЙ ДОРОГИ | 2012 |
|
RU2509666C1 |
| Неизолированный провод (варианты) | 2016 |
|
RU2619090C1 |
| ГРОЗОЗАЩИТНЫЙ ТРОС | 2008 |
|
RU2361304C1 |
| ДВУХСТРЕНГОВЫЙ АРМАТУРНЫЙ КАНАТ | 1991 |
|
RU2020221C1 |
| СТАЛЕАЛЮМИНИЕВЫЙ ПРОВОД С ВСТРОЕННЫМ ОПТИЧЕСКИМ КАБЕЛЕМ ДЛЯ ВОЗДУШНОЙ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ (ВАРИАНТЫ) | 2014 |
|
RU2581159C1 |
| МЕТАЛЛОКОРД ДЛЯ АРМИРОВАНИЯ ШИН | 1998 |
|
RU2140474C1 |
| Канат | 1982 |
|
SU1027306A1 |
Изобретение относится к канатному производству и может быть использовано при производстве напрягаемой канатной арматуры, применяемой при производстве преднапряженных железобетонных изделий и строительных конструкций в гражданском и промышленном строительстве. Арматурный канат по варианту 1 правой или левой свивки состоит из сердечника, представляющего собой проволоку диаметром 0,4÷3 мм, и расположенных вокруг него четырех проволок диаметром 1÷7 мм, при этом шаг свивки каната находится в интервале от 6 до 18 диаметров описанной окружности каната. Арматурный канат по варианту 2 правой или левой свивки состоит из сердечника, представляющего собой канат из 2÷3 проволок одинакового диаметра, и расположенных вокруг него 2÷3 проволок одинакового диаметра, укладываемых во впадины между проволоками сердечника с линейным касанием, при этом шаг свивки сердечника и наружных проволок одинаков и находится в интервале от 6 до 18 диаметров описанной окружности каната, а диаметр проволок варьируется от 1 до 7 мм. Арматурный канат по варианту 3 состоит из сердечника, представляющего собой канат из четырех проволок правой или левой свивки, причем вокруг двух проволок одинакового диаметра производится навивка еще двух проволок одинакового диаметра, укладываемых во впадины между проволоками, а также расположенных вокруг каната-сердечника четырех проволок, укладываемых во впадины между проволоками сердечника с линейным касанием, при этом шаг свивки сердечника и наружных проволок одинаков и находится в интервале от 6 до 18 диаметров описанной окружности каната, а диаметр проволок варьируется от 1 до 7 мм. Арматурный канат по варианту 4 состоит из сердечника, представляющего собой предварительно свитый канат из пяти проволок правой или левой свивки, причем вокруг одной проволоки производится навивка четырех проволок одинакового диаметра или с чередованием двух диаметров, а также расположенных вокруг каната-сердечника четырех проволок, укладываемых во впадины между проволоками сердечника с линейным касанием, при этом шаг свивки сердечника и наружных проволок одинаков и находится в интервале от 6 до 18 диаметров описанной окружности каната, а диаметр проволок варьируется от 1 до 7 мм. Способ производства арматурного каната включает в себя изготовление каната из проволоки круглого сечения или с периодическим профилем, которые свивают с помощью канатовьющей машины, при этом в узле свивки применяется шаблон и промежуточное направляющее и распределяющее устройство, обеспечивающее расположение проволок и требуемый угол относительно оси свивки таким образом, что проволоки наружного слоя укладываются во впадины каната-сердечника или вокруг проволоки-сердечника равномерным слоем, после узла свивки осуществляется уплотнение каната посредством неподвижного или вращающегося устройства, представляющего собой разъемный или монолитный калибр, или плашку, или волоку, или втулку. 5 н. и 4 з.п. ф-лы, 5 ил.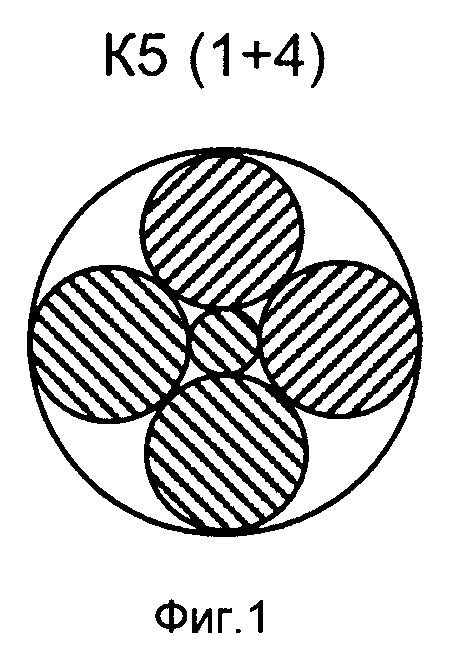
1. Арматурный канат правой или левой свивки, состоящий из сердечника, представляющего собой проволоку диаметром 0,4÷3 мм, и расположенных вокруг него четырех проволок одинакового диаметра1÷7 мм, при этом шаг свивки каната находится в интервале от 6 до 18 диаметров описанной окружности каната.
2. Арматурный канат правой или левой свивки, состоящий из сердечника, представляющего собой канат из 2÷3 проволок одинакового диаметра, и расположенных вокруг него 2÷3 проволок одинакового диаметра, укладываемых во впадины между проволоками сердечника с линейным касанием, при этом шаг свивки сердечника и наружных проволок одинаков и находится в интервале от 6 до 18 диаметров описанной окружности каната, а диаметр проволок варьируется от 1 до 7 мм.
3. Арматурный канат, состоящий из сердечника, представляющего собой канат из четырех проволок правой или левой свивки, причем вокруг двух проволок одинакового диаметра производится навивка еще двух проволок одинакового диаметра, укладываемых во впадины между проволоками, а также расположенных вокруг каната-сердечника четырех проволок, укладываемых во впадины между проволоками сердечника с линейным касанием, при этом шаг свивки сердечника и наружных проволок одинаков и находится в интервале от 6 до 18 диаметров описанной окружности каната, а диаметр проволок варьируется от 1 до 7 мм.
4. Арматурный канат, состоящий из сердечника, представляющего собой предварительно свитый канат из пяти проволок правой или левой свивки, причем вокруг одной проволоки производится навивка четырех проволок одинакового диаметра или с чередованием двух диаметров, а также расположенных вокруг каната-сердечника четырех проволок, укладываемых во впадины между проволоками сердечника с линейным касанием, при этом шаг свивки сердечника и наружных проволок одинаков и находится в интервале от 6 до 18 диаметров описанной окружности каната, а диаметр проволок варьируется от 1 до 7 мм.
5. Арматурный канат по любому из пп. 1-4, отличающийся тем, что проволоки для свивки могут иметь периодический профиль.
6. Арматурный канат по любому из пп. 1-4, отличающийся тем, что диаметр проволок сердечника может отличаться от диаметров проволок наружного слоя.
7. Арматурный канат по любому из пп. 1-4, отличающийся тем, что проволоки каната могут быть выполнены из высокоуглеродистой или легированной марок сталей.
8. Арматурный канат по любому из пп. 1-4, отличающийся тем, что стальная проволока для производства каната может иметь покрытие другим металлом или сплавом.
9. Способ производства арматурного каната, включающий в себя изготовление каната из проволоки круглого сечения или с периодическим профилем, которые свивают с помощью канатовьющей машины, при этом в узле свивки применяется шаблон и промежуточное направляющее и распределяющее устройство, обеспечивающее расположение проволок и угол относительно оси свивки таким образом, что проволоки наружного слоя укладываются во впадины каната-сердечника или вокруг проволоки-сердечника равномерным слоем, после узла свивки осуществляется уплотнение каната посредством неподвижного или вращающегося устройства, представляющего собой разъемный или монолитный калибр, или плашку, или волоку, или втулку.
| Котел для сатурации сахарного сока | 1928 |
|
SU23894A1 |
| Рейсфедер | 1929 |
|
SU13840A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ КАНАТОВ ДИАМЕТРОМ ДО 0,5 МИЛЛИМЕТРОВ | 2017 |
|
RU2654413C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАНАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2245407C1 |
| Канатовьющая машина | 1984 |
|
SU1217958A1 |
| СИСТЕМА ПОДРАМНИКА ДЛЯ ОБЪЕДИНЕНИЯ ЗАДАННОГО МОДУЛЯ КРЫШИ В КУЗОВЕ АВТОМОБИЛЯ | 2008 |
|
RU2467909C2 |
| Арматурный канат | 1989 |
|
SU1645414A1 |

