Изобретение относится к металлургии, в частности к непрерывной разливке металлов.
Целью изобретения является улучшение качества непрерывно-литых загото- j вок за счет стабилизации уровня металла в кристаллизаторе.
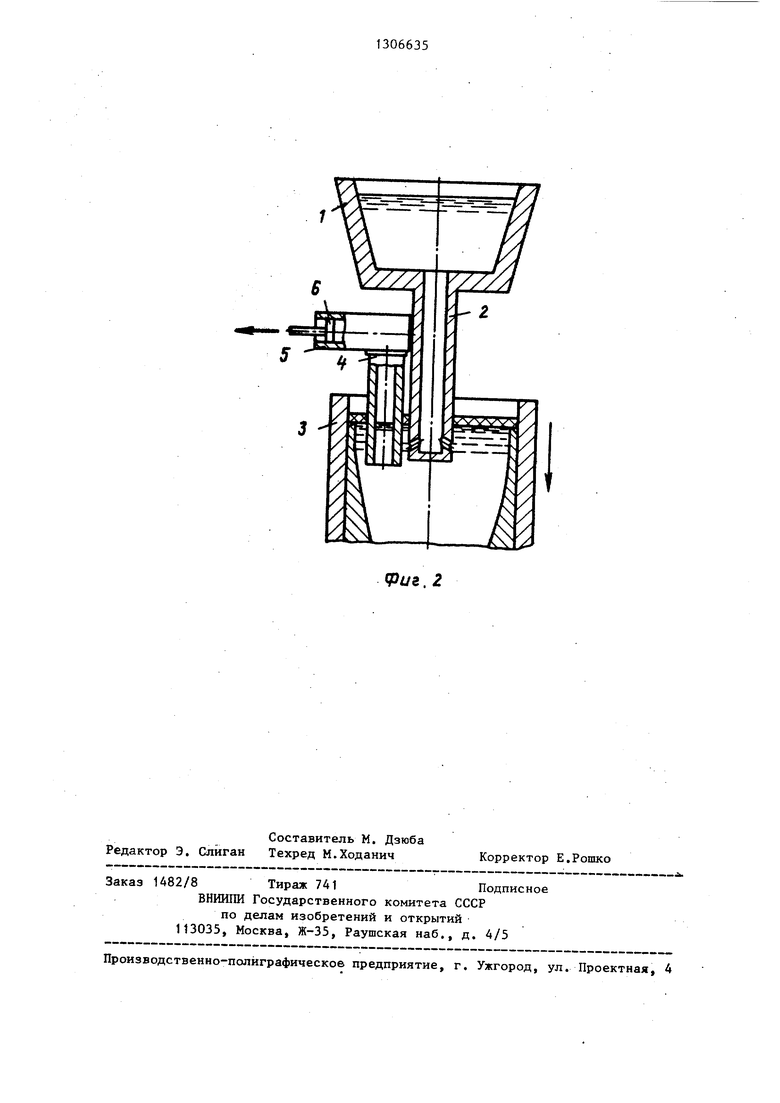
На фиг 4 1 схематически изображен кристаллизатор для реализации способа в верхнем крайнем положении; на W фиг. 2 - то же, в нижнем крайнем положении.
Способ непрерывной разливки металлов включает подачу жидкого металла
нем - до максимального (Рцлаигнад танавливаемого из зависимости
макс, ИЗБ
((),6-0,9)j,H,,
где JJ - удельньй вес расплава, г/с При движении кристаллизатора вв (фиг. 1) поршень цилиндра 6 движет в сторону уменьшения объема в сист цилиндр - труба и создает избыточн давление. При этом вытесняется из трубы часть металла, достаточная д заполнения применисковой оболочки, которая оголяется в результате поЯ
в кристаллизатрр, совершающий возврат- 5 жительного смещения. При движении
но-поступательное перемещение, поддержание постоянного уровня металла в кристаллизаторе и вытягивание заготовки . Поддержание постоянного уровня
жидкого металла в кристаллизаторе осу-20 жает давление в ней до атмосферного.
ществляют путем подачи инертного газа через заглубленную в жидкий металл огнеупорную трубу, при этом величину давления инертного наза изменяют от атмосферного при нижнем положении кристаллизатора до давления, равного (0,6-Oj9)yH при его верхнем положении где у - удельный вес расплава, г/см ; Н - глубина погружения трубы, см.
Способ осуществляют следующим образом.
Металл, из промежуточного ковша 1 с помощью погружного стакана 2 подают в кристаллизатор 3, совершающий возвратно-поступательное движение. Под уровень жидкого расплава, находящегося в кристаллизаторе, вводят огнеупорную трубу 4, внутренний диаметр D j и глубина погружения Н которой связаны с площадью верхнего сечения кристаллизатора (5цр) зависршостью
DBH 0.254s; и Н, (0,425-1,8)48;;.
К верхней части огнеупорной трубы 4 герметично подсоединяют цилиндр 5, заполненный инертным газом, внутри которого расположен поршень 6, совершающий возвратно-поступательное пере- еп бодную полость в трубе, и, как и при
мещение, синхронизированное по частоте с перемещением кристаллизатора. Во внутреннюю полость трубы подают инертный газ под избыточным давлением, причем его величину движением поршня изменяют пропорционально перемещению кристаллизатора, снижая его до атмосферного при нижнем положении кристаллизатора, и повышая при верхнем - до максимального (Рцлаигнад танавливаемого из зависимости
усмакс, ИЗБ
((),6-0,9)j,H,,
где JJ - удельньй вес расплава, г/см . При движении кристаллизатора вверх (фиг. 1) поршень цилиндра 6 движется в сторону уменьшения объема в системе цилиндр - труба и создает избыточное . давление. При этом вытесняется из трубы часть металла, достаточная для заполнения применисковой оболочки, которая оголяется в результате поЯокристаллизатора вниз (фиг. 2), наоборот, поршень 6 цилиндра движется в сторону увеличения объема полости внутри системы цилиндр - труба и сни
В этом случае ранее вытекшая в кристаллизатор ПОР1ДИЯ металла под действием ферростатического давления вновь затекает в трубу. Погружаемая труба 4 в предлагаемом способе выполняет роль резервуара, из которого с помощью избыточного да зления частично вытесняется порция металла.
,
30
Сущность способа состоит в следующем, Во время движения кристаллизатора вверх затвердевающая оболочка слитка,растягиваясь, увеличивается в объеме. При этом из-за недостатка
J5 жидкого металла в применисковой зоне должен понизиться уровень металла, но,вытесняемая в этот период из полости трубы с помощью избыточного давления газа, дополнительная порция
40 металла пополняет этот недостаток, и смещение не происходит. Когда движение кристаллизатора направлено вниз, наоборот, оболочка сжимается, и в кристаллизаторе появляется избыточный
металл, повышающий уровень в применисковой зоне, но путем снижения давления инертного газа в трубе под действием ферростатического давления порция избыточного металла заполняет сводвижении кристгшлизатора вверх, смещение уровня не происходит. Действие поршня при этом непрерывно повторяется , при этом должна обязательно coблюдаться синхронность работы поршня и механизма качания кристаллизатора. Погруженная в расплав труба относительно металла, также как и уровень жидкого металла относительно затвердевающей применисковои части слитка, остаются неподвижной. Таким образом, вытеснение порции металла из трубы стабилизирует уровень расплава в кристаллизаторе и улучшает условия форми- рования затвердевшей применисковои оболочки слитка и затекания шлака в зазор между слитком и стенкой кристаллизатора.
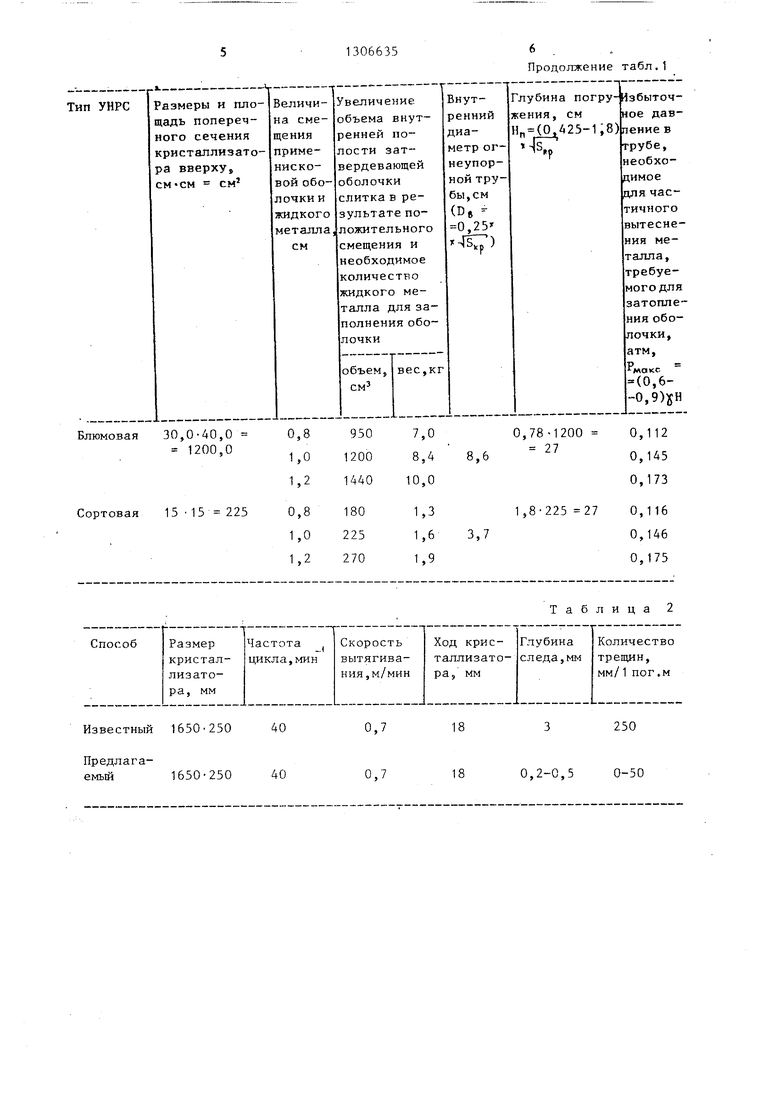
Сталь разливают на слябовых блю- новых и сортовых МНЛЗ, где кристаллизаторы имеют соотвч.тственно размеры 165-25, 30-40, 15-15 см.
Исходя из величины смещения приме- нисковой оболочки и жидкого металла, равной 8-12 мм, в табл. 1 приводятся размеры погружаемых огнеупорных труб, количество металла, вытесняемое из труб для устранения смещения уровня и необходимое для этого избыточное давление инертного газа применительно к каждому типоразмеру кристаллизаторов.
В табл. 2 приведены сравнительные показатели заготовок.
Предлагаемый способ позволяет путем изменения давления в трубе выбрать наиболее удачный режим, при котором складки на поверхности слитка
Слябовая 165-25 4125
35 4
будут сведены до минимз ма. Таким образом, технические преимущества способа перед известными заключаются в том, что он позволяет улучшить качество металла за счет снижения количества поверхностных дефектов, главным образом, трещин (см. табл. 2).
Формула изобретения
Способ непрерывной разливки металлов, включающий подачу жидкого металла в кристаллизатор, совершающий возвратно-поступательное перемещение, поддержание постоянного уровня жидкого мета-пла в кристаллизаторе и вытягивание заготовки, отличающийся тем, что, с целью улучшения качества заготовки, поддержание постоянного уровня жидкого металла в кристаллизаторе осуществляют путем подачи инертного газа через заглубленную в жидкий металл огнеупорную трубу, при этом величину давления инертного газа изменяют от атмосферного при нижнем положении кристаллизатора до давления, равного (0,6- 0,9)ХН при его верхнем положении, где У - удельный вес расплава, г/см ; Н - глубина погр ткения трубы, см.
Таблица 1
0,425-4125 27
0,123 0,143 0,175
Известный 1650250 40 Предлагаемый
1650-250
40
Продолжение табл.1
Таблица 2
18
18
0,2-0,5
250
0-50
Редактор Э. Слиган
Составитель М. Дзюба Техред М.Ходанич
Заказ 1482/8 Тираж 741Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
pi/e. 2
Корректор Е.Рошко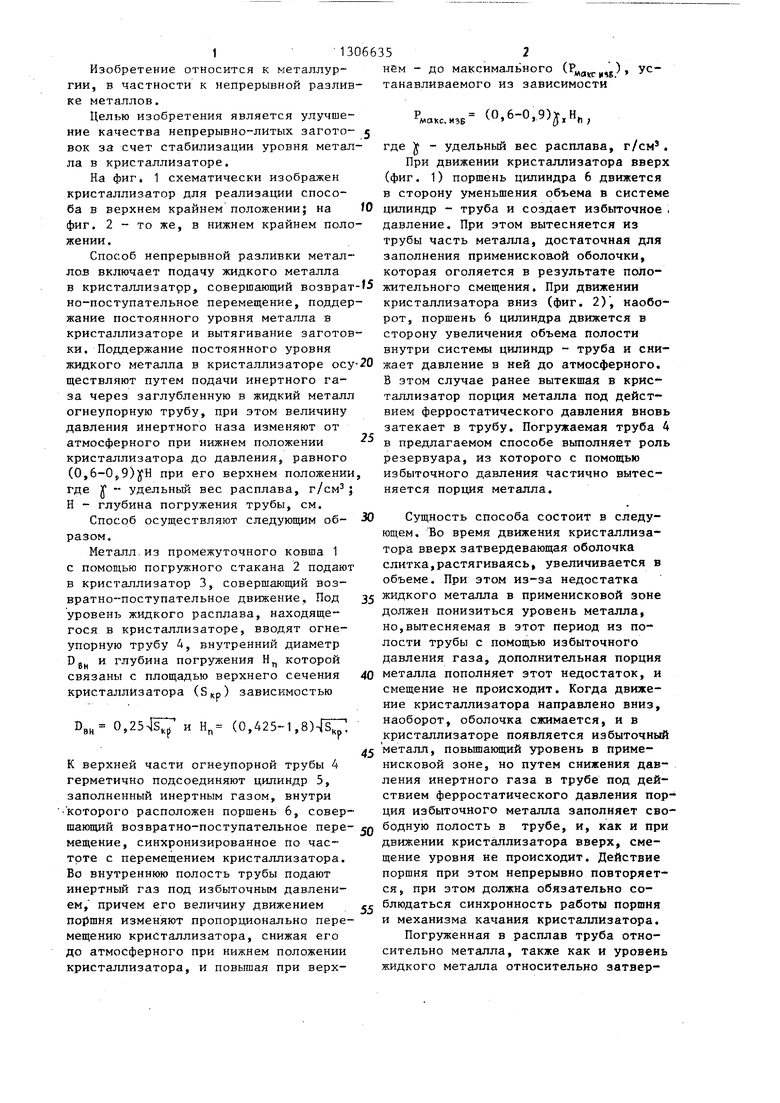

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 1993 |
|
RU2042471C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 1993 |
|
RU2044596C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2018 |
|
RU2691473C1 |
| Способ непрерывной разливки металла | 1990 |
|
SU1770052A1 |
| Способ непрерывного литья слитков на установках вертикального и криволинейного типа | 1990 |
|
SU1736673A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ "ПЛАВКА НА ПЛАВКУ" НА СЛЯБОВЫЕ И БЛЮМОВЫЕ ЗАГОТОВКИ | 2006 |
|
RU2315680C2 |
| Устройство для разливки металла | 1991 |
|
SU1766599A1 |
| Устройство для обработки и разливки металлов в вакууме | 1975 |
|
SU563439A1 |
| Способ непрерывной разливки металлов | 1980 |
|
SU950487A1 |
| Способ непрерывной разливки тонких слябов | 1991 |
|
SU1787670A1 |
Изобретение относится к непрерывной разливке металлов. Целью изобретения является улучшение качества заготовки. Поставленная цель достигается поддержанием постоянного уровня в кристаллизаторе путем подачи инертного газа через заглубленную в жидкий металл огнеупорную трубу, причем избыточное давление газа изменяют пропорционально движению кристаллизатора, снижая его до атмосферного при нижнем положении кристаллизатора, а при верхнем - повышая его до максимального, 2 ил. 2 табл. сл о: О5 со сл рг/г.;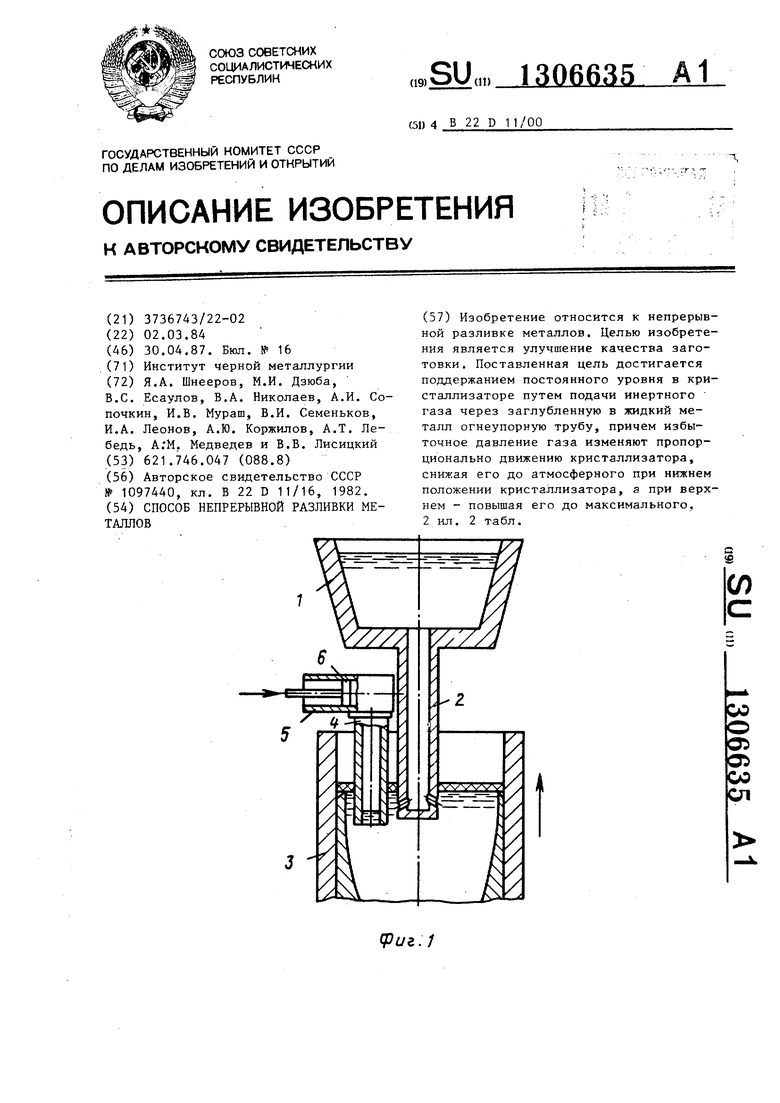
| Способ автоматического регулирования уровня металла в качающемся кристаллизаторе машины непрерывного литья заготовок и устройство для его осуществления | 1982 |
|
SU1097440A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
