Существующая промыщленная практика обжига анодов и подин алюминиевых электролизеров, заключающаяся в том, что обжиг производится только после окончания всех монтажных работ серии (82) электролизеров, имеет следующие недостатки: обжиг производится дорогостоящим постоянным током; разрыв во времени между готовностью электролизеров к обжигу и готовностью преобразовательной подстанцип длится иногда несколько месяцев; одновременное включение на обжиг всей серии электролизеров или отдельными ее группами в 2-3 очереди связано с болыпим объемом работ но временной ощиновке и нереключс-ниям схемы ошиновки для постепенного подъема силы тока и приводиi к сильной загазованности электролизного цеха возгонами пека, что создает тяжелые условия труда для обслуживающего персонала и затрудняет качественное ведение процесса обжига.
Описываемый способ исключает эти недостатки, так как обжиг анодов и нодин алюминиевых электролизеров производится постепенно в процессе монтажа при помощи форсунок, работаюнпх на жидком или на природном газе.
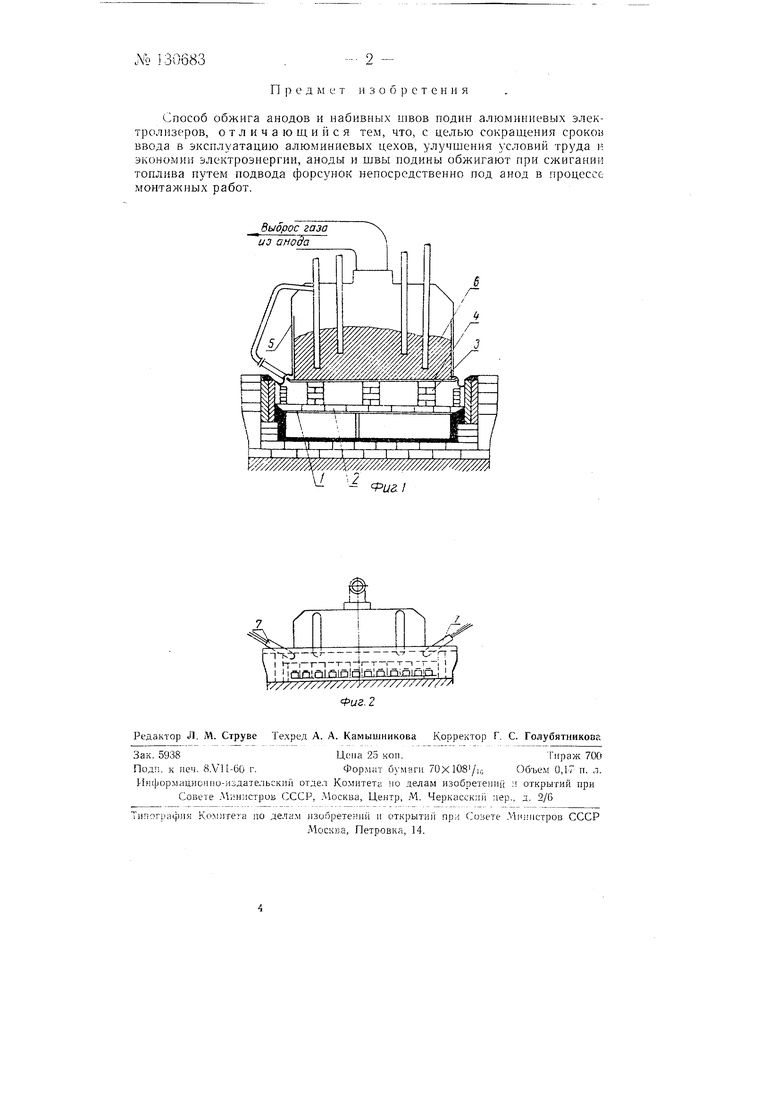
На фиг. 1 приведена схема обжига анода и набивных швов подины алю.миниевого электролизера в поперечном разрезе; на фиг. 2 - то же, зид сбоку.
Сущность способа заключается в том, что в период монтажа электролизеров, после окончания футеровки подины и набивки щвов углеродистой массой, подину ванны выстилают слоем / листового асбеста толщиной 10 мм и укрывают слоем 2 огнеупорного кирпича толщиной 65 мм всухую, без раствора. Затем на кирннчные тумбы 3 сечением 250X250 .i;.u и высотой 500 мм кладут донный стальной лист 4 анода, на который устанавливают анодный кожух 5 и загружают анодную массу 6. В анода под донньп- лист устанавливают но одной форсунке 7 и пачиtaiOT обжиг, который продолжается в течение щести суток, после чего элПчтролизер готов для промыщленной эксплуатации. Общий расход ди::ел1)ного топлива на один электролизер составляет 6 г.
2
№ 130683
Пред м е т изобретен и я
Способ обжига анодов и набивных швов подин алюминиевых электролизеров, отличающийся тем, что, с целью сокращения сроков ввода в экснлуатацию алюминиевых цехов, улучщения условий труда и sKOHOjMHH электроэнергии, аноды и щвы иодины обжигают при сжигании топлива путем подвода форсунок непосредственно под анод в процессе монтажных работ.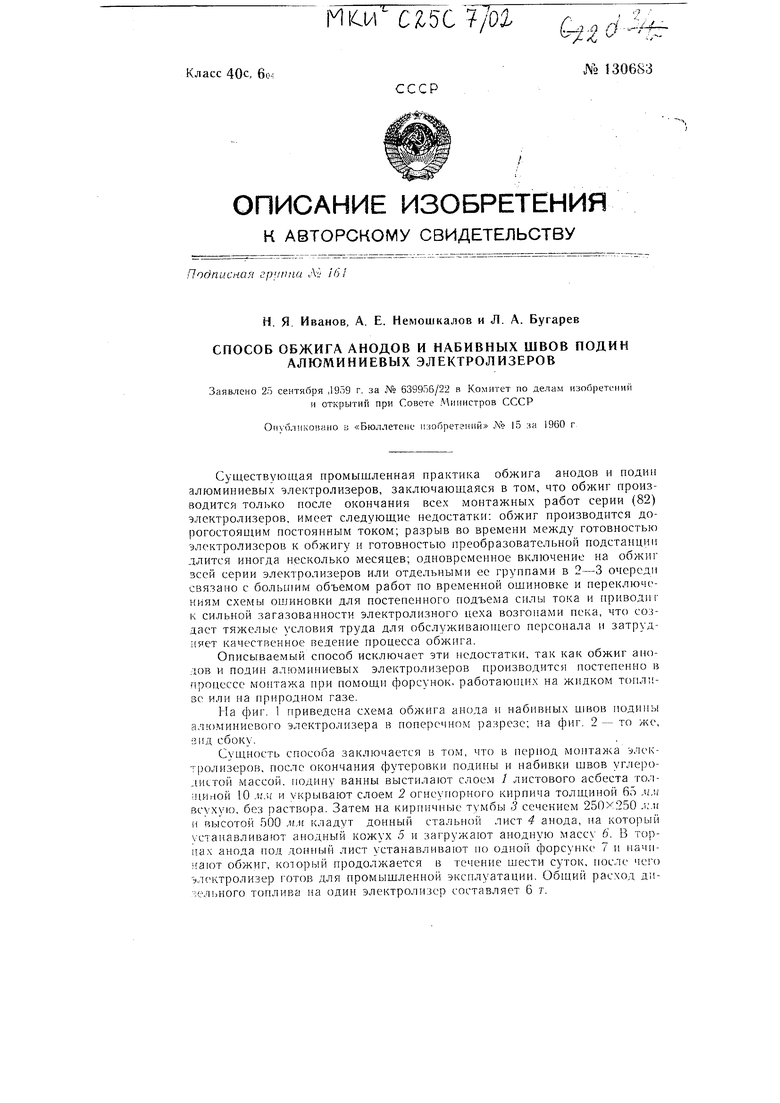
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обжига алюминиевых электролизеров | 1990 |
|
SU1765261A1 |
| Способ формовки анодов алюминиевых электролизеров | 1959 |
|
SU130125A1 |
| УСТРОЙСТВО ДЛЯ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1996 |
|
RU2100488C1 |
| УСТАНОВКА ДЛЯ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1995 |
|
RU2088697C1 |
| УСТАНОВКА ДЛЯ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1996 |
|
RU2104335C1 |
| СПОСОБ ВЕДЕНИЯ МОНТАЖА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ В ПЕРИОД КАПИТАЛЬНОГО РЕМОНТА | 1998 |
|
RU2140467C1 |
| СПОСОБ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЁРА | 2019 |
|
RU2717438C1 |
| УСТРОЙСТВО ДЛЯ ОБЖИГА УГЛЕРОДНОЙ ФУТЕРОВКИ КАТОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2111289C1 |
| СПОСОБ ПОДГОТОВКИ К ПУСКУ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2006 |
|
RU2324007C2 |
| СПОСОБ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2007 |
|
RU2370572C2 |