Изобретение относится к области производства алюминия и может быть использовано при монтаже электролизеров.
Известен способ монтажа электролизера, заключающийся в последовательном выполнении работ, начиная с ремонта фундамента электролизера, кладки из шамотного кирпича, монтажа металлического кожуха, монтажа катодного устройства из угольных подовых блоков с набивкой швов, временной установки на подину катодного устройства анода, монтажа ошиновки, монтажа металлического каркаса с укрепленными на нем механизмами подъема анода и подъема последнего с подины катодного устройства. (см.Троицкий И.А., Железнов В.А. Металлургия алюминия. - М.: Металлургия, 1977, - 256 с.).
Недостаток способа в следующем. При временной установке анода (весом не менее 25-30 т) на необожженную подину катодного устройства и вследствие неравномерного износа при эксплуатации подошвы анода, на катодной подине возникают местные напряжения, которые нарушают целостность подины, особенно набивных швов.
Это приводит к тому, что в местах возникновения напряжений образуются трещины и при эксплуатации электролизера жидкий металл проникает под угольную футеровку. В результате происходит растворение катодных стержней алюминием и создается аварийная ситуация, при которой возможно вытекание всего расплава.
Известен также способ монтажа электролизера, при капитальном ремонте которых отпадает необходимость в формовке анода, поскольку ставят анод, уже бывший в работе. Подготовка таких электролизеров к пуску зависит от способа обжига подины. На подину насыпают слой угольного "орешка" 120-150 мм, который используется в дальнейшем для обжига подины. Старый анод в этом случае устанавливают на "орешке" без промежуточных железных листов.
(см. Справочник металлурга по цветным металлам /А.А.Костюков, И.Г.Киль, В.П.Никифоров и др. - Москва.: Металлургия, 1971,- 247 с).
Недостатком способа является необходимость отключения электролизера перед пуском на 4-6 часов для чистки "орешка", что приводит в этот период к остыванию подины. Недостатком способа являются также тяжелые условия труда, высокие трудозатраты, и при этом не исключается разрушение подины в период опускания на нее анодного устройства.
Задача изобретения - увеличение срока службы электролизера.
Технический результат - ликвидация нагрузок на подину в период ремонта, что позволяет избежать образования трещин в швах подины и создания в дальнейшем аварийных ситуаций в работе электролизера.
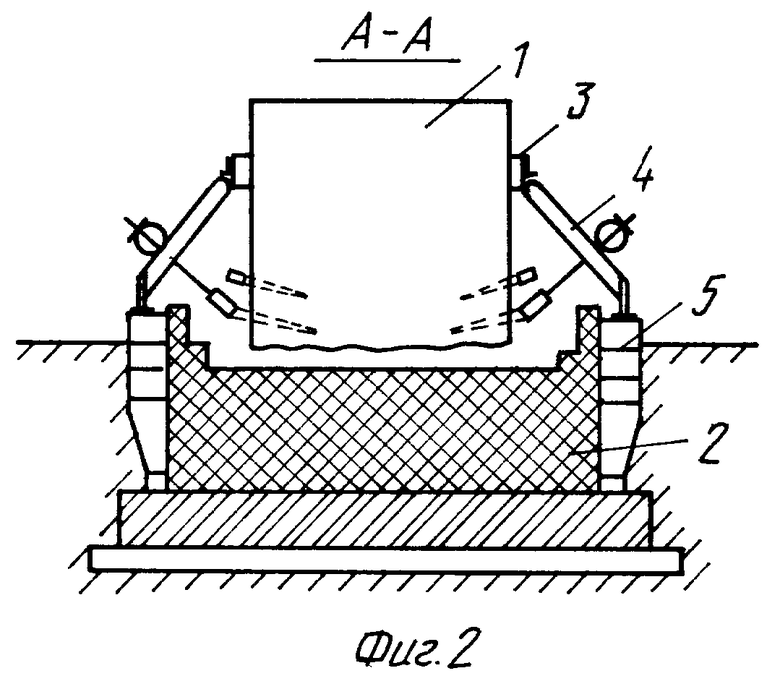
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе монтажа электролизера в период капитального ремонта анодное устройство 1 вместо опирания его временно на необожженную подину 2, до подвески на полиспасты механизма подъема, посредством инвентарных съемных опор 4, зафиксированных на анодной раме 3, опирают на металлический кожух 5 катодного устройства. После этого устанавливают каркас электролизера. Подвешивают анодное устройство на механизм подъема. Снимают временные опоры 4 и продолжают монтаж электролизера по обычной схеме.
На фиг. 1 и фиг.2 изображена схема монтажа электролизера в период капитального ремонта.
Схема включает анодное устройство 1, катодное устройство 2, анодную раму 3, временные съемные опоры 4 и металлический кожух 5 катодного устройства.
Способ осуществляется следующим образом.
На монтажной площадке к анодной раме 3 монтируют временные инвентарные опоры 4, посредством которых при монтаже анода в электролизер, он опирается на металлический кожух 5 катодного устройства, обеспечивая нужный зазор между подиной катодного устройства и подошвой анода, т.е. исключает операцию опирания анодного устройства на подину.
Таким образом, предлагаемый способ ведения монтажа электролизера при капитальном ремонте позволяет исключить возможность нарушения целостности подины катодного устройства, что увеличивает срок службы электролизера.
Изобретение относится к области производства алюминия и может быть использовано при монтаже электролизеров. Сущность: в период монтажа электролизера исключается операция постановки анодного устройства на подину электролизера за счет опирания анодного устройства посредством временных опор на металлический кожух катодного устройства с обеспечением необходимого монтажного зазора между подошвой анодного устройства и подиной. Исключение этой операции обеспечивает снятие нагрузок на необожженную подину и, как следствие, ее целостность. При дальнейшей эксплуатации это обеспечивает подине нормальный обжиг и больший срок службы. 2 ил.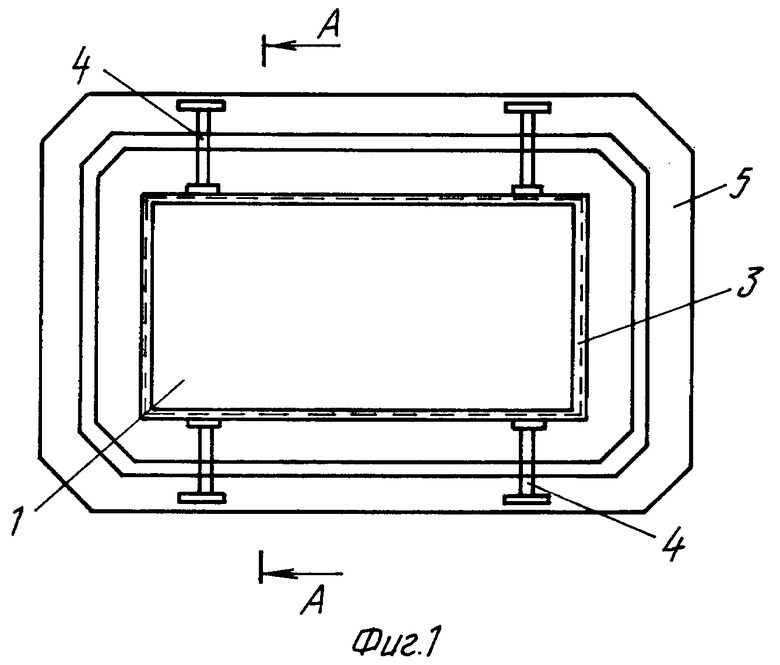
Способ ведения монтажа электролизера для производства алюминия, преимущественно, с боковым токоподводом и самообжигающимся анодом в период капитального ремонта, включающий последовательное выполнение операций ремонта фундамента электролизера, монтажа металлического кожуха катодного устройства, монтажа подины из угольных подовых блоков с набивкой швов между ними, установки боковых угольных блоков, временного опирания анодного устройства, установки каркаса электролизера, запасовки полиспаста механизма подъема анодного устройства, подъема анодного устройства, монтажа ошиновки, пуска электролизера, отличающийся тем, что операцию временного опирания анодного устройства осуществляют путем опирания его посредством временных инвентарных опор на металлический кожух катодного устройства с обеспечением необходимого монтажного зазора между подошвой анодного устройства и подиной.
| Справочник металлурга по цветным металлам | |||
| Производство алюминия | |||
| - М.: Металлургия, 1971, 247-258 | |||
| Беляев Л.С., Беляев М.А | |||
| Ремонт алюминиевых электролизеров | |||
| - М.: Металлургия, 1986, 95-99, 111, 112. |

