Изобретение относится к цветной металлургии и может быть использовано для обжига углеродной футеровки катода алюминиевого электролиза с применением топливных форсунок и укрытия шахты в виде крышек.
Известно техническое решение, согласно которому нагрев футеровки и обжиг алюминиевого электролизера осуществляют в процессе сжигания топлива путем подвода форсунок непосредственно под анод во время монтажных работ [1].
Недостатком этого решения является то, что при сжигании топлива разница в скоростях нагрева центральной и периферийной зон футеровки катода невелика, а это соответственно сопряжено с ухудшением качества периферийных швов в процессе расширения подовых блоков.
Наиболее близкой по технической сути к предлагаемому является установка для разогрева и обжига подины алюминиевого электролизера [2], содержащая одно или несколько горелочных устройств, сблокированных с разбавительными камерами, размещенными вне зоны обжига и соединенными с ней трубопроводами. Для аккумуляции тепла пространство между анодом и бортами катода укрыто крышками.
Недостатком этой установки также является высокая скорость нагрева периферийных участков углеродной футеровки относительно ее центральной зоны, неудовлетворительное качество ее обжига и, как следствие, низкий срок службы электролизеров.
Задачей изобретения является защита периферийных участков катода от перегрева при обжиге и повышение стойкости углеродной футеровки катода и соответственно срока службы электролизеров.
Поставленная задача достигается тем, что устройство, содержащее форсунки и камеры дожигания топлива, снабжено экраном для защиты периферийных участков катода, удерживающей форсунки панелью и наклонными стенками, жестко соединяющими между собой элементы устройства.
Кроме того, экран для защиты периферийных участков катода расположен относительно бортов катода и подины на расстоянии 0,7 - 1,2 и 0,03 - 0,1 глубины шахты электролизера соответственно.
При расстоянии от экрана до бортов катода меньшем 0,7 глубины шахты электролизера происходит преждевременное коксование периферийных швов и механическое воздействие на них подовых блоков, расширяющихся в процессе нагрева, что приводит к образованию трещин.
В случае увеличения указанного выше расстояния более 1,2 глубины шахты периферия катода не нагревается в достаточной степени и, соответственно, не обеспечивается хорошее качество швов.
Если зазор между экраном и поверхностью подины меньше 0,03 глубины шахты, то в результате термического расширения экран прикасается к подине, и скорость нагрева ее периферии заметно уменьшается.
Когда же величина зазора превышает 0,1 глубины шахты, происходит чрезмерный нагрев периферийных швов.
На чертеже изображено устройство для обжига, размещенное в шахте электролизера.
Устройство содержит форсунки 1, установленные в отверстия панели 2, прикрепленной к анодному кожуху 3 и к наклонным стенкам 4, удерживающим камеру 5 дожигания и экран 6.
Монтаж устройства и его работа.
На капитально отремонтированном электролизере с верхним токоподводом мощностью ≈ 156 кА типа С8БМ нижнюю грань анода располагали на расстоянии 150 - 200 мм от подины. По каждой продольной стороне шахты электролизера устанавливали по 5 устройств для обжига. Для их навешивания на верхнюю кромку газосборного колокола к панели 2 приварены крепежные элементы в виде скоб.
При сжигании дизтоплива в форсунках 1 образующийся факел проходит через камеру 5, где происходит дожигание топлива, а выходящие газы направляются горизонтально к защитному экрану 6 устройств для обжига, установленных на противоположной стороне шахты электролизера и работающих аналогичным образом.
При использовании предлагаемого технического решения сначала нагревается центральная зона подины. Происходит термическое расширение подовых блоков в то время, когда периферийные швы еще не скоксовались, но уплотняются от воздействия блоков. По мере дальнейшего нагрева коксуются периферийные швы за счет теплопроводности блоков и конвекции горячих газов. Качество этих швов заметно улучшается.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБЖИГА КАТОДНОЙ И АНОДНОЙ ЧАСТИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2006 |
|
RU2352689C2 |
| УСТАНОВКА ДЛЯ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1996 |
|
RU2104335C1 |
| СПОСОБ РАЗОГРЕВА И ВВОДА В ЭКСПЛУАТАЦИЮ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2116382C1 |
| СПОСОБ ПУСКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА ПОСЛЕ ОБЖИГА | 1994 |
|
RU2080416C1 |
| СПОСОБ ОБЖИГА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2113549C1 |
| УСТРОЙСТВО ДЛЯ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1996 |
|
RU2100488C1 |
| СПОСОБ ЗАЩИТЫ УГОЛЬНОЙ ФУТЕРОВКИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1999 |
|
RU2164555C2 |
| СПОСОБ ОБЖИГА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА ПОСЛЕ КАПИТАЛЬНОГО РЕМОНТА | 1996 |
|
RU2101393C1 |
| СПОСОБ ЗАЩИТЫ УГОЛЬНОЙ ФУТЕРОВКИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1999 |
|
RU2164556C2 |
| УСТАНОВКА ДЛЯ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1995 |
|
RU2088697C1 |
Изобретение относится к цветной металлургии и может быть использовано для обжига углеродной футеровкой катода алюминиевого элекролизера с применением топливных форсунок и укрытия шихты в виде крышек. Для защиты от перегрева периферийных участков катода устройство снабжено защитным экраном и панелью для удержания форсунок над камерами дожигания топлива. Все элементы устройства жестко соединены с помощью наклонных стенок. 1 з.п. ф-лы, 1 ил.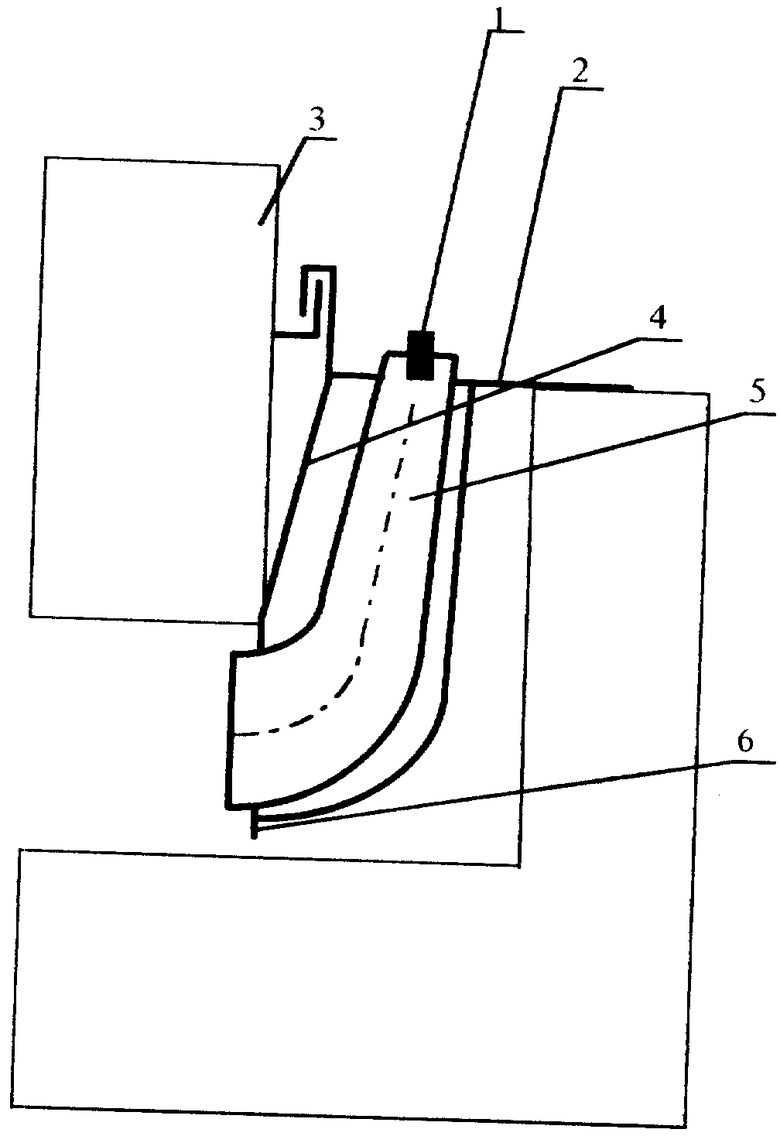
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 130683, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 734312, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |

