Способ получения -развертки с обувных колодок с при-менением шаблонов известен.
Описываемый способ в отличие от известного дает более точную развертку поверхности обувной колодки. Это достигается тем, что поверхность колодки предварительно делят на три отдельных участка, с каждого из которых известным образом при помощи шаблонов снимают плоскостные развертки а затем еовмещ,ают на плоскости развертки с отдельных участков.
По предложенному способу кроме -пограничной линии, разделяюш;ей колодку на две боковые части (фиг. 1), наносятся следуюш,ие Л1Инии: линия пучков, которая проходит через точки, имеющиеся на колодке для обмера окружности пучков (одна в центре пучковой части колодки и две на наруж-ном « внутреннем пучках), и линия, отделяюшая верхний участок носочно-пучковой частей колодки (фартук) от боковых носочно-пучковых частей - наружной и внутренней (линия фартука).
Таким образ-ом, поверхность колодки, не считая следа и площадки, получается разделенной на 3 участка - два боковых и верхний (фартук).
Кроме того, на колодку наносятся следующие точки: на стыке пограничной линии пяточной части и площадки М, на стыке пограничной линии носочной части и оси стельки - б, на Vs высоты пяточной части от грани стельки а на вершине гребня К,, на пересечении пограничной линии гребня с линией окружности пучков П, на пересечении линии окружности пучков с линией фартука Я (наружная) и П (внутренняя) и на пересечении лини-и фартука с линией середины носка В.
С подготовленной таким образом к копированию колодки производится снятие известным способом развертки с отдельных участков паверхности колодки при помощи щаблонов. Сначала снимаются разJVb 130801- 2 вертки с боковых частей поверхности колодки (наружной и внутренней), а затем с верхней носочно-пучковой части.
После получения контуров колодки шаблоны аккуратно снимаются с колодки, наклеиваются клеем на чистый лист бумаги и вырезаются по перенесенным с колодки пограничным линиям. Одноименным точкам на шаблоне присваиваются соответствующие индексы: для наружной н, для внутренней в, для фартука ф.
Снятые с участков поверхности колодки развертки могут иметь неточности, поэтому они подвергаются соответствующей проверке и последующей корректировке, после чего производится объединение отдельных частей развертки поверхности на плоскости. Для этого на листе бумаги вычерчивают развертку внутренней боковой поверхяости колодки (фиг. 2). Затем на развертку внутренней боковой поверхности колодки накладывается развертка наружной боковой поверхности, так чтобы точки А совпали, а точка Я находилась бы -ниже точки П на расстояние, равное разности между наружной и внутренней сторонами развертки фартука при складывании его но основной линии.
Развертка фартук вписывается так, чтобы точка П совпала с точкой , а точка П находилась бы между точками П и Я,
Затем лист перегибается по основной линии развертки фартука Пф -Вф и прикладывается внутренняя развертка- Бумага разворачивается и вырезается наружная часть, а затем по наколам - внутренняя часть развертки. Для наглядности полол ения наружной и внутренней сторон гребня колодки вырезается разница между наружной .и внутренней сторонами развертки по кривым Я К и Я„ /(„, выходя «а линии Ка КнМп (фиг. 2).
.. Далее производится корректировка длины пограничн-ой линии, общей для фартука и боковых носочно-пучковых частей. Для этого курвиметром замеряется длина кривой П Вф на фартуке и переносится на кривую fliBii на наружной носочно-пучковой части, а из- лищки удаляются. Таким же образом корректируется и внутренняя часть.
Для окончательной подготовки развертки к построению модели следует продлить линию пучков Я2Я1 до пересечения с линиями следа наружной и внутренней разверток, сложенных вдвое. Получаются точки Oi и О2. Расстояние OiOz делится пополам и в точке С ставится прокол, после чего получается объединенная развертка поверхности колодки, которую усреднять не рекомендуетсяПредмет изобретения
Способ получения развертки с обувных колодок с применением шаблонов, отличающийся тем, что, с целью получения более точных разверток, поверхность колодки разделяют на три отдельных участка, с каждого из которых известным образом при помощи шаблонов снимают плоскостные развертки, а затем совмещают на плоскости развертки с отдельных участков

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ УСЛОВНОЙ РАЗВЕРТКИ ПОВЕРХНОСТИ КОЛОДКИ ДЛЯ ОБУВИ | 1992 |
|
RU2086165C1 |
| Способ изготовления разверток обувных колодок | 1958 |
|
SU116250A1 |
| Способ изготовления обуви | 1990 |
|
SU1757597A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБТЯЖКИ И ЗАТЯЖКИ НОСОЧНО-ГЕЛЕНОЧНОЙ ЧАСТИ ОБУВИ | 2007 |
|
RU2365320C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДИВИДУАЛЬНОЙ ОРТОПЕДИЧЕСКОЙ КОЛОДКИ С МЕЖСТЕЛЕЧНЫМ СЛОЕМ | 2015 |
|
RU2596107C1 |
| Способ получения развертки модели верха обуви | 1958 |
|
SU115406A1 |
| ОБУВЬ С ПРИНУДИТЕЛЬНОЙ ВЕНТИЛЯЦИЕЙ | 2006 |
|
RU2339284C2 |
| Машина для затяжки носочно-пучковой части обуви | 1990 |
|
SU1729433A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ШНУРОВОЙ ЗАТЯЖКИ ЗАГОТОВКИ ВЕРХА ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2003 |
|
RU2246886C2 |
| Способ снятия средних копий с обувных колодок | 1957 |
|
SU112769A1 |
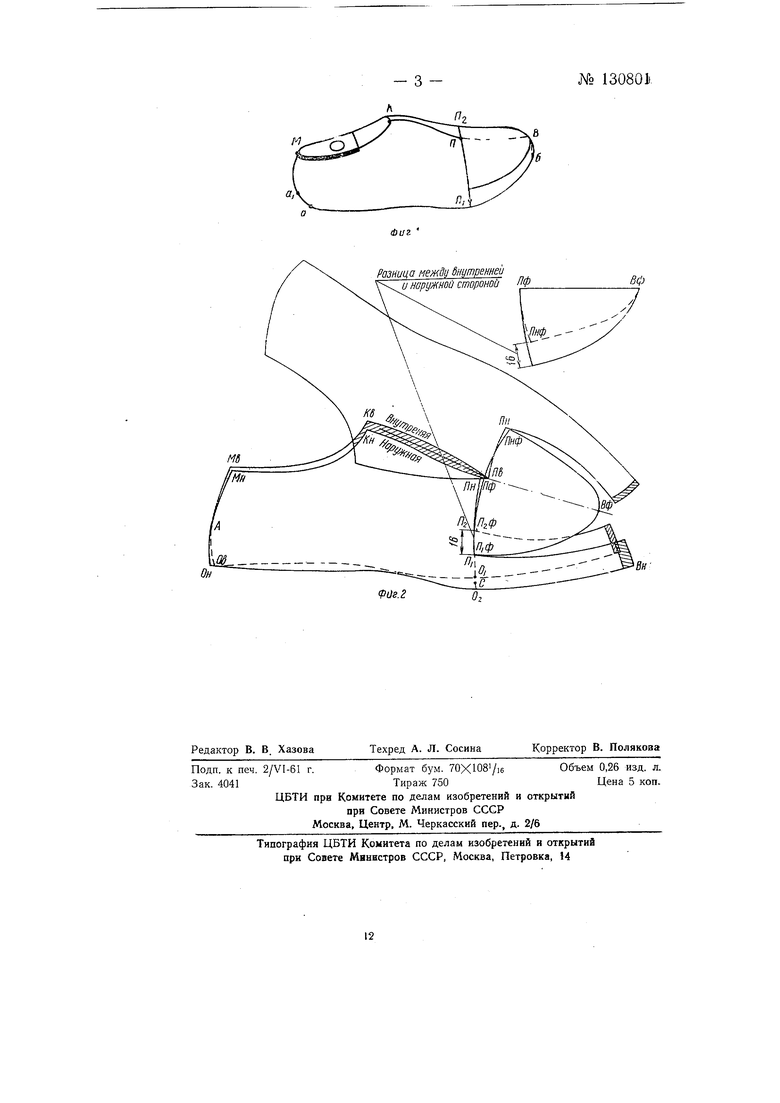
Разница между днутренней
Вф и наружной стороной Ф
Фиг. г
