Изобретение относится к обувному производству и может быть использовано при изготовлении обуви шнуровой затяжки, в частности обуви литьевого метода крепления низа.
При производстве легких видов обуви широко применяется шнуровая затяжка заготовок верха, которая особенно эффективна при литьевом методе крепления низа (Тонковид Л.А. Автоматизация сборочных процессов в обувном производстве. - К.: Техника, 1984. - 247 с., с.164-165; Elson Harry. Entwicklungen beim Fadenzwicken// Schuh-Technik, 1974, 68, №5, S.423-427).
Однако выполнение шнуровой затяжки требует приложения к шнуру значительных усилий и сноровки при продевании концов шнура через его ветви в геленочно-пучковой части заготовок верха. Это удлиняет время выполнения операции и снижает усилие затяжки, так как при продевании концов шнура через его ветви и завязывании его концов происходит ослабление натяжения шнура. Кроме того, при шнуровой затяжке непосредственно на раздвижных литьевых колодках время для выполнения операции ограничено темпом работы литьевых агрегатов.
Для облегчения выполнения шнуровой затяжки заготовок верха обуви разработаны различные устройства (А.с. 536812, СССР, МПК А 43 D 9/00, 1976; А.с. 561552, СССР, МПК А 43 D 9/00, 1977; А.с. 766572, СССР, МПК А 43 D 9/00, 1980; А.с. 1082383, СССР, МПК А 43 D 9/00, 1984; А.с. 1158155, СССР, МПК А 43 D 9/00, 1985). Эти устройства позволяют снизить трудоемкость выполнения операции и повысить качество затяжки. Однако устройства усложняют оборудование для шнуровой затяжки и не облегчают продевание концов шнура через его ветви в геленочно-пучковой части заготовок верха. Кроме того, применение этих устройств для шнуровой затяжки непосредственно на колодках литьевых агрегатов требует кардинальной модернизации самих литьевых агрегатов для монтажа этих устройств в зоне выполнения операции. Поэтому более эффективным путем снижения трудоемкости шнуровой затяжки и повышения качества операции является разработка новых способов шнуровой затяжки.
Известны способы шнуровой затяжки (Патенты №1598414, Франция, МПК А 43 D, 1970, №2046631, Франция, МПК А 43 В 10/00, 1971), в которых для исключения продевания концов шнура через его ветви в геленочно-пучковой части заготовок верха боковые части заготовки сшиваются между собой непосредственно или через промежуточную деталь. В этих способах для облегчения скольжения шнура относительно краев заготовки верха и повышения усилия затяжки в качестве шнура используется мягкая стальная проволока.
Вышеуказанные способы облегчают выполнение операции, снижают ее длительность, повышают усилие затяжки, однако требуют дополнительных операций для соединения боковых частей заготовки верха и расхода материала для выполнения этих операций.
Известны способы шнуровой затяжки, в которых затяжная кромка заготовки верха в геленочно-пучковой части прикрепляется к зауженной в этой части следа стельке с образованием губы, обращенной к низу обуви (Патент №3230559, США, НПК 12-145), сострачивается встык со стелькой, имеющей площадь меньшую, чем площадь следа колодки (Патент №126433, ПНР, МКИ А 43 D 15/00), прикрепляется переметочным швом к укороченной стельке внахлестку (Патент№1073844, Англия, МПК А 43 В). Согласно этим способам шнуровая затяжка производится в носочной и пяточной частях заготовки верха обуви. Эти способы упрощают операцию шнуровой затяжки и облегчают ее выполнение непосредственно на раздвижных колодках литьевых агрегатов. Однако способы предусматривают применение стелек специальной конструкции и содержат дополнительные операции соединения геленочно-пучковых частей заготовок верха со стельками.
Известен способ шнуровой затяжки заготовки верха обуви с помощью синтетического термоусаживающегося шнура (Патент 4027406, США, МКИ А 43 D 21/00, 1977 г). В соответствии с этим способом заготовка верха с прикрепленным к ней шнуром надевается на металлическую колодку и подастся в тепловую камеру, а внутрь колодки подается теплоноситель. В результате шнур разогревается, а при его усадке стягивает края заготовки, затягивая заготовку верха. Этот способ не требует приложения усилий для стягивания шнура, однако его реализация усложняется необходимостью применения тепловой камеры и колодок специальной конструкции. Кроме того, длительность выполнения операции увеличивается, а термоусаживающийся шнур не обеспечивает достаточного усилия затяжки.
Известен способ изготовления обуви (Патент 1225964, Англия, МКИ А 43 D 69/00, 1971), заключающийся в том, что заготовка верха обуви формуется в соответствии с формой колодки, а к затяжной кромке заготовки прикрепляется эластичная лента. Подготовленная таким образом заготовка надевается на колодку, при этом эластичная лента сокращается и загибает затяжную кромку на след колодки. Этот способ не требует операции формования заготовки верха обуви на колодке, однако предусматривает операции предварительного формования заготовки верха в соответствии с размерами и формой колодки. Кроме того, способ не обеспечивает изготовление формоустойчивой обуви вследствие отсутствия растягивающих заготовку верха усилий при затяжке.
Известен способ (Патент 1349343, Англия, МКИ А 43 D 15/00 3/14, 1974, прототип), согласно которому собирается заготовка верха обуви, в затяжную кромку втачивается шнур, после чего заготовка верха надевается на литьевую раздвижную колодку в ее исходном сокращенном положении. Затем осуществляется стягивание шнура для предварительной затяжки заготовки верха и закрепление концов шнура. После этого колодка раздвигается до ее рабочего положения для увеличения нагрузки на шнур и окончательной затяжки заготовки верха, а затем приливается низ обуви.
Этот способ позволяет обеспечивать требуемое усилие затяжки заготовок верха обуви за счет второй фазы затяжки при раздвигании литьевой колодки в ее рабочее положение. Однако недостатком способа является необходимость выполнения всех приемов операции шнуровой затяжки на колодках литьевых агрегатов за время, лимитированное темпом работы агрегатов. Это затрудняет продевание концов шнура через его ветви в геленочно-пучковой части и не обеспечивает тем самым плотное прилегание затяжной кромки заготовки верха к боковой поверхности и следу геленочно-пучковой части колодки, что ухудшает качество операции.
Целью изобретения является снижение трудоемкости выполнения шнуровой затяжки непосредственно на раздвижных колодках литьевых агрегатов и повышение качества затяжки.
Сущность способа изготовления обуви шнуровой затяжки заготовки верха литьевого метода крепления низа заключается в том, что собирают заготовку верха, по периметру затяжной кромки заготовки верха вшивают шнур, устанавливают заготовку верха, стягивают шнур для предварительной затяжки заготовки верха и завязывают концы шнура, после чего раздвигают литьевую колодку до ее рабочего положения для окончательной затяжки заготовок верха и приливают низ обуви. При этом предварительную затяжку заготовки верха осуществляют вне литьевого агрегата на регулируемых в продольном направлении носочном и пяточном пуансонах, которые устанавливают с обеспечением суммарной длины их следа меньшей, чем длина следа литьевой колодки, причем взаимное положение пуансонов регулируют в зависимости от размера обуви, деформационных свойств материалов заготовки верха и требуемого усилия шнуровой затяжки, стягивают шнур без приложения формующего усилия, достаточного, однако, для загибки затяжной кромки заготовки верха на след пуансонов, продевают концы шнура через его ветви в геленочно-пучковой части заготовки верха, снимают заготовку верха с пуансонов и подготовленную таким образом заготовку верха надевают на раздвижную литьевую колодку в ее исходном сокращенном положении.
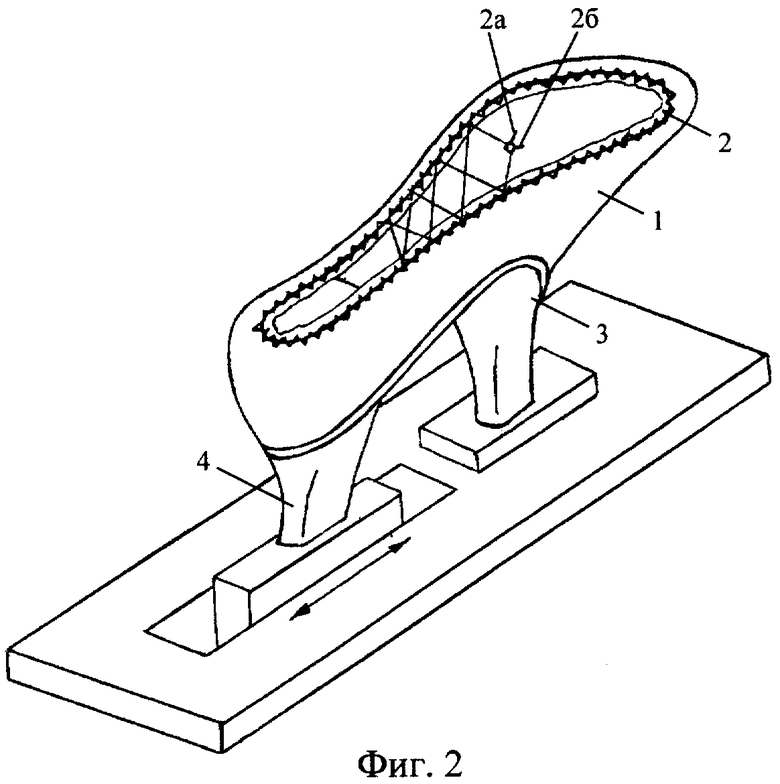
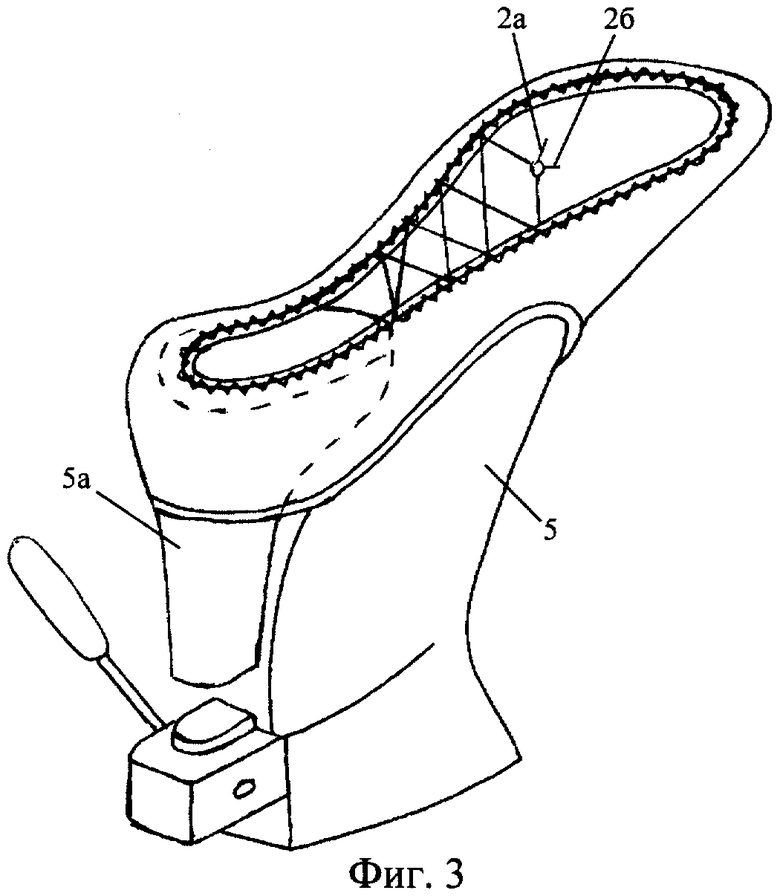
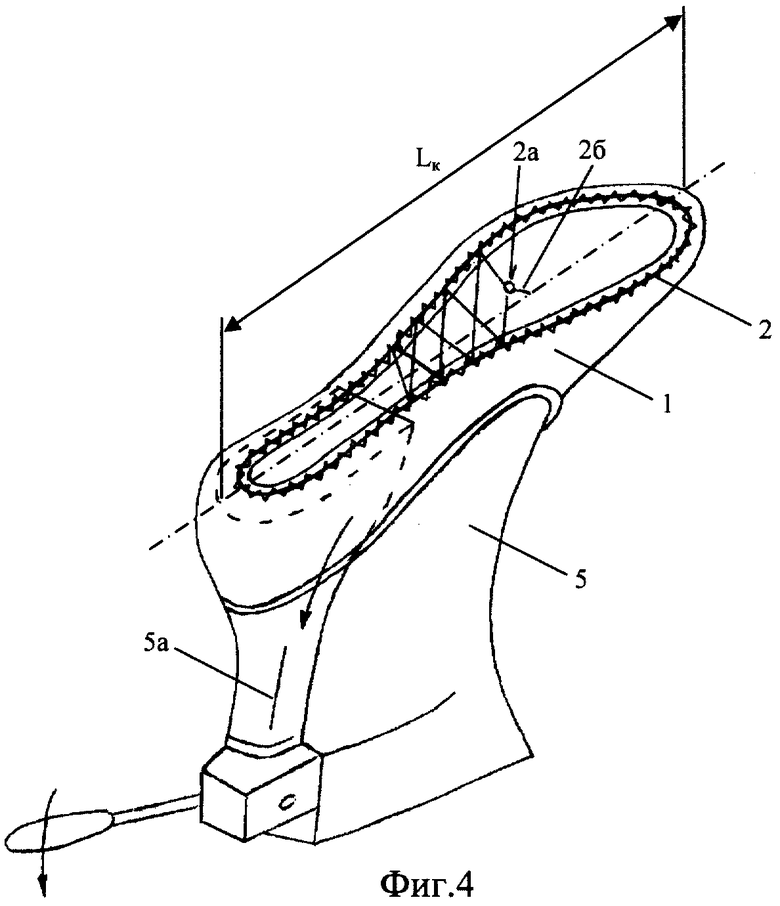
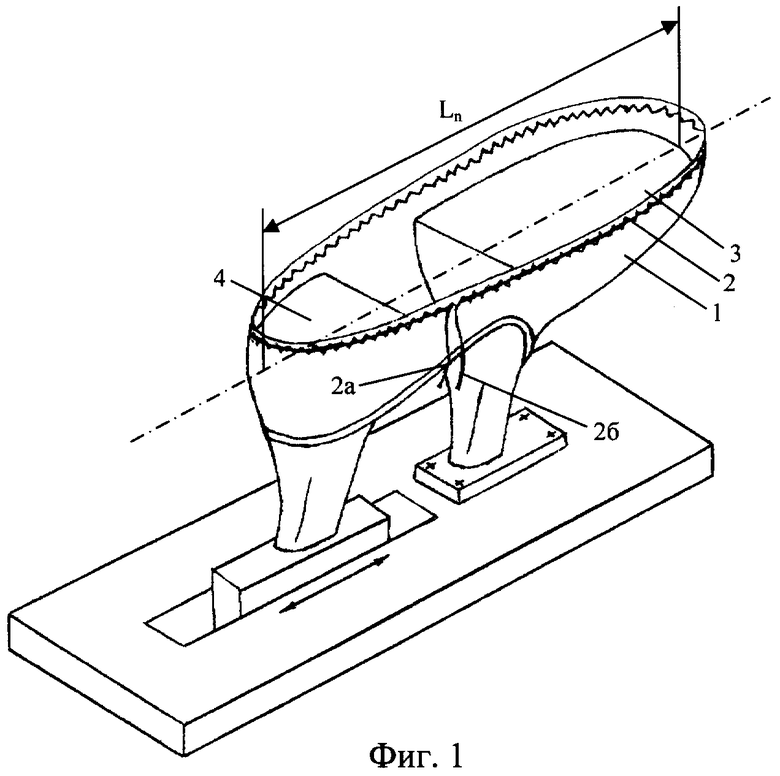
На фиг.1 и 2 представлена заготовка верха на носочном и пяточном пуансонах, на фиг.3 и 4 представлена заготовка верха на раздвижной литьевой колодке на последовательных стадиях осуществления способа.
Способ осуществляется следующим образом.
Собирают заготовку верха обуви 1, по периметру затяжной кромки заготовки верха вшивают шнур 2, устанавливают заготовку верха на регулируемые в продольном направлении носочный 3 и пяточный 4 пуансоны, расположенные вне литьевого агрегата (фиг.1). При этом устанавливают пуансоны 3 и 4 с обеспечением суммарной длины их следа Lп меньшей, чем длина следа литьевой колодки Lк, причем длину Lп устанавливают в зависимости от размера обуви, деформационных свойств материалов верха и требуемого усилия затяжки. Затем стягивают шнур 2 для предварительной затяжки заготовки верха без приложения формующего усилия, достаточного, однако, для загибки затяжной кромки заготовки верха на след пуансонов 3 и 4, продевают концы 2а и 2б шнура 2 через его ветви в геленочно-пучковой части заготовки верха обуви и завязывают концы шнура (фиг.2). После этого снимают заготовку верха 1 с пуансонов 3 и 4 и надевают ее на раздвижную литьевую колодку 5 в ее исходном сокращенном положении (фиг.3). Затем раздвигают литьевую колодку 5 путем перемещения ее пяточной части 5а (фиг.4) для окончательной затяжки заготовки верха обуви, после чего приливают низ обуви к затянутой заготовке верха.
Пример. Изготавливали женские текстильные туфли с подошвой из пористого пластиката ПВХ марки ПЛП-2. Собирали заготовку верха обуви и по периметру затяжной кромки заготовки верха втачивали зигзагообразной строчкой капроновый шнур. Полученную заготовку верха надевали на носочный и пяточный пуансоны машины для обрезки излишков затяжной кромки, при этом устанавливали длину следа пуансонов на 12-16 мм меньше, чем длина следа литьевой колодки для прямого литья изготавливаемой обуви. Затем вручную стягивали шнур без приложения формующего усилия, однако, достаточного для загибки затяжной кромки заготовки верха, продевали концы шнура через его ветви в геленочно-пучковой части заготовки верха и завязывали концы шнура. При этом значительно облегчалось продевание концов шнура через его ветви в геленочно-пучковой части заготовки верха и завязывание концов шнура, поскольку его натяжение на этой стадии операции незначительно и не требовало удержания шнура для выполнения этих действий.
Подготовленную таким образом заготовку верха надевали на раздвижную колодку литьевого агрегата BS 20418 фирмы "Оттогалли", раздвигали колодку для затяжки заготовки верха, на затяжную кромку наносили полиуретановый клей ("Десмоколл-400", 20%) и приливали низ обуви. Для качественного выполнения операции регулировали усилие затяжки заготовки верха обуви установкой разницы между длиной следа пуансонов и литьевой колодки (Lк-Lп) в зависимости от деформационных свойств материалов верха и требуемого усилия шнуровой затяжки.
При изготовлении обуви по предлагаемому способу организация работы на литьевом агрегате не отличалась от процесса производства строчечно-литьевой обуви с втачной стелькой.
Таким образом, реализация предлагаемого способа позволяет снизить трудоемкость выполнения шнуровой затяжки непосредственно на раздвижных колодках литьевых агрегатов и повысить качество операции за счет возможности регулирования усилия затяжки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2219814C2 |
| Способ изготовления обуви литьевого метода крепления | 1987 |
|
SU1567163A1 |
| Способ предварительного формования заготовки верха обуви и последующей затяжки обуви | 1981 |
|
SU1134164A1 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ ЛИТЬЕВОГО КРЕПЛЕНИЯ ПОРИСТОГО НИЗА ОБУВИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2218850C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБТЯЖКИ И ЗАТЯЖКИ НОСОЧНО-ГЕЛЕНОЧНОЙ ЧАСТИ ОБУВИ | 2007 |
|
RU2365320C2 |
| Способ изготовления обуви | 1990 |
|
SU1757597A1 |
| Машина для шнуровой затяжки заготовки верха обуви на колодке | 1983 |
|
SU1158155A1 |
| КОМБИНИРОВАННЫЕ ЗАТЯЖНЫЕ ПЛАСТИНЫ С НАДПЛАСТИННИКАМИ | 2006 |
|
RU2366350C2 |
| Способ затяжки верха обуви на колодке | 1980 |
|
SU984443A1 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
Способ, заключающийся в том, что собирают заготовку верха по периметру затяжной кромки заготовки верха, вшивают шнур, устанавливают заготовку верха, стягивают шнур для предварительной затяжки заготовки верха и завязывают концы шнура, после чего раздвигают литьевую колодку до ее рабочего положения для окончательной затяжки заготовки верха и приливают низ обуви. При этом предварительную затяжку заготовки верха осуществляют вне литьевого агрегата на регулируемых в продольном направлении носочном и пяточном пуансонах, которые устанавливают с обеспечением суммарной длины их следа меньшей, чем длина следа литьевой колодки. Причем взаимное положение пуансонов регулируют в зависимости от размера обуви, деформационных свойств материалов заготовки верха и требуемого усилия шнуровой затяжки, стягивают шнур без приложения формующего усилия, достаточного для загибки затяжной кромки заготовки верха на след пуансонов, продевают концы шнура через его ветви в геленочно-пучковой части заготовки верха для обеспечения плотного прижатия затяжной кромки к следу обуви во всей зоне геленочно-пучковой части, снимают заготовку верха с пуансонов и надевают на раздвижную литьевую колодку в ее исходном сокращенном положении. Предложенный способ обеспечивает снижение трудоемкости выполнения шнуровой затяжки непосредственно на раздвижных колодках литьевых агрегатов и повышение качества затяжки. 4 ил.
Способ изготовления обуви шнуровой затяжки заготовки верха литьевого метода крепления низа, заключающийся в том, что собирают заготовку верха, по периметру, затяжной кромки заготовки верха вшивают шнур, устанавливают заготовку верха, стягивают шнур для предварительной затяжки заготовки верха и завязывают концы шнура, после чего раздвигают литьевую колодку до ее рабочего положения для окончательной затяжки заготовки верха и приливают низ обуви, отличающийся тем, что предварительную затяжку заготовки верха осуществляют вне литьевого агрегата на регулируемых в продольном направлении носочном и пяточном пуансонах, которые устанавливают с обеспечением суммарной длины их следа меньшей, чем длина следа литьевой колодки, причем взаимное положение пуансонов регулируют в зависимости от размера обуви, деформационных свойств материалов заготовки верха и требуемого усилия шнуровой затяжки, стягивают шнур без приложения формующего усилия, достаточного, однако, для загибки затяжной кромки заготовки верха на след пуансонов, продевают концы шнура через его ветви в геленочно-пучковой части заготовки верха для обеспечения плотного прижатия затяжной кромки к следу обуви во всей зоне геленочно-пучковой части, снимают заготовку верха с пуансонов и подготовленную таким образом заготовку верха надевают на раздвижную литьевую колодку в ее исходном сокращенном положении.
| GB 1349343 А, 12.12.1972 | |||
| Машина для затяжки заготовок обуви шнуром | 1969 |
|
SU536812A1 |
| Машина для шнуровой затяжки обуви | 1976 |
|
SU573151A1 |
| Машина для формования обувных заготовок на колодке | 1973 |
|
SU455737A1 |
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА АВАРИЙНОГО И ЭКОЛОГИЧЕСКОГО МОНИТОРИНГА ОКРУЖАЮЩЕЙ СРЕДЫ РЕГИОНА | 2001 |
|
RU2210095C2 |

