Изобретение относится к переработке пластмасс в изделия с отверстиями методом литья под давлением.
Цель изобретения - обеспечение получения глубоких отверстий в изделиях и повышение надежности работы формы.
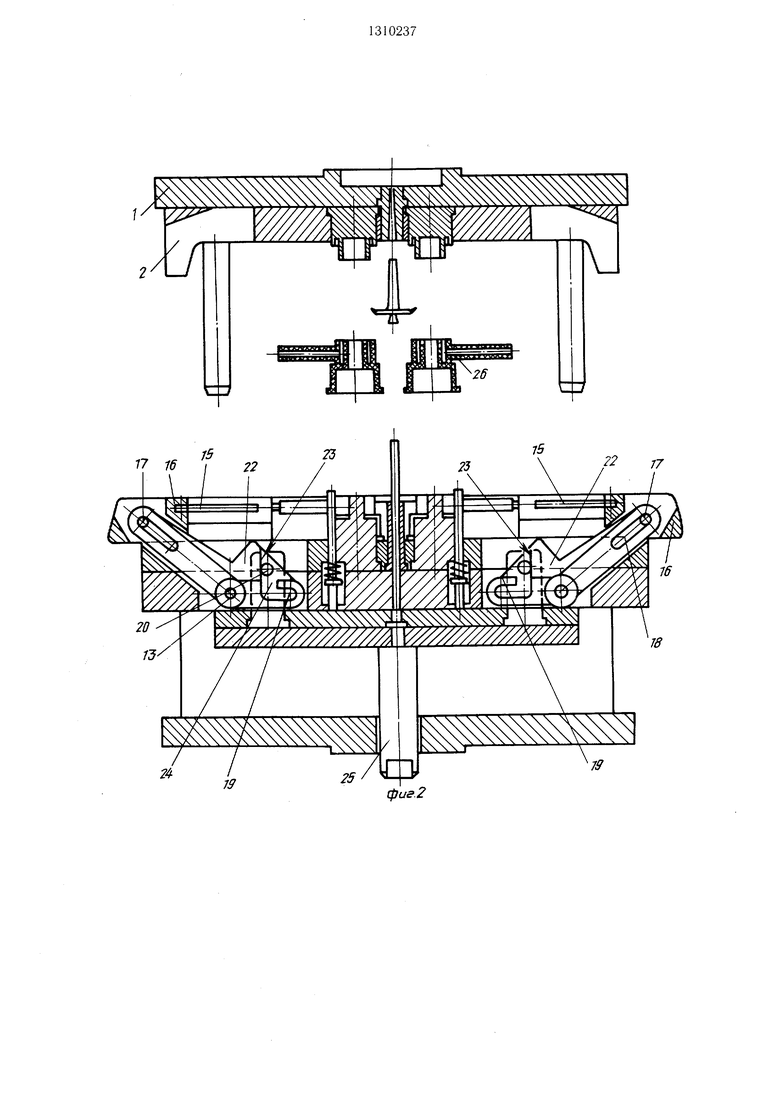
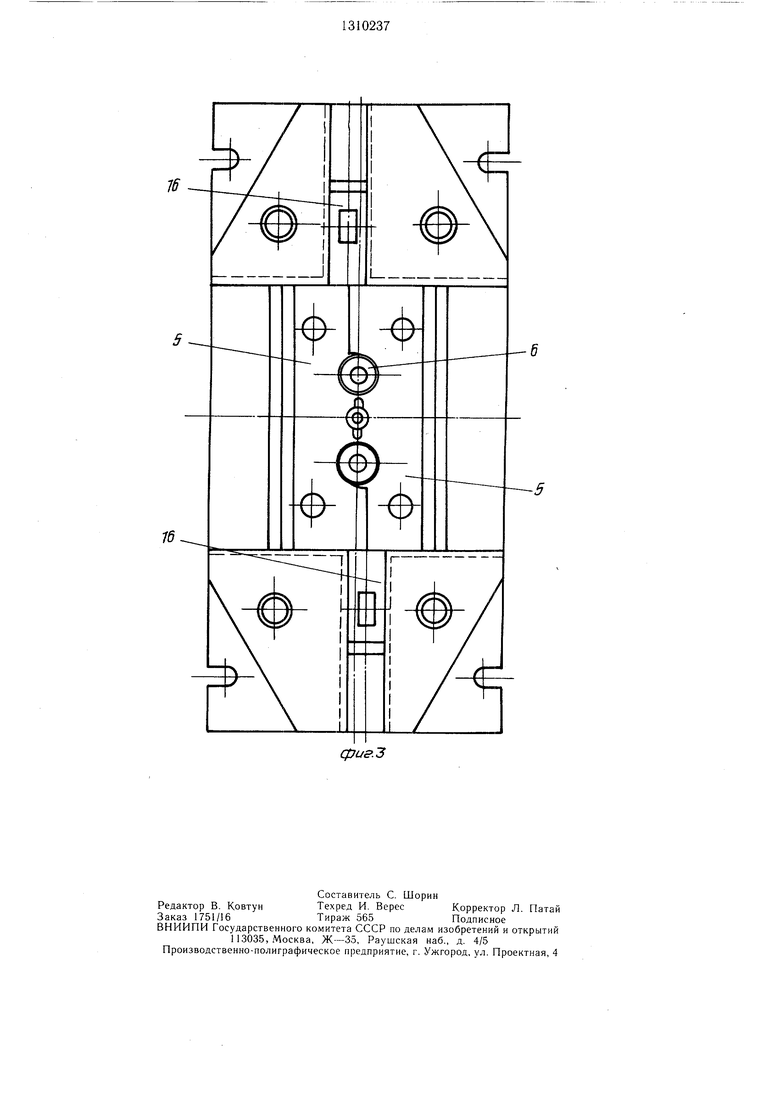
На фиг. 1 изображена предлагаемая форма, общий вид; на фиг. 2 - то же, в разомкнутом положении; на фиг. 3 - форма, вид в плане.
Форма содержит неподвижную плиту 1 с закрепленной к ней обоймой 2, подвижные плиты 3 и 4 с разъемной матрицей 5 и пуансоном 6, жестко соединенные с опорной плитой 7, и плиты 8 и 9 выталкивающей системы с подпружиненными пружиной 10 толкателями 11 и центральным толкателем 12. На плите 4 шарнирно с помощью оси 13 установлены двуплечие рычаги 14, одно из плеч которых шарнирно связано с подвижными по направляющим этой плиты и несущими оформляющий отверстие знак 15 ползунами 16 и посредством штырей 17, закрепленных на ползунах, и взаимодействующих с продольной прорезью 18 рычагов.
На втором плече двуплечих рычагов 14 выполнен расположенный под углом, большим 90° к прорези 18, паз 19, с которым взаимодействует палец 20, установленный на каждой из закрепленных в плите 8 выталкивающей системы тяг 21.
Двуплечие рычаги 14 со стороны наклона пазов 19 к прорези 18 имеют выступ 22 с перпендикулярной пазу поверхностью 23, являющейся продолжением поверхности боковой стенки разреза 24, выполненного на ближайшем от оси 13 конце паза 19.
К плите 9 выталкивающей системы закреплен хвостовик 25, проходящий сквозь отверстие опорной плиты 7.
Форма работает следующим образом.
После заливки расплава термопласта и требуемой выдержки форма раскрывается. При этом подвижные плиты 3 и 4 с разъемной матрицей 5 и пуансоном 6 отводятся опорной плитой 7 от неподвижной литниковой плиты 1. в процессе раскрытия формы части разъемной матрицы 5 расходятся под воздействием на них косых колонок {не показаны) и освобождают изделия 26,- которые остаются на пуансонах 6 совместно с центральным литником.
Когда хвостовик 25 упрется в упор литьевой машины, плиты 8 и 9 выталкивающей системы останавливаются, а остальная часть формы продолжает движение.
Одновременно с остановкой выталкивающих плит происходит сбрасывание литника центральным толкателем 12 и проскальзывание пазов 19 по закрепленным на тягах
21 пальцам 20, обеспечивающих за счет этого разворот двуплечих рычагов 14 на осях 13 подвижной плиты 4 в направлении движения от центра формы к ее периферии, продольные же прорези 18 рычагов через воздействие на штыри 17 перемещают ползуны 16 по направляющим подвижной плиты 3 от центра формы и извлекают знаки 15 из расположенных на пуансонах 6 изделий 26. Далее толкатели 11 входят во взаиууо
модеиствие с плитой 8 выталкивающей системы и, сжимая пружины 10, сталкивают изделие 26 с пуансонов 6, а палец 20 тяги 21, выйдя из разреза 24 паза 19, скользит по поверхности 23, удерживая двуплечий
рычаг в неподвижном положении.
Смыкание формы осуществляется в порядке, обратном описанному с помощью контртолкателей, возвращающих плиты 8 и 9 выталкивающей системы в исходное положение.
В полностью сомкнутом положении формы обойма 2, охватывая ползун 16 со стороны торцов, удерживает их от смещения под действием давления заливаемого в форму термопласта.
Предлагаемое решение позволяет без увеличения габаритов формы увеличить ход ползуна со знаком и за счет этого отливать изделия с глубокими отверстиями, а также обеспечить надежную работу ее независимо от того, будет ли знак располагаться в плоскости, параллельной плоскости разъема формы, или под углом к ней.
Формула изобретения
Форма для изготовления изделий из
пластмасс, содержащая неподвижные и подвижные плиты с матрицей и пуансоном, ползун с оформляющим отверстие знаком и щарнирно установленный на оси, закрепленной в подвижной плите матрицы, двуплечий рычаг, одно из плеч которого имеет взаимодействующую с закрепленным на ней ползуне штырем продольную прорезь, а второе связано с плитой выталкивающей системы посредством пальца с пазом, расположенным относительно продольной прорези под углом, большим 90°, отличающаяся тем, что, с целью обеспечения получения глубоких отверстий и повышения надежности работы, паз выполнен на втором плече двуплечего рычага, а палец установлен на закрепленной в плите выталкивающей системы тяге, при этом двуплечий рычаг со стороны наклона паза к прорези имеет выступ с перпендикулярной пазу поверхностью, являющейся продолжением поверхности боковой стенки разреза, выполненного на
ближайшем от оси поворота двуплечего рычага конце паза.
19
79
фие2
фие.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма | 1980 |
|
SU876459A1 |
| ЛИТЬЕВАЯ ФОРМА | 1992 |
|
RU2097185C1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Литьевая форма | 1990 |
|
SU1735033A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ПОДНУТРЕНИЯМИ | 1991 |
|
RU2017620C1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая форма для изготовления полимерных изделий с внутренним поднутрением | 1984 |
|
SU1333590A1 |
| Пресс-форма для полимерных изделий с поднутрениями | 1985 |
|
SU1326437A1 |
| Литьевая форма для изготовления полимерных изделий с боковыми отверстиями | 1990 |
|
SU1754469A1 |
Изобретение относится к переработке пластмасс в изделия с отверстиями методом литья под давлением. Целью изобретения является обеспечение получения глубоких отверстий в изделиях и повышение надежности работы фор.мы. Для этого на плите 4, соединенной с плитой 3 с помошью оси 13, установлены двуплечие рычаги 14. Одно плечо рычага связано с ползуном 16, несуши.м знак 15, посредством прорези 18. Для обеспечения глубины отверстий на втором плече рычагов 14 выполнен под углом, большим 90°, к прорези 18 паз, с которым взаимодействует палец 20. 3 ил. (О со го со фиг.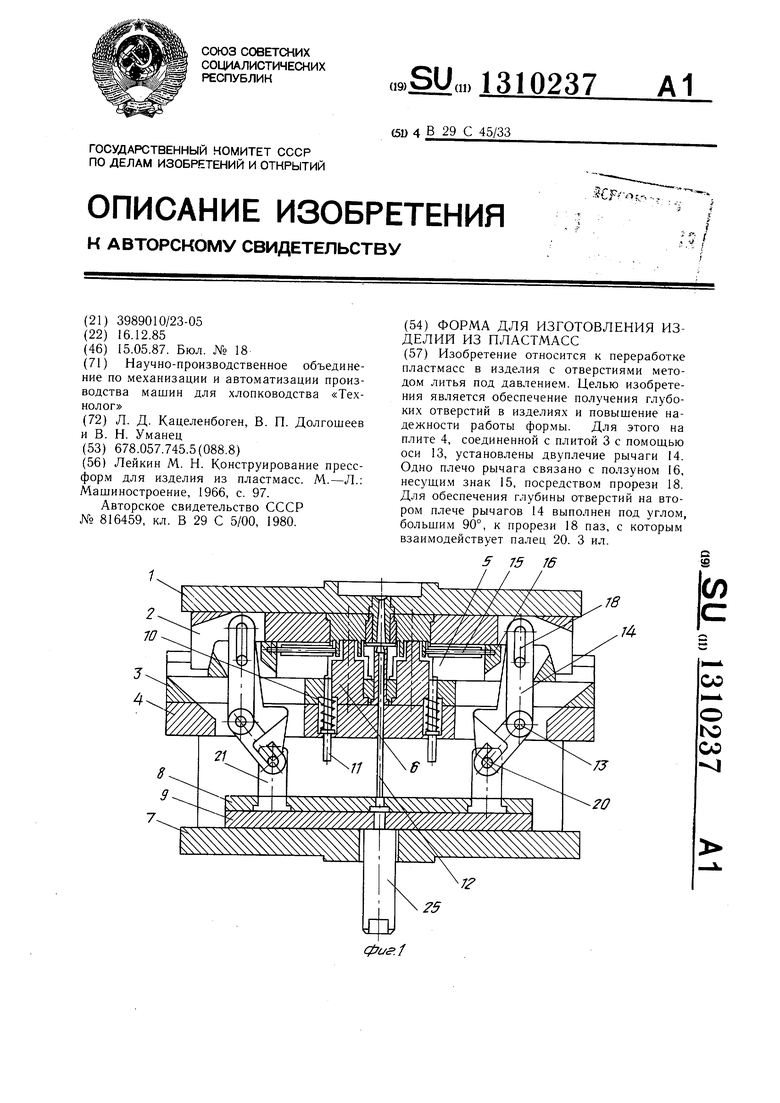
| Лейкин М | |||
| Н | |||
| Конструирование пресс- форм для изделия из пластмасс | |||
| М.-Л.: Машиностроение, 1966, с | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Состав для дефолиации хлопчатника | 1979 |
|
SU816459A1 |
| Солесос | 1922 |
|
SU29A1 |
