Изобретение относится к переработке пластмасс методом литья под давлением и может найти применение, в частности, при изготовлении оснастки для литья полимерных изделий, имеющих на боковых поверхностях отверстия различной формы.
Известна форма, содержащая подвижную и неподвижную плиты, систему выталкивателей, включающая в себя наклонные выталкиватели, скользящие в пазу плиты
выталкивателей и являющиеся одновременно формующим элементом
Недостатком известной формы является то, что при выталкивании изделий между соприкасающимися поверхностями наклонного выталкивателя и направляющей поверхностью, а также по торцу наклонного выталкивателя, скользящего по пазу плиты
выталкивателей, возникают значительные силы трения, что вызывает усиленный износ контактирующихся поверхностей. После недолгой эксплуатации литформы в местах стыковки с наклонными выталкивателями на изделии появляется облой. Кроме того, не исключена возможность заклинивания наклонных выталкивателей и поломка литформы.
Наиболее близкой к изобретению является литьевая форма с двухступенчатым выталкиванием изделия, предназначенная для литья пластмассовых деталей сложной конфигурации с отаерстиями и поднутрениями на боковых поверхностях изделия, содержащая неподвижную плиту с матричными вставками и литниковой втулкой, подвижную плиту с формующими вставками и выталкивающую систему с выталкивателями изделия и наклонными выталкивателями, предназначенными для извлечения знаков, оформляющих боковые отверстия и пазы с поднутрениями, установленными с возмож- ностью поворота вокруг оси, закрепленной в плите выталкивателей. При извлечении полимерного изделия из гнезда наклонные выталкиватели своими скосами взаимодействуют со скосами формующей вставки и получают дополнительное движение вокруг оси, позволяющее им выйти из зацепления с изделием.
Недостатком этой формы является необходимость тщательной подгонкисопряга- емых деталей, что весьма затруднительно. Кроме того, в результате возникающих больших сил трения между контактирующими поверхностями наклонных выталкивателей и вставок они быстро изнашиваются и на изделии из-за неплотного прилегания наклонных выталкивателей к формующим вставкам образуется облой, который можно устранить только заменой изношенных дета/ . и.
Цель изобретения - повышение качества изделия за счет уменьшения возможности образования облоя.
Поставленная цель достигается тем, что в литьевой форме для изготовления пол- имерных изделий с боковыми отверстиями, содержащей неподвижную плиту с матричными вставками и литниковой втулкой, подвижную плиту с формующими вставками и выталкивающую систему с выталкивателя- ми изделия и наклонными выталкивателями, в неподвижной плите установлены с возможностью взаимодействия с наклонным выталкивателем подпружиненный прижим, упор, выполненный в виде резьбовой пары, и двуплечий рычаг с возможностью его взаимодействия с упомянутыми прижимом и упором.
Сущность изобретения заключается в том, что размещение двуплечего рычага в неподвижной плите литформы с возможностью взаимодействия его одним плечом с подпружиненным прижимом, а другим плечом с упором, выполненным в виде резьбовой пары, позволяет настраивать необходимый поджим наклонных выталкивателей к формующей вставке, а при дальнейшей эксплуатации литформы, по мере износа контактирующихся поверхностей, дает возможность компенсировать их износ путем регулировки упором. Кроме того, данное техническое решение позволяет независимую поднастройку каждого наклонного выталкивателя по мере их износа в отдельности.
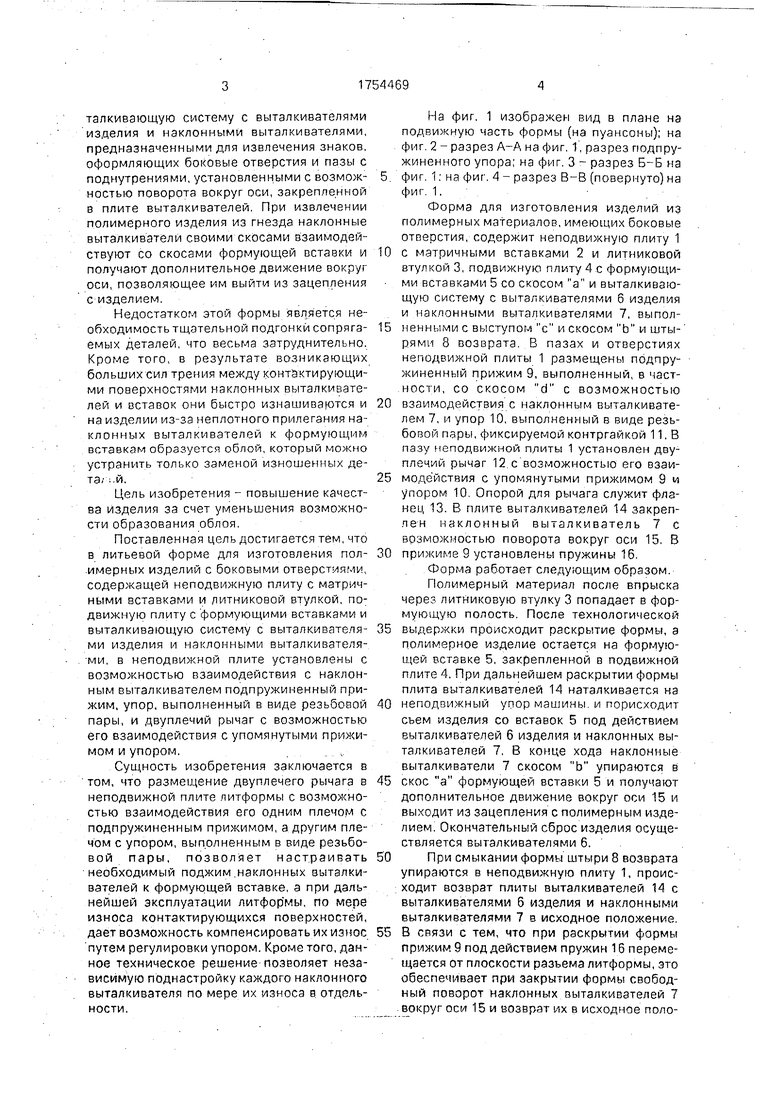
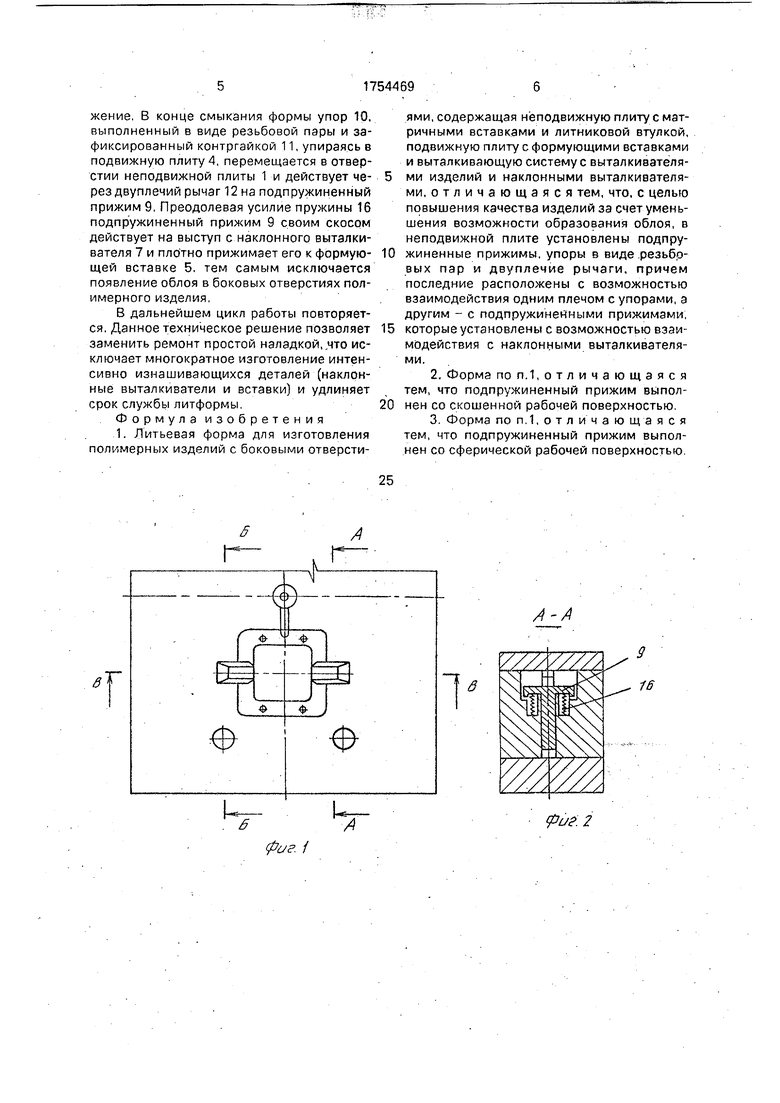
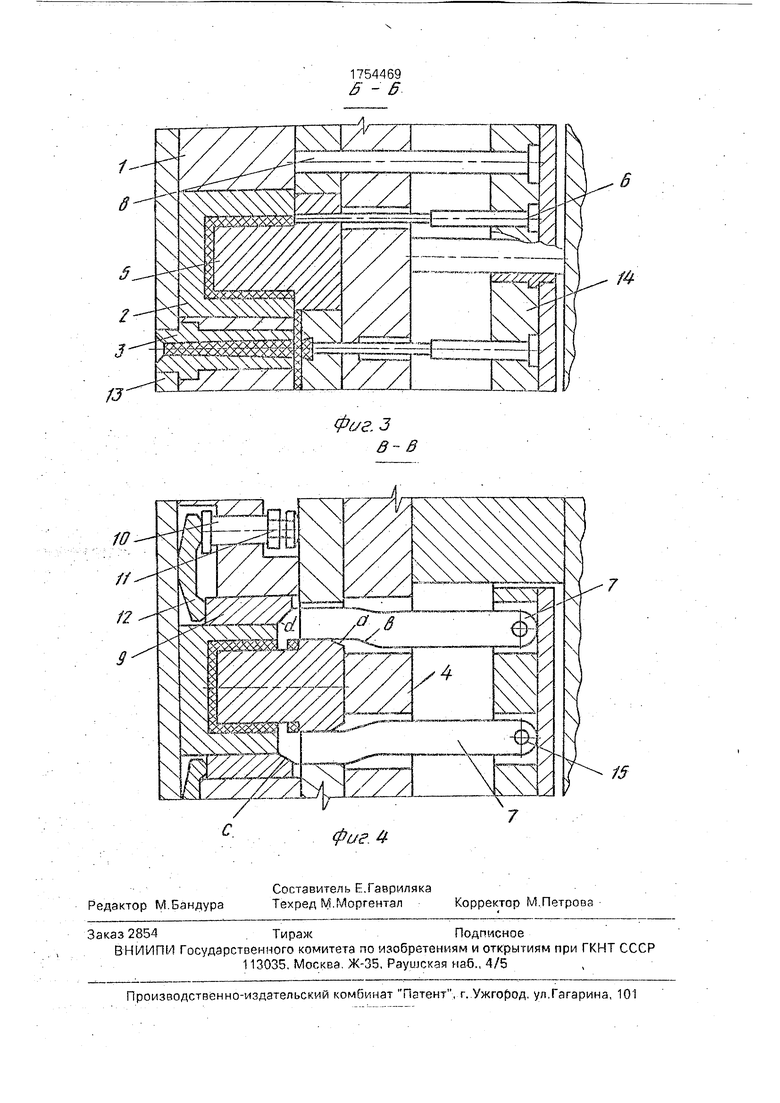
На фиг. 1 изображен вид в плане на подвижную часть формы (на пуансоны); на фиг 2 - разрез А-А на фиг. 1, разрез подпружиненного упора; на фиг. 3 - разрез Б-Б на фиг 1; на фиг. 4 - разрез В-В (повернуто) на фиг 1.
Форма для изготовления изделий из полимерных материалов, имеющих боковые отверстия, содержит неподвижную плиту 1 с матричными вставками 2 и литниковой втулкой 3, подвижную плиту 4 с формующими вставками 5 со скосом а и выталкивающую систему с выталкивателями 6 изделия и наклонными выталкивателями 7, выполненными с выступом с и скосом Ь и штырями 8 возврата В пазах и отверстиях неподвижной плиты 1 размещены подпружиненный прижим 9, выполненный, в частности, со скосом d с возможностью взаимодействия с наклонным выталкивателем 7, и упор 10, выполненный в виде резьбовой пары, фиксируемой контргайкой 11. В пазу неподвижной плиты 1 установлен двуплечий рычаг 12 с возможностью его взаимодействия с упомянутыми прижимом 9 и упором 10 Опорой для рычага служит фланец 13. В плите выталкивателей 14 закреп- пен наклонный выталкиватель 7 с возможностью поворота вокруг оси 15. В прижиме 9 установлены пружины 16
Форма работает следующим образом.
Полимерный материал после впрыска через литниковую втулку 3 попадает в формующую полость. После технологической выдержки происходит раскрытие формы, а полимерное изделие остается на формующей вставке 5, закрепленной в подвижной плите 4. При дальнейшем раскрытии формы плита выталкивателей 14 наталкивается на неподвижный упор машины и порисходит съем изделия со вставок 5 под действием выталкивателей 6 изделия и наклонных выталкивателей 7. В конце хода наклонные выталкиватели 7 скосом Ь упираются в скос а формующей вставки 5 и получают дополнительное движение вокруг оси 15 и выходит из зацепления с полимерным изделием. Окончательный сброс изделия осуществляется выталкивателями 6.
При смыкании формы штыри 8 возврата упираются в неподвижную плиту 1, происходит возврат плиты выталкивателей 14 с выталкивателями 6 изделия и наклонными выталкивателями 7 в исходное положение В связи с тем, что при раскрытии формы прижим 9 под действием пружин 16 перемещается от плоскости разьема литформы, это обеспечивает при закрытии формы свободный поворот наклонных выталкивателей 7 вокруг оси 15 и возврат их в исходное положение, В конце смыкания формы упор 10, выполненный в виде резьбовой пэры и зафиксированный контргайкой 11, упираясь в подвижную плиту 4, перемещается в отверстии неподвижной плиты 1 и действует через двуплечий рычаг 12 на подпружиненный прижим 9, Преодолевая усилие пружины 16 подпружиненный прижим 9 своим скосом действует на выступ с наклонного выталкивателя 7 и плотно прижимает его к формующей вставке 5. тем самым исключается появление облоя в боковых отверстиях полимерного изделия,
В дальнейшем цикл работы повторяется, Данное техническое решение позволяет заменить ремонт простой наладкой,,что исключает многократное изготовление интенсивно изнашивающихся деталей (наклонные выталкиватели и вставки) и удлиняет срок службы литформы.
Формула изобретения 1. Литьевая форма для изготовления полимерных изделий с боковыми отверстиями, содержащая неподвижную плиту с матричными вставками и литниковой втулкой, подвижную плиту с формующими вставками и выталкивающую систему с выталкивателями изделий и наклонными выталкивателями, отличающаяся тем, что, с целью повышения качества изделий за счет уменьшения возможности образования облоя, в неподвижной плите установлены подпружиненные прижимы, упоры в виде резьбовых пар и двуплечие рычаги, причем последние расположены с возможностью взаимодействия одним плечом с упорами, а другим - с подпружиненными прижимами,
которые установлены с возможностью взаимодействия с наклонными выталкивателями.
2.Форма по п.1,отличающаяся тем, что подпружиненный прижим выполнен со скошенной рабочей поверхностью.
3.Форма по п.1, отличающаяся тем, что подпружиненный прижим выполнен со сферической рабочей поверхностью
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1736724A1 |
| Литьевая форма | 1981 |
|
SU958112A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1987 |
|
SU1433557A2 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1985 |
|
SU1303430A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1984 |
|
SU1162606A1 |
| Литьевая форма для изготовления крупногабаритных полимерных изделий | 1983 |
|
SU1090571A1 |
| Литьевая форма для изготовления изделий с боковыми отверстиями, преимущественно сепаратов подшипников качения | 1979 |
|
SU1006248A1 |
| Литьевая форма для изготовления сепараторов подшипников | 1990 |
|
SU1766695A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1031742A1 |
| Литьевая форма для изготовления полимерных изделий с двухсторонними поднутрениями | 1978 |
|
SU716840A1 |
Использование: при изготовлении оснастки для литья полимерных изделий с боковыми отверстиями. Сущность изобретения: форма содержит неподвижную плиту с подпружиненными прижимами, упорами в виде резьбовых пар, двуплечие рычаги, взаимодействующие с упорами и прижимами, кото- рые взаимодействуют с наклонными выталкивателями. 2 з.п. ф-лы, 4 ил.
б
фаг 1
А А
в
риг 2
Фиг. з в- в
фиг 4
| Пантелеев А.П | |||
| и др | |||
| Справочник по проектированию оснастки для переработки пластмасс М Машиностроение, 1986, с | |||
| Способ прикрепления барашков к рогулькам мокрых ватеров | 1922 |
|
SU174A1 |
| Фальцовая черепица | 0 |
|
SU75A1 |
| Шеститрубный элемент пароперегревателя для котлов с жаровыми и прогарными трубами | 1918 |
|
SU678A1 |
| Горько- вский межотраслевой территориальный центр научно-технической информации и пропаганды, 1988 | |||
