Изобретение отноеится к швейной промышленности, а именно к способам изготов- „пения деталей одежды.
Цель изобретения - повышение производительности труда и улучшение качества изделий.
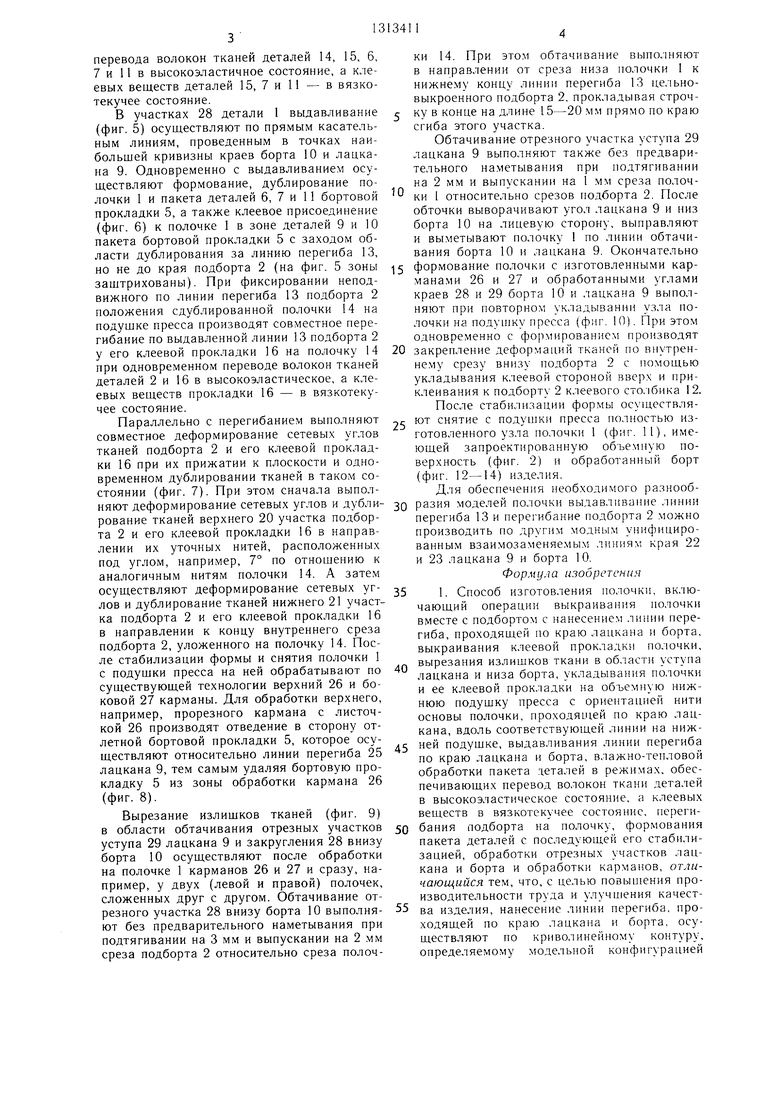
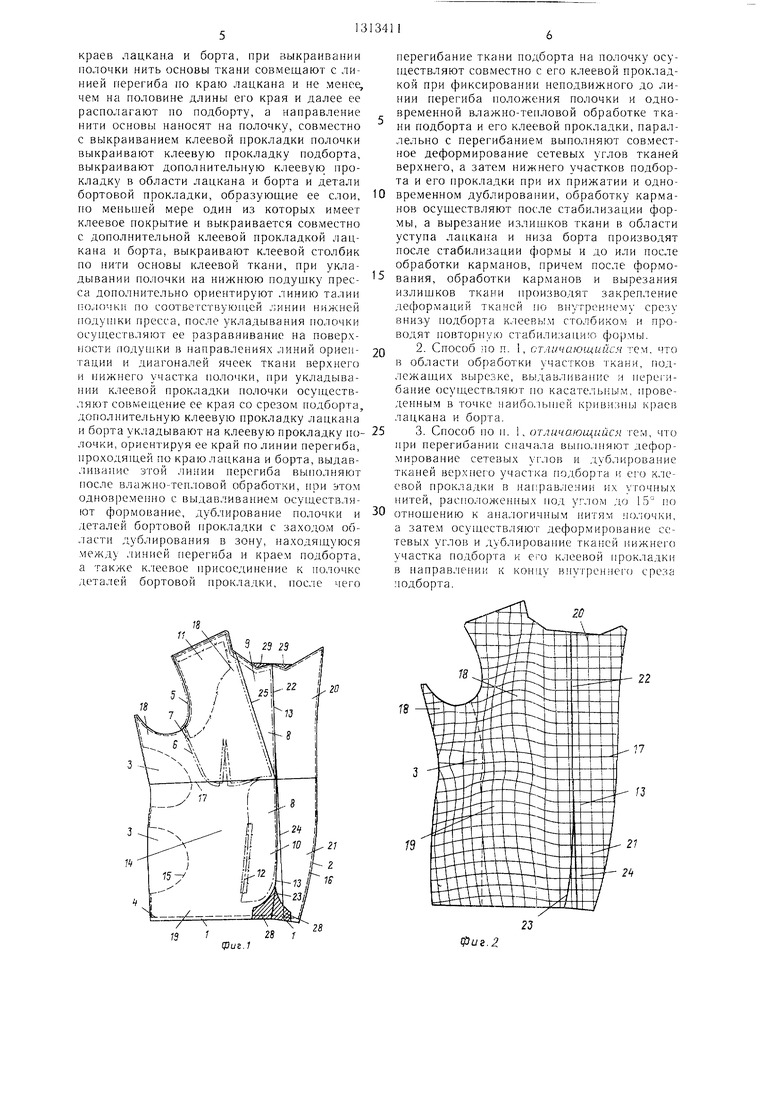
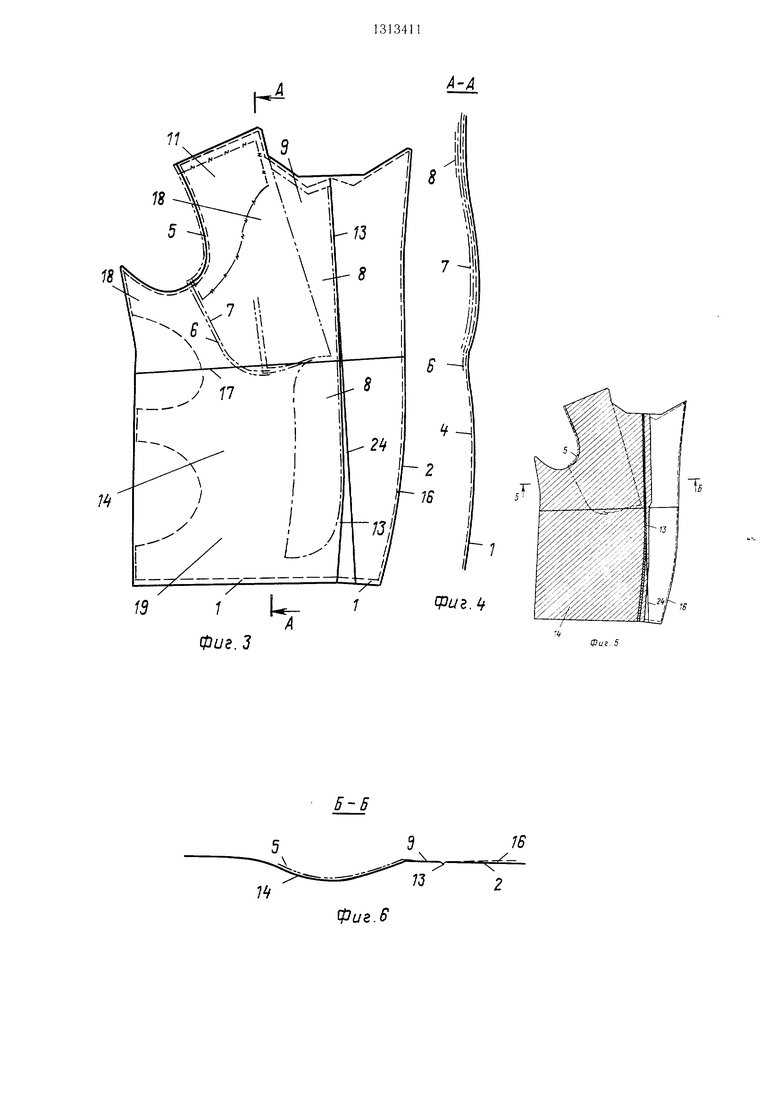
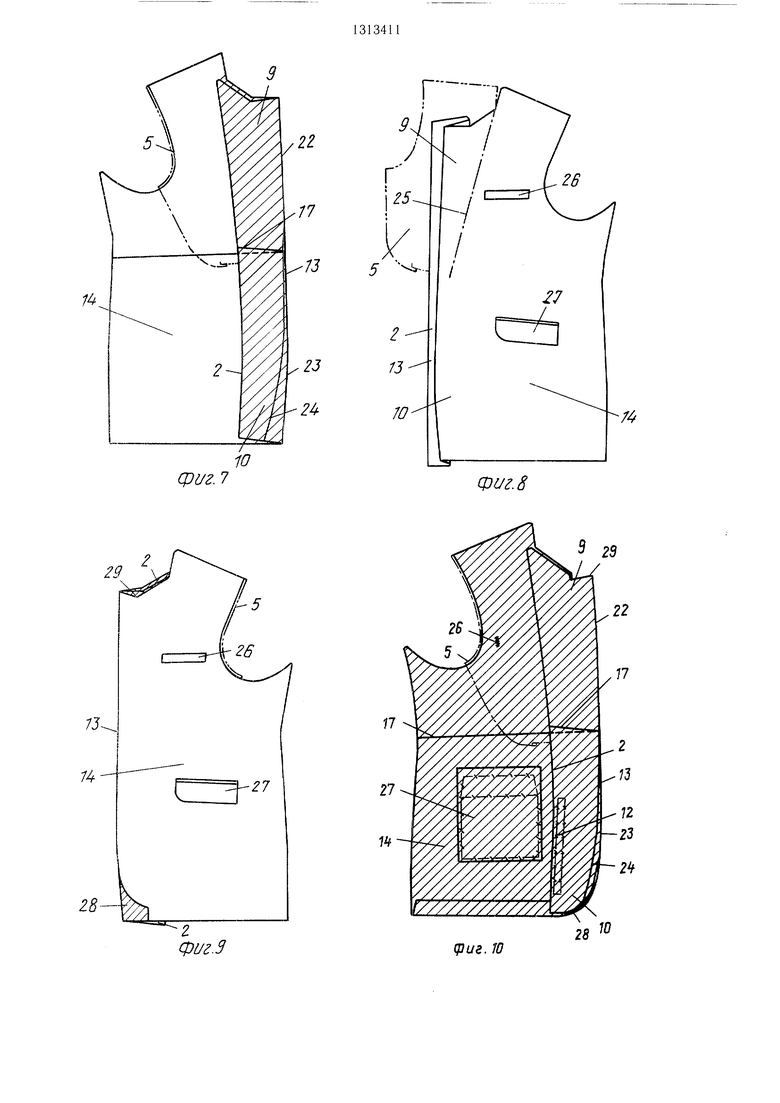
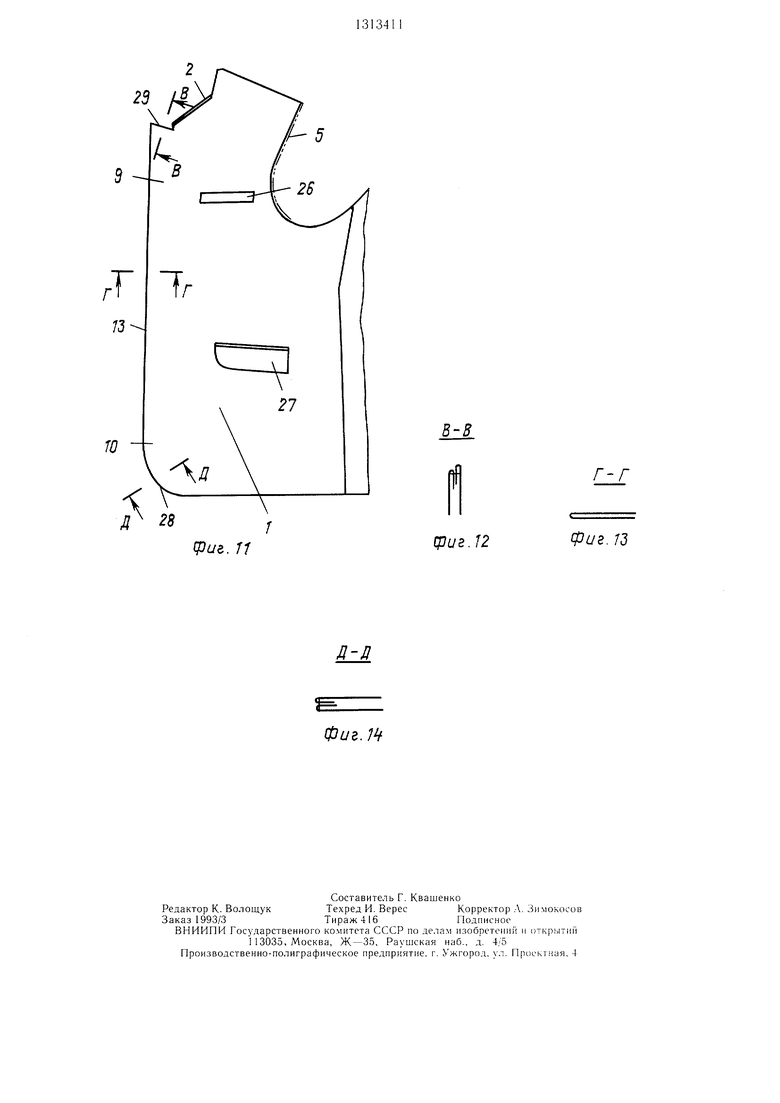
На фиг. 1 изображена схема деталей, в.ходяших в состав узла полочки; на фиг. 2 - схема полочки, уложенной на подушку пресса; на фиг. 3 - схема технологического состояния деталей после их укладывания на подушку пресса; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - то же, при одновременно выполняемых операциях выдавливания линии перегиба подборта, формирования, дублирования нолочки и ее бортовой прокладки и приклеивания бортовой прокладки к полочке (зоны выдавливания, формировании и ,чуб;1ироваиия заштрихованы); на фиг. 6 -- разрез Б-Б на фиг. 5; на фиг. 7 --- схема технологического состояния детален при перегибании подборта на полочку, его деформировании и одновременном дублировании (зона зан1трихована) с клеевой прокладкой; на фиг. 8 -- схема техно. югическо- го состс яния узла полочки при отведении в сторону отлетной бортовой прокладки; на фиг. 9 - то же. при вырезании излишков тка11ей в отрезных участках (зап1трихованы) лацкана и борта; на фиг. 10 - то же, при окончательном формовании узла полочки (зоны формования занл рихованы); на фиг. 1 1 -- схема изготовленного узла полочки; на фпг. 12 -- разрез В-В на фиг. 11; на фиг. 13 - разрез Г-Г на фиг. 1 1; на фиг. 14- разрез Д-Д на фиг. 11.
Пакет полочки (фиг. 1. 3) состоит из полочки 1 с п.ельновыкроенным подбортом 2 и боковой частью 3, ее клеевой прокладки 4, пакета бортовой прокладки 5, включающей, например, ее первый основной слой 6, второй слой 7, цельновыкроенный с дополнительной клеевой прокладкой 8 зон лацкана 9 и борта 10, слой - п.лечевую накладку 1 1, и клеевого столбика 12. Конструктивная линия перегиба 13 разбивает цельновыкроен- ную полочку 1 и ее клеевую прокладку 4 на зону собственно полочки 14 и ее клеевой прокладки 15 и зону подборта 2 и его клеевой прокладки 16. Конструктивная линия талии 17 дополнительно условно разбивает выделенные зоны по позициям 2, 14-16 на верхний 18 и нижний 19 участки собственно полочки 14 и клеевой ее прокладки 15, на верхний 20 и нижний 21 участки подборта 2 и его клеевой прокладки 16. Линия талии 17 разделяет и линию перегиба 13 на два участка: нерегиб но краю 22 лацкана 9 и по краю 23 борта 10 (фиг. 1, 3). На детали 1 обозначено направлепие нити основы 24 и определена линия перегиба 25 лацкана 9. Места обработки верхнего 26 и бокового 27 карманов и зонЕз вырезания излишков ткани в отрезных участках закругления 28 внизу борта 10 и уступа 29 лацкана 9 изображены на фиг. 8-11.
5
Способ заключается в следующем. Осуществляют выкраивание полочки 1, цельновыкроенной-с подбортом 2 и боковой частью 3, у которой не требуется обработка
вытачек и отрезной боковой части для получения заданной в готовом виде объемно- пространственной формы детали (фиг. 1). При выкраивании полочки 1 с заданной кривой линией перегиба 13 нить основы 24 сов- мепдают с линией перегиба по краю 22 лац кана 9, не менее чем на половине длины его края, а далее ее (24) располагают уже по подборту 2, цельновыкроенному с полочкой 1. При выкраивании оставляют ткани в области обработки отрезных участков усту2 па 29 лацкана 9 и закругления 28 внизу борта 10. Вводят клеевую прокладку 16 для всей поверхпости подборта 2, выкраивание которой осуществляют вместе с ;-;.;;ее15ОЙ прокладкой 15 полочки 14.
Q Таким образом получают клсч:вую прокладку 4 полочки i, целыювыкроенпую с клеевой прокладкой 16 подборта 2.
Вводят дополнительную клеевую 1 роклад- ку 8 зон лацкана 9 и борта 0 и выкраивание ее осуществляют вместе, например с вторым слоем 7, бортовой прокла.аки 5. Производят выкраивание первого неклеевого с;1оя 6, третьего (клеевог о) слоя 11 бортовой прокладки 5 и клеевого столбика 12. Укладывание цельновыкроенной полочки 1, ее клеевой
прокладки 4 и пакета деталей 68 бортовой
прокладки 5 (фиг. 3) осуществляют юсле- довательно па объемную с плавны.ми iiepe- ходами поверхностей нижнюю подушку пресса, спроектированпую с учетом формы полочки в готовом виде. При укладывании полочки 1 лицевой стороной на 1ижнюю подушку пресса совмещают направление двух исходных линий нити основы 24 и та- ;|ии 17, нанесенных на детали 1, и необходимые конструктивные точки со знаками ана- .логичных линий и точек на подунже по све0 томаркировке (фиг. 2).
Знаки светомаркировки регу.лируют в зависимости от обрабатываемой модели изде- ;1ия. Разравнивание материала полочки 14 выполняют по поверхности подуп1ки в направлении исходных линий 24, 17 (фиг. 3)
5 и диагоналей ячеек ткани верхнего 18 и нижнего 19 участков цельновыкроенной детали 1. Укладывание клеевой нрокладки 4 (фиг. 3, 4 ) выполняют клеевой стороной вниз к изнаночной стороне полочки 1 с необходимым совмещением аналогичных срезов обеих деталей. Укладывание деталей 6, 7 и 11 бортовой прокладки 5 также вьщолпяют с совмещением аналогичных срезов деталей 6, 7, 11 и 1,4. При укладывании клеевой стороной вниз дополнительной клеевой прокладки 8,
г цельновыкроенной, например, с вторым слоем 7 бортовой прокладки 5, ее ориентируют относительно линии пе1)егиба 13 пе.льновы- кроенного подборта 2. Выдавливание п(й линии перегиба 13 производят noc;ie
0
5
0
перевода волокон тканей деталей 14, 15, 6, 7 и 11 в высокоэластичное состояние, а клеевых веществ деталей 15, 7 и 11 - в вязко- текучее состояние.
В участках 28 детали 1 выдавливание (фиг. 5) осуществляют по прямым касательным линиям, проведенным в точках наибольшей кривизны краев борта 10 и лацкана 9. Одновременно с выдавливанием осуществляют формование, дублирование полочки 1 и пакета деталей 6, 7 и 11 бортовой прокладки 5, а также клеевое присоединение (фиг. 6) к полочке 1 в зоне деталей 9 и 10 пакета бортовой прокладки 5 с заходом области дублирования за линию перегиба 13, но не до края подборта 2 (на фиг. 5 зоны заштрихованы), При фиксировании неподвижного по линии перегиба 13 подборта 2 положения сдублированной полочки 14 на подушке пресса производят совместное перегибание по выдавленной линии 13 подборта 2 у его клеевой прокладки 16 на полочку 14 при одновременном переводе волокон тканей деталей 2 и 16 в высокоэластическое, а клеевых веществ прокладки 16 - в вязкотеку- чее состояние.
Параллельно с перегибанием выполняют совместное деформирование сетевых углов тканей подборта 2 и его клеевой прокладки 16 при их прижатии к плоскости и одновременном дублировании тканей в таком состоянии (фиг. 7). При этом сначала выполняют деформирование сетевых углов и дублирование тканей верхнего 20 участка подборта 2 и его клеевой прокладки 16 в направлении их уточных нитей, расположенных под углом, например, 7° по отношению к аналогичным нитям полочки 14. А затем осуществляют деформирование сетевых углов и дублирование тканей нижнего 21 участка подборта 2 и его клеевой прокладки 16 в направлении к концу внутреннего среза подборта 2, уложенного на полочку 14. После стабилизации формы и снятия полочки 1 с подущки пресса на ней обрабатывают по существующей технологии верхний 26 и боковой 27 карманы. Для обработки верхнего, например, прорезного кармана с листоч- кой 26 производят отведение в сторону отлетной бортовой прокладки 5, которое осуществляют относительно линии перегиба 25 лацкана 9, тем самым удаляя бортовую прокладку 5 из зоны обработки кармана 26 (фиг. 8).
Вырезание излишков тканей (фиг. 9) в области обтачивания отрезных участков уступа 29 лацкана 9 и закругления 28 внизу борта 10 осуществляют после обработки на полочке 1 карманов 26 и 27 и сразу, например, у двух (левой и правой) полочек, сложенных друг с другом. Обтачивание отрезного участка 28 внизу борта 10 выполняют без предварительного наметывания при подтягивании на 3 мм и выпускании на 2 мм среза подборта 2 относительно среза полоч0
ки 14. При это.м обтачивание выполняют в направлении от среза низа полочки 1 к нижнему концу линии перегиба 13 цельно- выкроенного подборта 2, прокладывая строч5 ку в конце на длине 15-20 мм прямо по краю сгиба этого участка.
Обтачивание отрезного участка уступа 29 лацкана 9 выполняют также без предварительного наметывания при подтягивании на 2 мм и выпускании на 1 мм среза полочки 1 относительно срезов подборта 2. После обточки выворачивают угол лацкана 9 и низ борта 10 на лицевую сторону, выправляют и выметывают полочку 1 по линии обтачивания борта 10 и лацкана 9. Окончательно
5 формование полочки с изготовленными карманами 26 и 27 и обработанными углами краев 28 и 29 борта 10 и лацкана 9 выполняют при повторном укладывании узла полочки на подушку пресса (фиг. 10). При этом одновременно с формированием производят
0 закрепление деформаций тканей по внутреннему срезу внизу подборта 2 с помощью укладывания клеевой стороной вверх и приклеивания к подборту 2 клеевого сто.пбика 12. После стабилизации формы осуществля5 ют снятие с подупжи пресса полностью изготовленного узла полочки 1 (фиг. 11), имеющей запроектированную объемную поверхность (фпг. 2) и обработанный борт (фиг. 12-14) изделия.
Для обеспечения необходимого разнооб0 разия моделей полочки выдавливание линии перегиба 13 и перегибание подборта 2 можно производить по другим модным унифицированным взаимозаменяемым линиям края 22 и 23 лацкана 9 и борта 10.
Формула изобретения
5 1. Способ изготовления полочки, включающий операции выкраивания полочки вместе с подбортом с нанесением линпи перегиба, проходящей по краю лацкана и борта, выкраивания клеевой прокладки полочки,
Q вырезания излишков ткани в об.тасти уступа лацкана и низа борта, укладывания полочки и ее клеевой прокладки на объемную нижнюю подушку пресса с ориентацией нити основы полочки, проходящей по краю лацкана, вдоль соответствующей линии на ниж5 ней подушке, выдавливания линии перегиба по краю лацкана и борта, влажно-тепловой обработки пакета деталей в режимах, обеспечивающих перевод волокон ткани дета.тей в высокоэластическое состояние, а клеевых веществ в вязкотекучее состояние, переги0 бания подборта на полочку, формования пакета деталей с последующей его стабилизацией, обработки отрезных участков лацкана и борта и обработки карманов, отличающийся тем, что, с целью повышения производительности труда и улучшения качест5 ва изделия, нанесение линии перегиба, проходящей по краю лацкана и борта, осуществляют по криволинейному контуру, определяемому модельной конфигурацией
краев лацкан.а и борта, при выкраивании полочки нить основы ткани совмещают с ли пней перегиба но краю лацкана и не менее, чем на половине длины его края и далее ее распо;1агают по подборту, а направление нити основы наносят на полочку, совместно с выкраиванием клеевой прокладки полочки выкраивают клеевую прокладку подборта, выкраивают дополнительную клеевую прокладку в области лацкана и борта и детали бортовой прокладки, образующие ее слои, по мепьп ей мере один из которых имеет клеевое покрытие и выкраивается совместно с дополнительной клеевой прокладкой лацкана и борта, выкраивают клеевой столбик по нити основы клеевой ткани, при укладывании полочки на нижнюю подушку пресса дополнительно ориентируют линию талии | олочк1{ по соответствующей линии нижней подушки пресса, после укладывания полочки осуществляют ее разравнивание на поверхности подушки в направлениях линий орием- тации и диагоналей ячеек ткани верхнего и нижнего участка полочки, при укладывании клеевой прокладки полочки осуществляют совмещение ее края со срезом подборта, дополнительную клеевую прокладку лацкана и борта укладывают на клеевую прокладку по- лочки, ориентируя ее край по линии перегиба, проходящей iio краю лацкана и борта, выдав- л.ивание этой линии пе)егиба выполняют после влажно-теп. ювой обработки, при этом одновременно с выдавливанием осуществляют формование, дублирование полочки и деталей бортовой прокладки с заходом области дублирования в зону, находящуюся между линией перегиба и краем подборта, а также к.чеевое присоединение к полочке деталей бортовой прокладки, пос.че чего
0 5 0
перегибание ткани подборта на полочку осу- няествляют совместно с его клеевой прокладкой при фиксировании неподвижного до линии перегиба положения полочки и одновременной влажно-тепловой обработке ткани нодборта и его клеевой прокладки, параллельно с перегибанием выполняют совместное деформирование сетевых углов тканей верхнего, а затем нижнего участков подборта и его прокладки при их прижатии и одновременном дублировании, обработку карманов осуществляют после стабилизации формы, а вырезание излишков ткани в области уступа .кана и низа борта производят после стабилизации формы и до или после обработки карманов, причем после формования, обработки карманов и вырезания излишков ткани производят закрепление деформаций тканей по внутреннему срезу внизу нодборта клеевым столбиком и проводят повторп у К) стабилизацию формы.
2.Способ но п. 1, отличающийся тем. что в области обработки участков ткани, под- лежапдих вырезке, выдавливанщ и nepein- бание осуществляют но касательным, проведенным в точке наибольшей кривизны краев лацкана и борта.
3.Способ по п. , отличающийся тем, что нри перегибании С1 ачала вьпюлняют деформирование сетевых и дублирование тканей верхнего участка подборта и его клеевой прокладки в нагфавлении lix УТОЧНЫХ нитей, расположенных нод углом до 15 по отношению к аналогичным нитям но.ючки. а затем осуществ.ляют деформирование сетевых углов и дублироваиие тканей мижне1 о участка подборта и его клеевой прокладки в направ.тении к концу BHVTpenHertj среза подборта.
Z8
20
фиг.2
11
13
фие. 3
.гШШ
Vuz.if
Фиг. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки и сборки деталей одежды и пресс для его осуществления | 1954 |
|
SU108761A1 |
| СПОСОБ СБОРКИ ВЕРХНЕЙ ОДЕЖДЫ | 1998 |
|
RU2151533C1 |
| КОНСТРУКЦИЯ ВОРОТНИКА | 1999 |
|
RU2173076C2 |
| Способ обработки бортов швейных изделий | 1980 |
|
SU902714A1 |
| Верхняя одежда | 1986 |
|
SU1558381A1 |
| СПОСОБ ОБРАБОТКИ ГОРЛОВИНЫ ЖЕНСКОЙ ВЕРХНЕЙ ОДЕЖДЫ | 2015 |
|
RU2605380C1 |
| Способ построения шаблона воротника мужского пиджака | 1982 |
|
SU1140747A2 |
| Способ изготовления цельновыкроенного воротника для верхней одежды | 1987 |
|
SU1595435A1 |
| УНИВЕРСАЛЬНАЯ КОНСТРУКЦИЯ ПРОРЕЗНОГО КАРМАНА С ВЕРТИКАЛЬНЫМ ИЛИ НАКЛОННЫМ ВХОДОМ | 1999 |
|
RU2147817C1 |
| Способ изготовления женского пальто | 1989 |
|
SU1674781A1 |
Изобретение относится к швейной промышленности. Цель изобретения - повышение производительности труда и улучшение качества изделия. Полочку выполняют цель- новыкроенной с подбортом и боковой частью. При выкраивании нить основы совмешают с линией перегиба по краю лацкана не менее чем на половине длины его края, а далее располагают ее по подборту. Выкраивают клеевую прокладку полочки вместе с клеевой прокладкой подборта, дополнительную клеевую прокладку зон лацка,на и борта вместе С вторым слоем бортовой прок.тадки, первый неклеевой слой, третий клеевой слой бортовой прокладки и клеевой столбик. На объемную поверхность нижней подушки пресса последовательно укладывают цельновыкро- енную полочку, ее клеевую прокладку и детали бортовой прокладки. Выдавливание линии перегиба производят после влажно- тепловой обработки пакета деталей. Одновременно с выдавливанием осуществляют формование и дублирование, обеспечивая при этом заход линии дублирования за ли- нию перегиба подборта, но не до края под- § борта. После стабилизации формы на полоч- . ке обрабатывают карманы и вырезают из- у лишки ткани в области обтачивания отрезных участков уступа лацкана и закругления внизу борта. Производят окончательное формование полочки. 2 з. п. ф-лы, 14 ил. 5 00 .
16
у
7J
fpue.S
ю
сригЛ
фиг. 8
5 29
фиг. 10
W
В-8
И
г-г
Ц3иг.
фиг. ГЗ
Фиг.1
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| С | |||
| Разработка рациональной конструкции и новой технологии обработки основных узлов верхней одежды | |||
| Дне | |||
| на соиск | |||
| учен, степени канд | |||
| техн | |||
| наук | |||
| М.: МТИЛП, 1971, с | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
