Изобретение относится к швейной промышленности, в частности к способу формования и дублирования цельновыкроенных, воротников для верхией одежды.
Цель изобретения - повышение качества воротников для верхней одежды при одновременном повышении производительности труда.
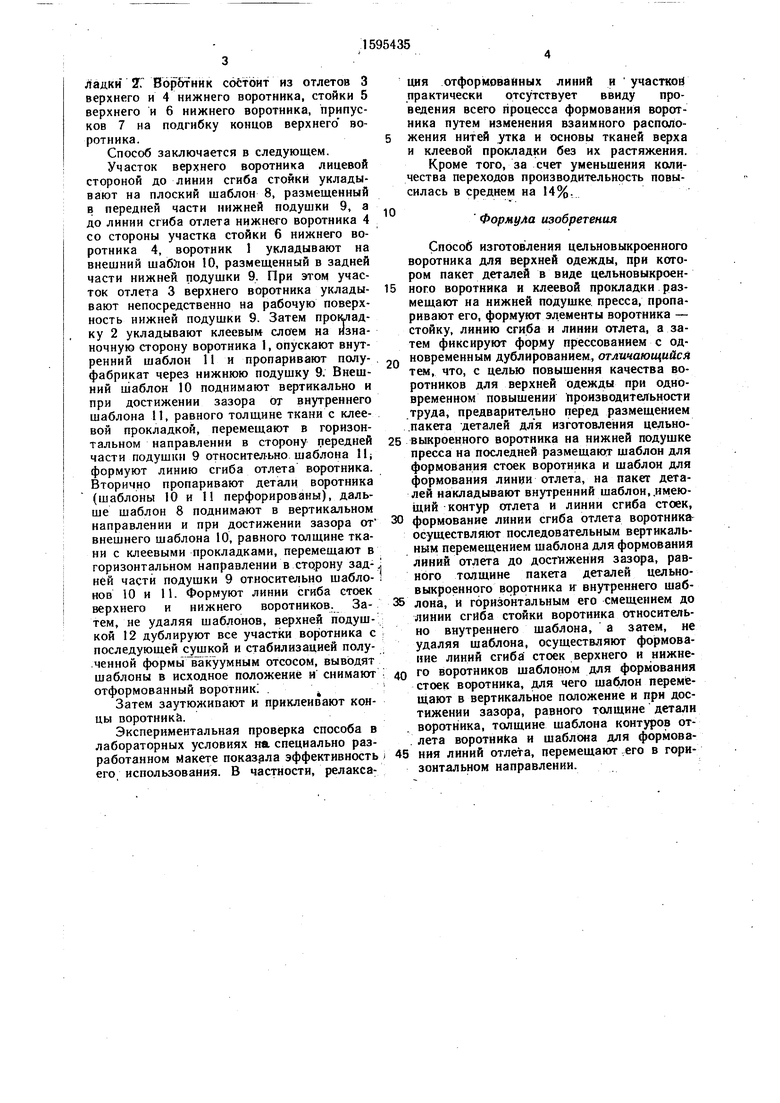
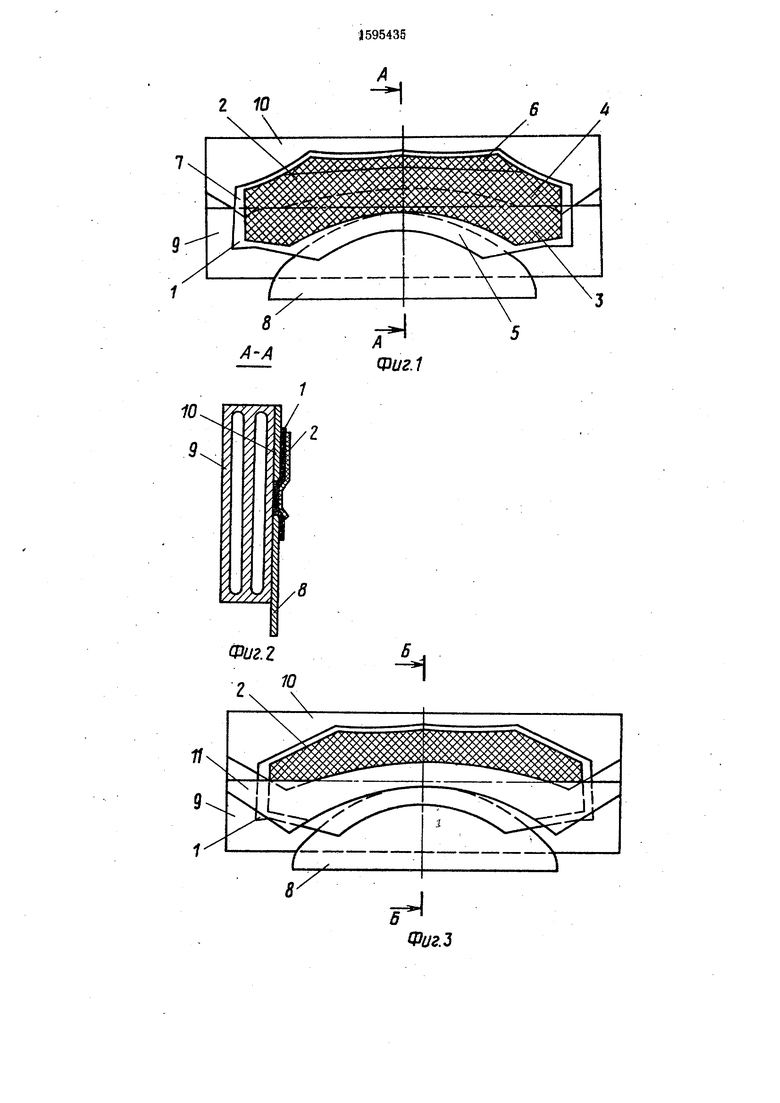
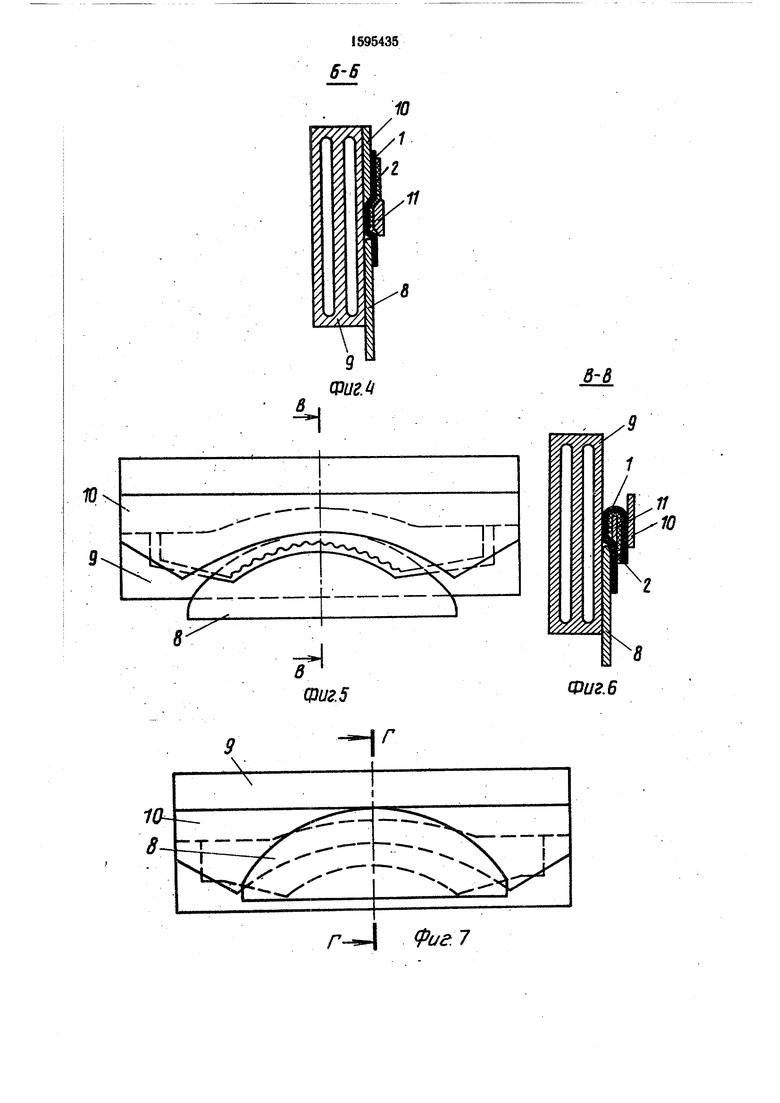
На фиг. .1 показан цельновыкроенный воротник, участок стойки нижнего воротника, который уложен лицевой стороной на перфорированный плоский шаблон, раз-, мешенный на нижней подушке; на фиг. 2 - разрез А-А на фиг. 1; на.фиг. 3- цельновыкроенный воротник с опущенным на него внутренним щаблоном; на фиг. .4 - разрез Б-Б на фиг. 3; на фиг. 5 - формование внешним шаблоном линии сгиба отлета; на фиг. 6 - разрез В-В на фиг. 5; на фиг. 7 - формование линии сгиба стоек нижнего и верхнего воротников перфорированным плоским щаблоном; на фиг. 8 - разрез Г-Г на фиг. 7; на фиг. 9 - дублирование всех участков воротника без удаления шаблонов; на фиг. 10 - разрез Д-Д на фиг. 9.
Цельновыкроенный воротник (фиг. 1) состоит из воротника I и клеевой прокСП
со ел
N оо ел
адки 2Г Ворбтник состЬнт из отлетов 3 ерхнего и 4 нижнего воротника, стойки 5 ерхнего и 6 нижнего воротника, припусов 7 на подгибку концов верхнего воотника.
Способ заключается в следующем. Участок верхнего воротника лицевой тороной до линии сгиба стойки укладыают на плоский шаблон 8, размещенный в передней части нижней подушки 9, а о линии сгиба отлета нижнего воротника 4 о стороны участка стойки 6 воротника 4, воротник 1 укладывают на внешний шаб)1он 10, размещенный в задней части нижней подушки 9, При этом участок отлета 3 верхнего воротника укладывают непосредственно на рабочую поверхность нижней подушки 9. Затем проклал- ку 2 укладывают клеевым слогем на изнаночную сторону воротника 1, опускают внутренний шаблон И и пропаривают полу-, фабрикат через нижнюю подушку 9. Внешний шаблон 10 поднимают вертикально к при достижении зазора от внутреннего шаблона И, равного толщине ткани с клеевой прокладкой, перемещают в горизонтальном направлении в сторону передней части подушки 9 относител-ьно шаблона Hi формуют линию сгиба отлета Еюротника. Вторично пропаривают детали воротника (шаблоны 10 и 11 перфорированы), дальше шаблон 8 поднимают в вертикальном направлении и при достижении зазора от внешнего шаблона 10, равного толщине ткани с клеевыми прокладками, перемещают в горизоитальном направлении в сторону зад- ней части подушки 9 относительно шабло- i нов 10 и 11. Формуют линии сгиба стоек верхнего и нижнего воротников. Затем, не удаляя шаблонов, верхней подушкой 12 дублируют все участки ворот ника с последующей cyuiKofi и стабилизацией полу- .ченной формы вакуумным отсосом, выводят шаблоны в исходное положение и снимают отформованный воротник; .
Затем заутюживают и приклеивают концы поротиикй.
Экспериментальная проверка способа в лабораторных условиях на специально разработанном макете показэла эффективность его использования. В частности, релаксация отформованных линий и участков практически отсутствует ввиду проведения всего процесса формования воротника путем изменения взаимного располо- жеиия нитей утка и основы тканей верха и клеевой прокладки без их растяжения. Кроме того, за счет уменьшения количества переходов производительность повысилась в среднем на 14%.
Формула изобретения
Способ изготовления цельновыкроенного воротника для верхней одежды, при кагором пакет деталей в виде цельновыкроеи- 5 иого воротника и клеевой прокладки размещают на нижней подушке, пресса, пропаривают его, формуют элементы воротника - стойку, линию сгиба и линии отлета, а затем фиксируют форму прессованием с одновременным дублированием, отличающийся тем, что, с целью повыщення качества во- ротннков для верхней одежды при одио- временном повышении производительности труда, предварительно перед размещением .пакета деталей дл я изготовления цельно- 5 выкроенного воротннка на нижией подущке пресса на последней размещают шаблон для формования стоек воротника и шаблон для формования линии отлета, на пакет деталей накладывают внутренний шаблон,.имею- и1ий контур отлета и линии сгиба стоек, 30 формование линии сгиба отлета воротника осуществляют последовательным вертикальным перемещением шаблона для формования линий отлета до достг1жения зазора, равного толщине пакета деталей цельно- выкроенного воротника к внутреннего шаб- 35 лона, И горнзонтальным его смещением до линии сгиба стойки воротника относительно внутреннего шаблона, а затем, не удаляя шаблона, осуществляют формование линий сгиба стоек верхнего и нижне- лп го воротников шаблоном для формования стоек воротннка, для чего шаблон перемещают в вертикальное положение и при достижении зазора, равного толщине детали воротника, толщине шаблона контуров отлета воротника н шаблона для формова- 45 ния линий отлета, перемещают его в горизонтальном направлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления цельнокроенного воротника верхней мужской одежды | 1990 |
|
SU1736402A1 |
| СПОСОБ ОБРАБОТКИ ГОРЛОВИНЫ ЖЕНСКОЙ ВЕРХНЕЙ ОДЕЖДЫ | 2015 |
|
RU2605380C1 |
| Способ изготовления воротника для верхней одежды | 1978 |
|
SU993910A1 |
| Пресс для формования деталей одежды | 1986 |
|
SU1509457A1 |
| КОНСТРУКЦИЯ ВОРОТНИКА | 1999 |
|
RU2173076C2 |
| Способ получения шаблона воротника | 1982 |
|
SU1142095A1 |
| Способ формования объемных частей деталей одежды и устройство для его осуществления | 1989 |
|
SU1738881A1 |
| Способ изготовления полочки | 1986 |
|
SU1313411A1 |
| СПОСОБ ПОСТРОЕНИЯ ШАБЛОНА ВОРОТНИКА | 2005 |
|
RU2295899C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКИХ РАЗВЕРТОК ВОРОТНИКА ПО ВИЗУАЛЬНОМУ ОБРАЗУ | 2007 |
|
RU2374963C2 |

Изобретение относится к швейной промышленности и позволяет повысить качество воротников для верхней одежды при одновременном повышении производительности труда. Способ изготовления цельновыкроенного воротника для верхней одежды включает операции размещения пакета деталей в виде цельновыкроенного воротника и клеевой прокладки на нижней подушке пресса, пропаривание его, формование элементов воротника-стойки, линии сгиба и линий отлета, фиксирование формы прессованием с одновременным дублированием, предварительно перед размещением пакета деталей для изготовления цельновыкроенного воротника на нижней подушке пресса на последней размещают шаблон для формования стоек воротника и шаблон для формования линии отлета, на пакет деталей накладывают внутренний шаблон, имеющий контур отлета и линии сгиба стоек, формование линии сгиба отлета воротника осуществляют последовательным вертикальным перемещением шаблона для формования линий отлета до достижения зазора, равного толщине пакета деталей цельновыкроенного воротника и внутреннего шаблона, и горизонтальным его смещением до линии сгиба стойки воротника относительно внутреннего шаблона, затем, не удаляя шаблоны, осуществляют формование линии сгиба стоек верхнего и нижнего воротников шаблоном для формования стоек воротника, для чего шаблон перемещают в вертикальное положение и при достижении зазора, равного толщине детали воротника, толщине шаблона контуров отлета воротника и шаблона для формования линий отлета, перемещают его в горизонтальном положении. 10 ил.
Фиг. г
г
10
ХА
Фиг.}
j
Фиг.
I to
сриг.5
-I
Л
Фиг. 6
f/e7
Г Г
Л,
1
X
-- -Оч-тг
-v. |1 V-:5 S-rr:3-1
Л-Д9
Фиг. 8
фиг. 9
| Авторское свидетельство СССР № 1347922 | |||
| кл | |||
| Механический грохот | 1922 |
|
SU41A1 |
