Предметом изобретения является способ обработки и сборки деталей одежды, например, бортов воротника, клапанов, хлястика с применением формования деталей посредством комплектов внутренних и внешних шаблонов и склеиванием их пленкой термопла1стического клея.
Предлагаемый способ, по сравнению с известным аналогичным способом, улучшает качество швейных изделий и повышает производительность труда.
Особенность способа заключается в том, что горячее формование краев деталей и их сборку производят путем одновременной обработки и прессования на двух комплектах взаимно совмеш,аемых матриц и пуансонов.
Прессование загнутых краев деталей производят одновременно с прессованием всех их поверхностей при удаленных или неудаленных внутренних и внешних шаблонах с образованием одностороннего или двухстороннего канта по линии перегиба детали.
С целью упрош,ения обработки и сборки бортовой прокладки, основную часть бортовой прокладки выкраивают без выточек с отрезным лацканом, волосяную прокладку, плечевую накладку и прокладку лацкана выкраивают из ткани, покрытой полосками пленки термопластического клея.
Бортовую прокладку обрабатывают на прессе ,с выпуклой нижней подушкой и скрепляют, а выпуклости прокладки и срезы волосяной ткани закрепляют посредством клеевой кромки.
Для осуществления способа предлагается пресс, снабженный нижней пружинящей необогреваемой подушкой, верхней подвижной обогреваемой подушкой и двумя комплектами совмещаемых подвижных внутренних и внешних шаблонов.
№ 108761- 2 -
Особенность нресса состоит в том, что внутренние шаблоны выполнены нодвижными в вертикальном и боковом нанравлении носредством приводной рычажно-винтовой передачи.
Для обеспечения соединения деталей одежды разных размеров внешние и внутренние шаблоны выполнены в виде телескопически входяш,их одна в другую частей из тонкой листовой стали, из которых одна снабл ена винтовым механизмом для установки шаблонов на заданный размер деталей одежды.
На фиг. 1 изображена кинематическая схема нресса; на фиг. 2, 3 и 4 - технологическая последовательность операций обработки и сборки деталей одежды; на фиг. 5-технологическая схема с обработкой бортовой прокладки пиджака.
Нижняя нодушка имеет неподвижную часть /, связанную со станиной пресса, и поворотную часть в виде рамы 2, представляюш,ую собою плиту с эластичной пружиняш,ей прокладкой. Форма и размеры плиты .соответственны верхней подушке, служащей для сутюживания, например, полочки.
На раме 2 при помощи винтов 3 и пружины 4 натянуто парусиновое полотно 5, служащее нроутюжильником.
Внешние шаблоны 6,7,8 и 9 и внутренние шаблоны 10, 11, 12 и 13 выполнены разъемными в виде двух телескопических, входящих одна в другую, частей.
Образование непрерывного контура шаблонов осуществляется через телескопическую связь между их частями.
Для уменьшения тепловой инерции шаблонов и осуществления тепловой обработки BMeiCTe с шаблонами как загнутого края, так и всех поверхностей деталей шаблоны выполнены из тонкой пружинящей стали толщиной, например, до 1 мм.
С рамой 2 связана подвижная каретка 14, на которой укреплены оси двуплечих рычагов 15, перемещающих шаблоны 7 и 5. Каретка 14 укреплена на приводном валу 16 при помощи установочных колец.
Вал 16 соединен с валом 17 через соединительную запрессованную на валу втулку, имеющую параллельные направляющие для перемещения вала 16.
На валу 16 свободно насажен винт 18 с возможностью перемещения его в винтовой опоре 19, установленной на неподвижной части / нижней подушки нресса. Винт 18 на конце имеет поводок 20, входящий в кольцевой паз кулачка 21, жестко посаженного на валу 16.
Шаблоны 8 к 9 укреплены винтами на основании 22, снабженном на ко)щах пальцами 23, скользящими в стаканах 24, внутри которых размещены пружины 25, являющиеся амортизаторами во время прессования и удерживающие основание 22 и внешние шаблоны S и .9 на требуемой высоте относительно нижней подушки.
Стаканы 24 жестко установлены на двуплечих рычагах 15, одни пле4ff которых имеют оси 26 вращения, укрепленные на каретке 14, а другие - шарнирно связаны с пластинами 27 через пальцы 28.
Пластины 27 получают движение от гайки 29, сидяшей на винте с правой резьбой, монтированном на валу 16.
Внешние шаблоны (5 и 7 монтированы так же, как и шаблоны 8 и 9. Движение шаблонов 5 и 7 в необходимом направлении осуществляется через двуплечие рычаги 30 и пластины 31 от гайки 32, посаженной на винте 33 с левой резьбой, установленном на валу 17.
Совмещение поворотной рамы 2 (для .совмещения, например, борта и подборта) с неподвижной частью 7 нижней подушки производится при помощи рукоятки 34, жестко соединенной с рамой, которая поворачивается вместе с кареткой 14 относительно валов J6 и /7.
Установка шаблонов в соответствии с размером деталей одежды осуществляется вращением винта 18, который через поводок 20 и кулачок 21 перемещает вал 16 вместе с кареткой 14 и связанные с ней двуплечие рычаги 15 и щаблоны 7 и 5 в ту или другую сторону.
Внутренние шаблоны 10, 11, 12 и 13 по своему устрой;Ству аналогичны устройству внешних шаблонов 6,7,8м 9. Рабочее перемещение внутренних шаблонов осуществляется через двуплечие рычаги 35 гайками 36 и 37, одна из которых имеет левую резьбу.
Гайки 36 и 37 связаны с винтами 38 и 39, установленными на поворотном валу 40.
Оси регулируемых внутренних шаблонов укреплены на каретке 41, связанной с винтом 42, перемещающим;ся по винтовой опоре 43.
При перемещении винта 42 по опоре 43 каретка 41 и шаблоны 12 и 13 через рычаги 35 получают движение в ту или другую сторону. При этом каретка 41 скользит по направляющим 44 к валу 40.
Направляющие 44 соединены между собой щечками 45, связанными с гайками 46 и перемещающимися по ходовым винтам 47, что обеспечивает подъем и опускание внутренних шаблонов.
Выполнение внутренних шаблонов подвижными в вертикальном и боковом направлении посредством рычажно-винтового привода обеспечивает осуществление их вывода до начала прессования.
С целью повышения точности установки обрабатываемых деталей, в прессе применены поворотно установленные установочные щаблоны а и б ( фиг.2 и 3).
Для автоматизации работы пресса последний снабжен валом 16 с рычажно-кулачковой передачей для автоматического перемещения и совмещения шаблонов с контактами (на схеме не изображены), замыкаемыми кулачком вала, предназначенными для включения и выключения привода верхней подушки пресса (на схеме не изображены)Соединение деталей одежды производится следующим образом.
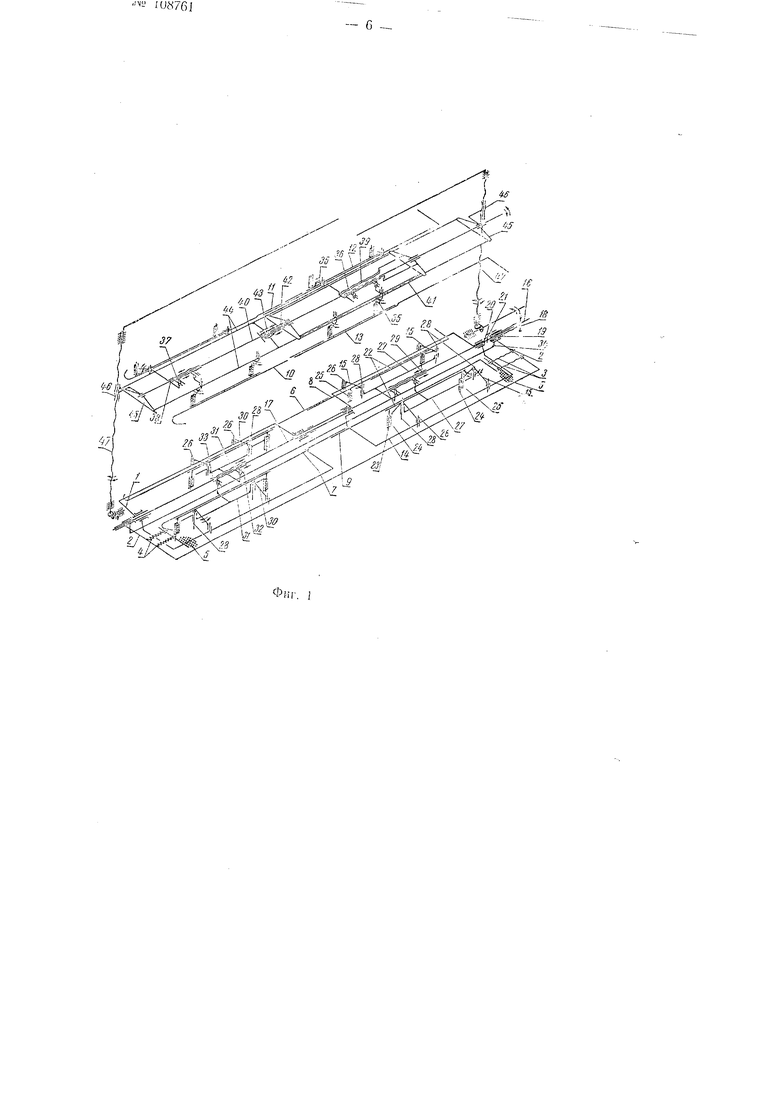
На нижнюю подушку пресса неподвижную и подвижную ее части / и 2 (фиг. 2 п 3) по установочным шаблонам а и б укладывают детали одежды, например полочку (положение / на фиг. 2).
Внутренние шаблоны 10, 11, 12 и 13, опускаясь, прижимают детали, края с которых при этом поднимаются (положение // на фиг. 2).
При перемещении внешних шаблонов 6,7 к 9 происходит внутренняя загибка поднятого края с деталей (положение /// на фиг. 2).
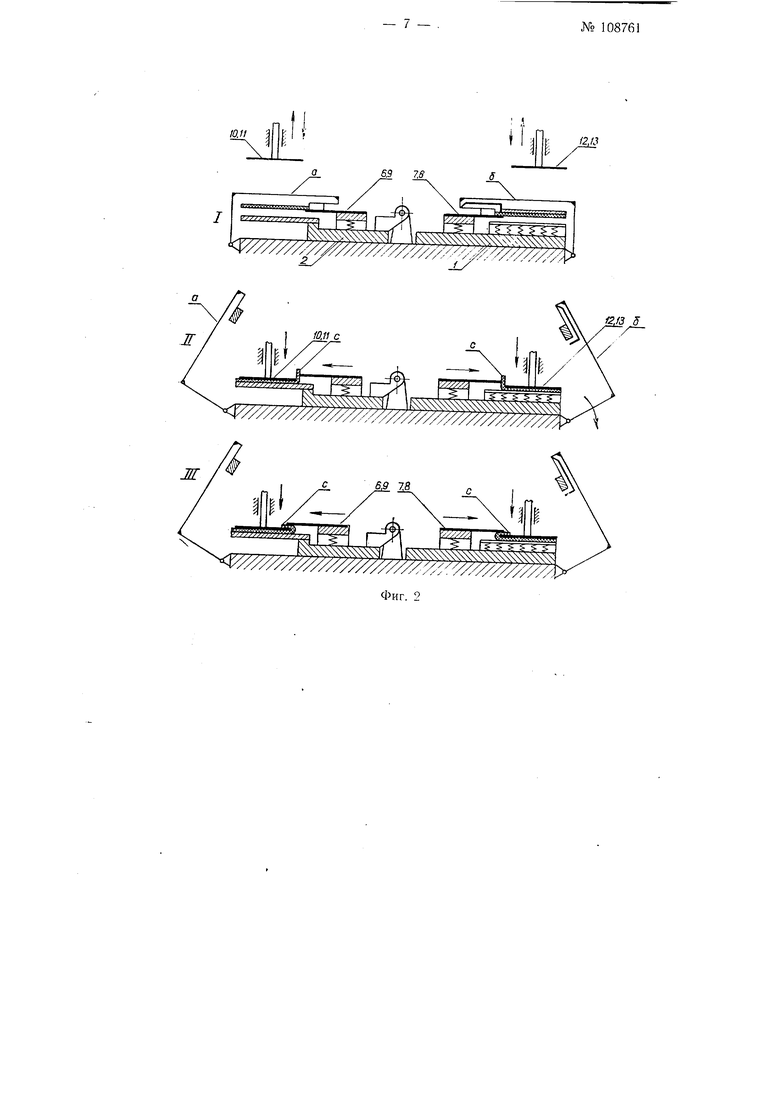
После перемещения внутренних шаблонов 10, 11, 12 v. 13 в начальное положение (положение fV на фиг. 3) на загнутые края деталей наносят пленку д термопластического клея (положение V на ;фиг. 3).
После этого подвижная часть 2 нижней подушки поворачивается на неподвижную ее часть } вместе с деталями оделеды, края которых удерживаются внешними шаблонами. В результате этого происходит совмещение соединяемых деталей, при котором образуется переходной канат (положение VI на фиг. 3).
После отхода внешних шаблонов в исходное положение, опуская верхнюю подушку пресса, осуществляют соединение деталей горячим прессованием (положение VII, в котором верхняя подушка обозначена А).
После прессования пресс открывают и снимают уже готовую деталь одежды.
Технологическая последовательность операций обработки и сборки деталей одежды моЬкет быть осуществлена и в другом варианте.
- 3 -№ 108761
№ 108761
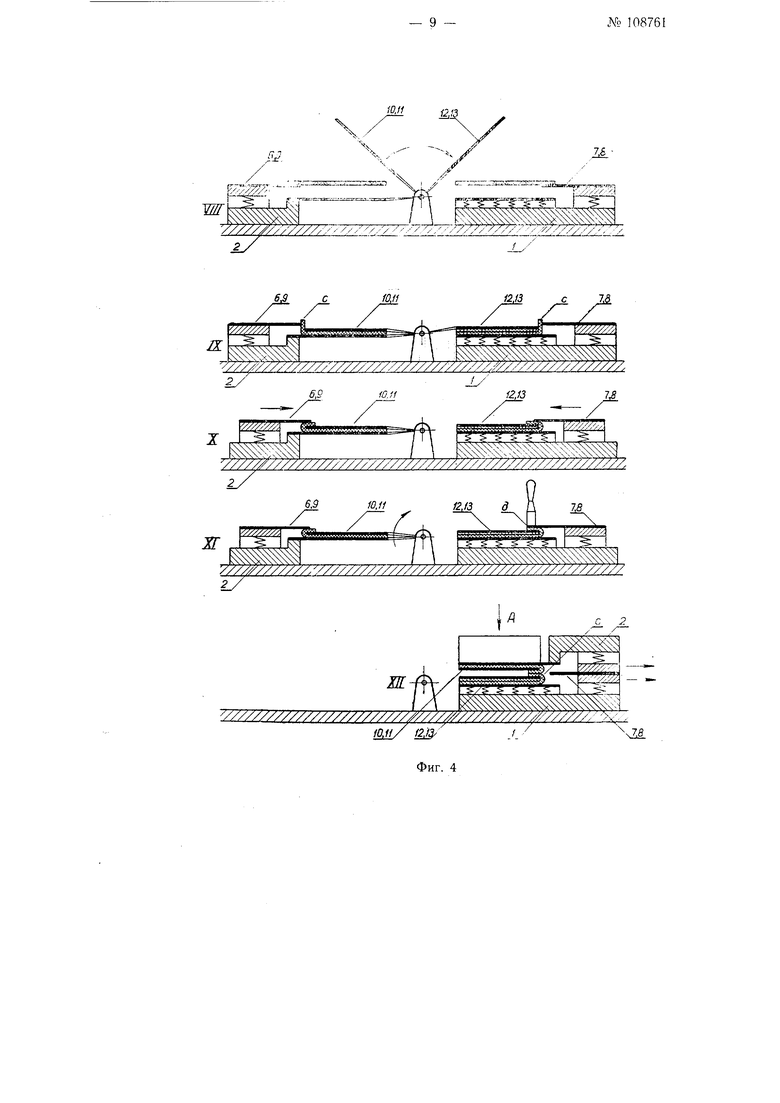
В эгом случае в прессе соосно установлены подвижная часть 2 нижней подушки, снабженная подвижными внешними шаблонами 5 и 5 и внутренними шаблонами 10, 11 и 12, 13. Неподвижная часть 1 нижней подушки пресса снабжена подвижными внешними шаблонами 7 и 5.
На нижнюю неподвижную / и подвижную 2 части подушки npeqca укладывают детали одежды (положение VIП на фиг. 4). Внутренние шаблоны 10, 11 и 12, 13 опускают на обрабатываемые детали одежды. При этом края с деталей загибаются кверху от взаимодействия с внешними шаблонами ,6, 9 и 7, 8 (положение IX на фиг. 4).
При перемещении внешних шаблонов 6, 9 к 7, 8 происходит одновременно внутренняя загибка поднятого края с деталей (положение X на фиг. 4).
На загнутый край детали после отодвигания внешних шаблонов 6, 9 и 7, 8 наносят пленку д термопластического клея (положение XI на фиг. 4).
После этого подвижную часть 2 подушки совместно с внешними шаблонами 6, 9 и внутренними шаблонами 10, 11 поворачивают до соединения подогнутых краев с деталей, опускают верхнюю подушку А края, осушествляющую расплавление пленки д термопластического клея, соединение деталей и их горячее формирование и прессование (положение XII на фиг. 4).
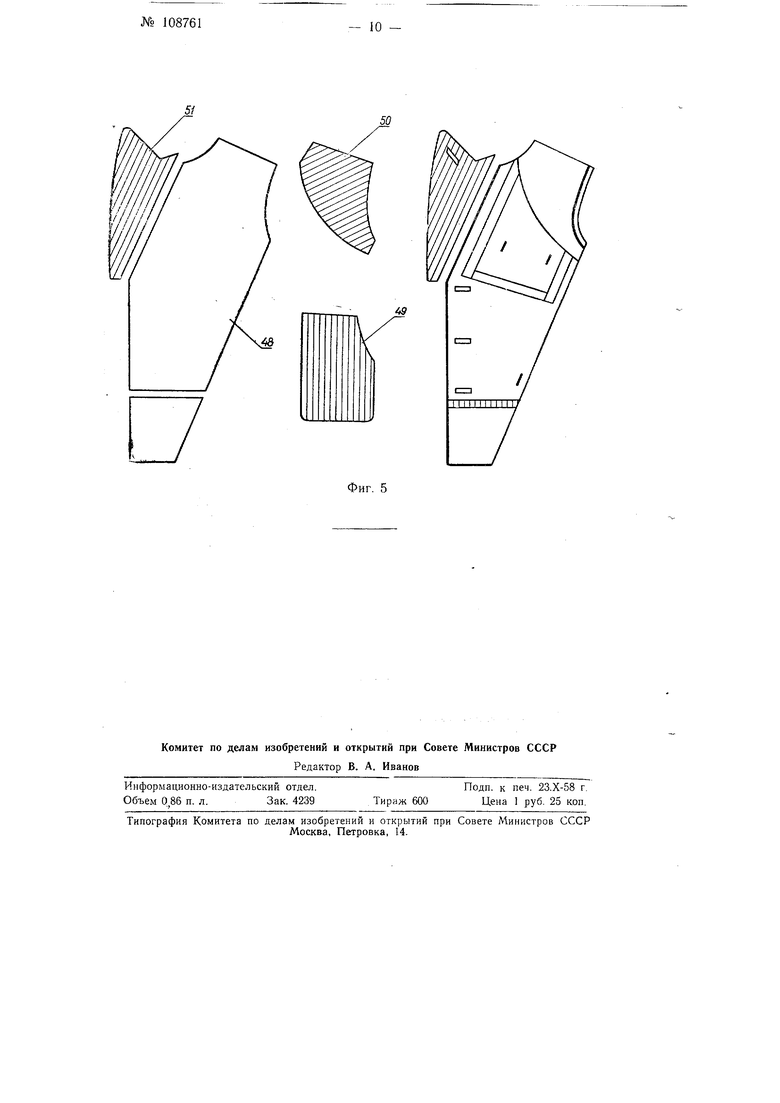
С целью упрошения обработки и сборки бортовой прокладки (фиг. 5) основную часть 48 бортовой прокладки выкраивают без вытачек с отрезным лацканом, волосяную прокладку 49, плечевую накладку 50 и прокладку 51 лацкана выкраивают из ткани, покрытой полосками пленки термопластического клея.
Бортовую прокладку прокладывают и обрабатывают на прессе с выпуклой нижней подушкой и скрепляют, а выпуклости и срезы волосяной ткани закрепляют посредством клеевой кромки.
Предмет изобретения
1.Способ обработки и сборки деталей одежды, например бортов, воротника, клапанов, хлястиков, с применением формования деталей посредством комплектов внутренних и внешних шаблонов и склеивания Их пленкой термопластического клея, отличаюш,ийся тем, что, с целью улучшения качества обрабатываемых швейных изделий и повышения производительности труда, горячее формование краев деталей и их сборку производят путем одновременной обработки и прессования на двух комплектах взаимно -.совмещаемых матриц и пуансонов.
2.Прием выполнения способа по п. 1, отличающийся тем, что, с целью повышения производительности труда, прессование загнутых краев деталей производят одновременно с прессованием всей их поверхности при удаленных или неудаленных внутренних и внешних шаблонах, с образованием одностороннего или двухстороннего канта по линии перегиба деталей.
3.Прием выполнения способа по п. I, отличающийся тем, что, с целью упрощения обработки и сборки бортовой прокладки, основную часть бортовой прокладки выкраивают без вытачек с отрезным лацканом; волосяную прокладку, плечевую накладку и прокладку лацкана выкраивают из ткани, покрытой полосками пленки термопластического клея.
4.Прием выполнения .способа по п. 2, отличающийся тем, что бортовую прокладку обрабатывают на прессе с выпуклой нижней подушкой и скрепляют, а выпуклости прокладки и срезы волосяной ткани закрепляют посредством клеевой кромки.
5.Пресс для осуществления способа по п. 1, снабженный нижней нружинящей необогреваемой подушкой, верхней подвижной обогреваемой подушкой, двумя комплектами совмеш,аемых подвижных внутренних и внешних шаблонов, от л и ч аюш,ийс я тем, что, с целью обработки деталей одежды разных размеров, внешние и внутренние шаблоны выполнены в виде телескопически входяпхих одна в другую раздвигаемых частей, из которых одна снабжена винтовым приводом для их установки на заданный размер обрабатываемых деталей.
6.Форма выполнения пресса по п. 5, от л ич аю Ш1,а яся тем, что, с целью уменьшения тепловой инерции шаблонов и осуш,сствления тепловой обработки вместе с шаблонами как загнутого края, так и всех поверхностей деталей, шаблоны выполнены из тонкой пружинящей стали.
7.Форма выполнения пресса по п. 5, отличающаяся тем, что, с целью осуществления вывода внутренних шаблонов до начала прессования, последние выполнены подвижными в вертикальном и боковом направлении посредством рычажно-винтового привода.
8.Форма выполнения пресса по п. 5, отличающаяся тем, что, с целью повышения точности установки обрабатываемых деталей, в прессе применены поворотно установленные у.:: тановочпые шаблоны.
9.Форма выполнения пресса по п. 5, отличающаяся тем, что, с целью автоматизации работы пресса, последний снабжен приводным валом, с рычажно-кулачковой передачей для автоматического перемещения и совмещения щаблонов и контактами, замыкаемыми кулачком вала, предназначенными для включения и выключения привода верхней подущки прС.сса.
- 5 -№ luoivji
to.it
V////////// ///////.Шд
63 7.8
; § &g
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАРАЛЛЕЛЬНОЙ ОБРАБОТКИ И СБОРКИ, НАПРИМЕР, БОКОВОГО КАРМАНА И ПРЕСС ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1954 |
|
SU103591A1 |
| Способ соединения деталей одежды и пресс для его осуществления | 1954 |
|
SU103571A1 |
| Способ соединения рукава с проймой изделия и устройство для осуществления этого способа | 1954 |
|
SU108555A1 |
| Устройство для контроля качества швейного изделия | 1980 |
|
SU991991A1 |
| Полуавтомат для подгибания и склеивания деталей одежды | 1975 |
|
SU510222A1 |
| Способ изготовления полочки | 1986 |
|
SU1313411A1 |
| УСТРОЙСТВО ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ ТЕКСТИЛЬНЫХ ИЗДЕЛИЙ | 1972 |
|
SU429151A1 |
| Полуавтомат для обработки и сборки деталей одежды | 1960 |
|
SU138217A1 |
| Устройство для загибания краев швейных деталей | 1983 |
|
SU1175428A1 |
| Полуавтомат для подгибания и склеивания деталей одежды | 1981 |
|
SU991992A1 |
//7/7/7/у7//уУ//
ew 5
63 7S
Фиг. 2
:х///////////////////////////у у//7////7/7///л.
Фиг. 3
iFN-T
.4.,щ
Mi2,)
Z6
/
/
I ..LiiJi-.ii-- --- ,: ijJi ierJiiKy-:г:- ттста75
-- lV : v-i:jy