тему положению щуповых элемеитон, ггоступают с датчиков 6 и 7 положения щупорых элементов на сигнальные входы элементов 16-21 памяти блока 8 определения размера. При касании любого из датчиков 10-15 касания по- верхности кольца 1 на управляющий вход связанного с датчиком элемента памяти подается сигнал, при этом элемент памяти запоминает положение щупового элемента в данный момент. Движение щуповых элементов 2 и 3 происходит до тех пор, пока все датчики касания не соприкоснутся с кольцом, после чего щуповые элементы возвращаются в исходное состояние. С элементах 16-21 оказываются запиИзобретение относится к измерительной технике и может быть использовано в прокатном производстве, в машиностроении для автоматического измерения диаметров катаных колец и бандажей, например, в линиях контроля качества.
Цель изобретения - повышение точности измерений за счет компенсации погрешности базирования измерительных элементов относительно контролируемого изделия.
На фиг.1 представлена блок-схема предлагаемого устройства; на фиг.2- 5 - схемы, поясняющие его работу.
Устройство для измерения диаметров крупногабаритных кольцевых изделий 1 (фиг.1) содержит два щуповых элемента 2 и 3, два кинематически связанных с ними привода А и 5, два датчика 6 и 7 положения щуповых элементов, подключенньш к ним блок 8 определения размера, соединенный с
последним блок 9 отсчета размера. I
На щуповых элементах 2 и 3 размещены соответственно по три датчика 10- 2и 13- 15 касания. Блок 8 определс ния размера выполнен в виде разделенных на две группы шести элементов 16-18 (первая группа)и 19 - 21 (вторая группа) памяти, подключенных к ним соответственно двух бло- коя 2 и 23 вычисления координат.
санными данные о расстояниях между находящимися в исходном положении датчиками касания и поверхностью кольца. На основании полученных данных в блоках 22 и 23 вычисления координат вычисляются расстояния от исходных положений щуповых элементов до соответственно диаметрально противоположных -точек кольца Ед и , при этом используется аппрок- симация данных измерений квадратичной функцией. Полученные данные передаются в сумматор 24, в котором вычисляется диаметр кольца в виде
D L мин + S лев + Р прав Результат индицируется в блоке 9 отсчета размера. 5 ил.
соединенных с блоками, вычисления координат сумматора 24.
Сигнальные входы элементов 16-18 и 19 - 21 памяти соединены соответственно с датчиками 6 и 7 положения щуповых элементов, управляющие входы - с датчиками 10 - 12 и 13 - 15 касания , а выходы - с входами блоков 22 и 23 вычисления координат.
Выходы блоков 22 и 23 через сумматор 24 подключены к блоку 9 отсчета размера.
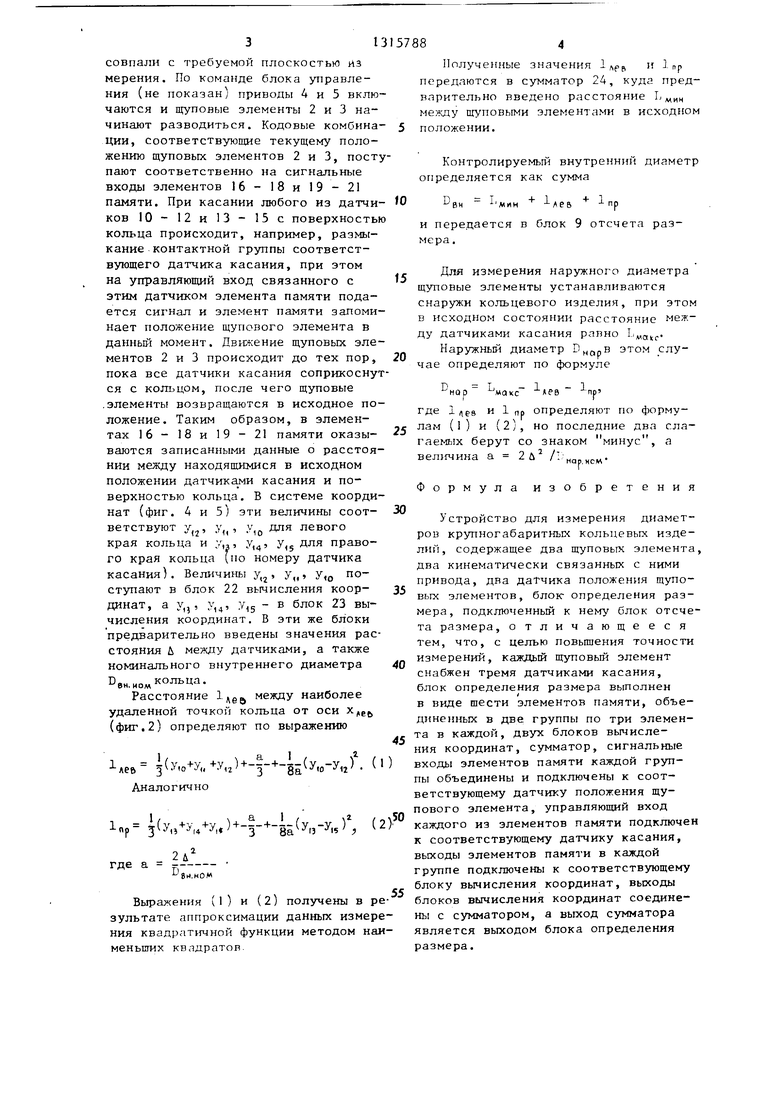
В исходном положении датчика касания его выход электрически соединен с корпусом, т.е. заземлен. Средние датчики 11 и I4 касания расположены на продольной оси щупового элемента, крайние датчики 10, 12 и 13, 15 смещены относительно средних на
расстояние и в обе стороны. В исходном положении расстояние между датчиками касания равно L . На фиг. 2 и 3 условно показано, что центр О контролируемого кольца смещен относи- тельно центра А устройства на величину S в направлении, перпендикулярном линии измерения.
Устройство работает следующим об- разом.
Кольцевое изделие 1 поднимают подъемным столом (не показан) на необходимую высоту, такую, чтобы датчики касания измерительных щупов
3
совпали с требуемой плоскостью из мерения. По команде блока управления (не показан) приводы 4 и 5 включаются и щупоные элементы 2 и 3 начинают разводиться. Кодовые комбина ции, соответствующие текущему положению щуповых элементов 2 и 3, постпают соответственно на сигнальные входы элементов 16 - 18 и 19 - 21 памяти. При касании любого из датчи ков 10-12и13-15с поверхность кольца происходит, например, размыкание контактной группы соответствующего датчика касания, при этом на управляющий вход связанного с этим датчиком элемента памяти подается сигнал и элемент памяти запоминает положение щупового элемента в данный момент. Двргаение щуповых элементов 2 и 3 происходит до тех пор, пока все датчики касания соприкоснуся с кольцом, после чего щуповые .элементы возвращаются в исходное положение. Таким образом, в элементах 16 - 18 и 19 - 21 памяти оказы- ваются записанными данные о расстоянии между находящимися в исходном положении датчика.ми касания и поверхностью кольца. В системе координат (фиг. 4 и 5) эти величины соот-
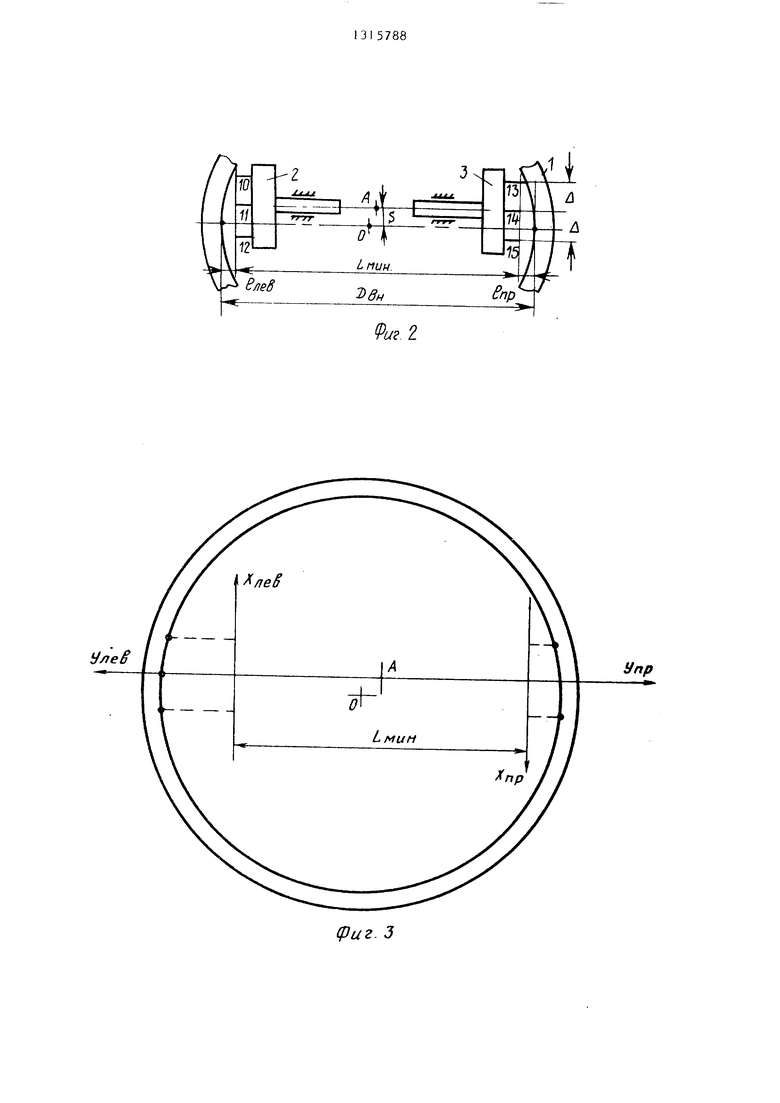
ветствуют , у,
для левого
края кольца и у,,, у,, у, для правого края кольца (по номеру датчика касания). Величины у,, у„, у, поступают в блок 22 вычисления координат, а у,,, у,, у,5 - в блок 23 вычисления координат. В эти же блоки предварительно введены значения расстояния Д между датчиками, а также но1 Шнального внутреннего диаметра
Овн.ном«°™ Расстояние 1деа жду наиболее удаленной точкой кольца от оси Xj,gj, (фиг.2) определяют по выражению
IACB (.,о-Уп () Аналогично
1пр- y,,,t
).) (2
где
а 2Г
- BH.HOW
Вьфажения (1) и (2) получены в результате аппроксимации данных измерения квадрат1тчной функции методом наименьших квадратов.
Полученные значения 1,
ЛРй и 1 пр
передаются в сумматор 24, куда предварительно введено расстояние L„„к между щуповыми элементами в исходном положении.
Контролируемый внутренний диаметр определяется как сумма
D,
L,
+ 1,
вн мин
и передается в блок 9 мера.
. т - - пр
отсчета Для измерения наружного диаметра щуповые элементы устанавливаются снаружи кольцевого изделия, при этом в исходном состоянии расстояние между датчиками касания равно ..
Паружный диаметр DH.B этом случае определяют по формуле
р Т - 1 - 1 нор макс дев по
где и 1пр определяют по формулам (1) и (2), но последние два слагаемых берут со знаком минус, а величина а 2л / „аромФормула изобретения
5 Оt5 20 30
5
0
5
0
5
Устройство для измерения диаметров крупногабаритных кольцевых изделий, содержащее два щуповых элемента, два кинематически связанных с ними привода, два датчика положения щупо- вьгх элементов, блок определения размера, подключенный к нему блок отсчета размера, о тличающе еся тем, что, с целью повышения точности измерений, каждый щуповый элемент снабжен тремя датчиками касания, блок определения размера выполнен в виде шести элементов памяти, объединенных в две группы по три элемента в каждой, двух блоков вычисления координат, сумматор, сигнальные входы элементов памяти каждой группы объединены и подключены к соответствующему датчику положения щупового элемента, управляющий вход каждого из элементов памяти подключен к соответствующему датчику касания, выходы элементов памяти в каждой группе подключены к соответствующему блоку вычисления координат, выходы блоков вычисления координат соединены с сумматором, а выход сумматора является выходом блока определения размера.
(Риг.2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Измеритель размеров проката | 1985 |
|
SU1315785A1 |
| Устройство для автоматического измерения геометрических параметров крупногабаритных изделий | 1988 |
|
SU1497449A1 |
| Измеритель ширины проката | 1982 |
|
SU1019224A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПРЯМОЛИНЕЙНОСТИ РЕЛЬСОВ | 2004 |
|
RU2283792C2 |
| Устройство для измерения координат объекта | 1990 |
|
SU1737754A1 |
| ДАТЧИК УГЛА ПОВОРОТА | 2024 |
|
RU2829832C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КООРДИНАТ ИСТОЧНИКОВ СИГНАЛОВ АКУСТИЧЕСКОЙ ЭМИССИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2684443C1 |
| Способ контроля цифровых измерительных приборов | 1988 |
|
SU1569757A1 |
| СПОСОБ И УСТРОЙСТВО ОПРЕДЕЛЕНИЯ МЕСТОПОЛОЖЕНИЯ ИСТОЧНИКА РАДИОИЗЛУЧЕНИЯ | 2011 |
|
RU2465613C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ФОРМЫ И ПЛОЩАДИ СВЕТОКОНТРАСТНОГО ОБЪЕКТА | 1992 |
|
RU2100776C1 |
Изобретение относится к измерительной технике. Целью изобретения является повышение точности измерений за счет ко шенсации погрешности базирования измерительных элементов относительно контролируемого изделия. Контролируемое изделие I устанавливают на измерительную позицию-, включают приводы 4 и 5, которые начинают разводить щуповые элементы 2 и 3. Сигналы, пропорциональные теку/f датчи- кан насония (Л Ндатчи- пап носами
фиг. 3
y/feS
Упр
-Л
О Фиг Л
Составитель Ю.Петраковский Редактор Л.Козориэ Техред М.Ходанич .
Зак1э 2342/41 ТЙр1ж
ВНИИПИ Государственного комитета CCLi
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно
-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
flff
Фиг. 5
пр
| Устройство для измерения диаметров | 1981 |
|
SU1032327A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Измеритель ширины проката | 1982 |
|
SU1019224A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
