Известны устройства, подающие через мундштук арматуру и массу, например огненно-жидкий шлак, из которых изготовляют длинномерные строительные изделия.
Отличительной особенностью предложенного устройства является расположение емкости, снабженной мундштуком и наполняемой огненно-жидким шлаком в охлаждаемом желобе-форме, вдоль которого она перемешается. При перемеш,ении емкости в желоб выпускают огненножидкий шлак и подают арматуру. При этом остывшая масса огненножидкого шлака твердеет и приобретает форму длинномерной, армированной строительной детали. Верхняя стенка мундштука образована врашаюшимся охлаждаемым валком. Это позволяет формовать и охлаждать верхнюю грань изделия.
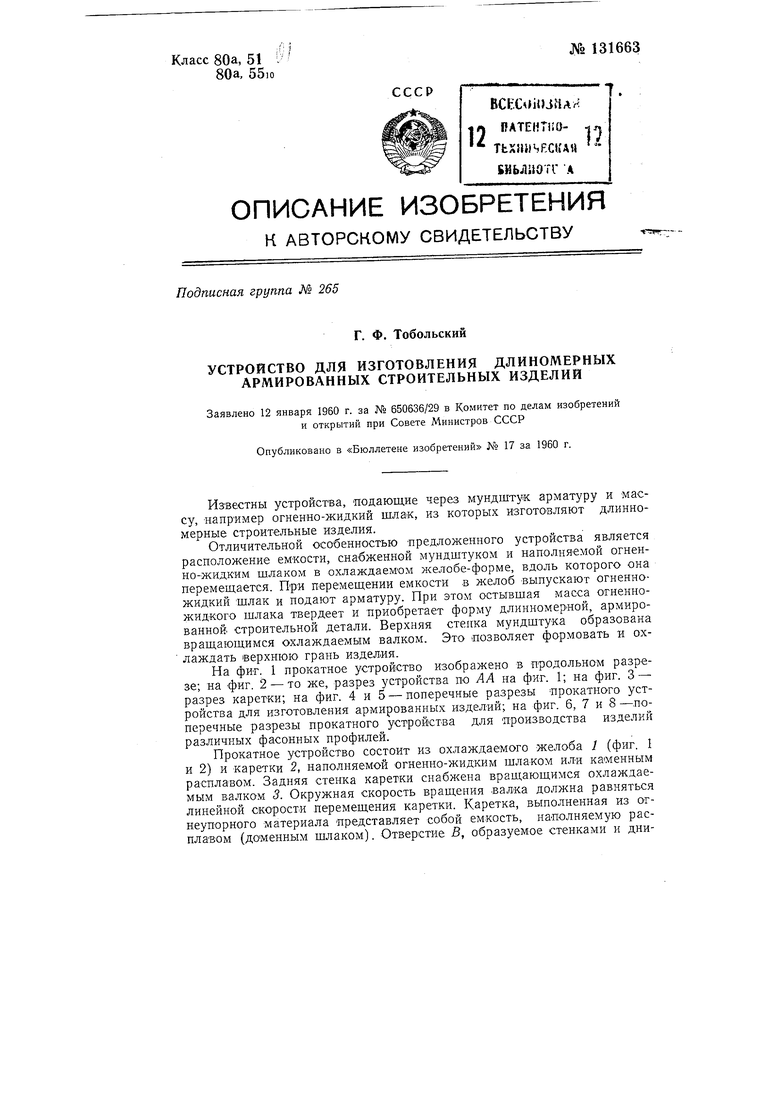
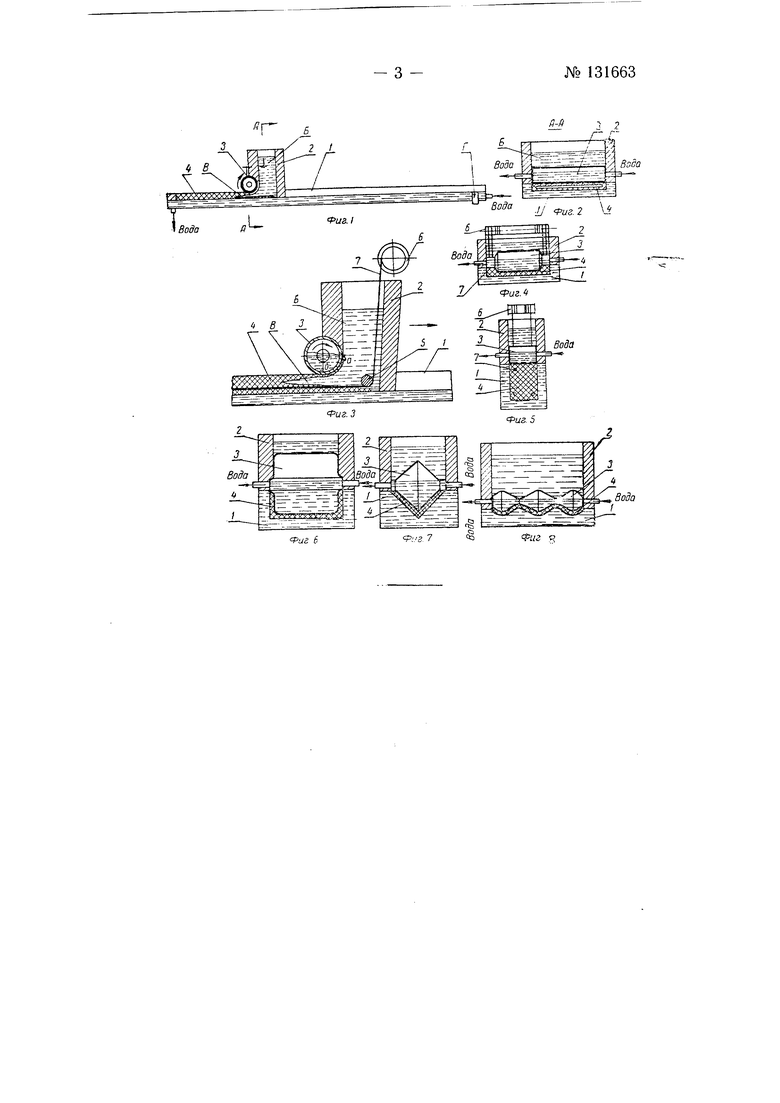
На фиг. 1 прокатное устройство изображено в продольном разрезе; на фиг. 2 - то же, разрез устройства по А А на фиг. 1; на фиг. 3- разрез каретки; на фиг. 4 и 5 - поперечные разрезы прокатного устройства для изготовления армированных изделий; на фиг. 6, 7 и 8 -поперечные разрезы прокатного устройства для производства изделий различных фасонных профилей.
Прокатное устройство состоит из охлаждаемого желоба 1 (фиг. I и 2) и каретки 2, наполняемой огненно-жидким шлаком или каменным расплавом. Задняя стенка каретки снабжена враш;аюшимся охлаждаемым валко-м 3. Окружная скорость врашения валка должна равняться линейной скорости перемешения каретки. Каретка, выполненная из огнеупорного материала представляет собой емкость, наполняемую расплавом (доменным шлаком). Отверстие В, образуемое стенками и дни№ 131663 - 2 щем желоба и вращающимся валком 3, представляет собой мундштук, через который выдавливается (вытекает) из каретки расплавленная масса. Сечением мундштука олределяется форма прокатываемого изделия 4.
Передняя и боковые стенки каретки должны иметь плотное примыкание к поверхности желоба, а задняя стенка каретки-к валку.
Валок служит для формования верхней грани изделия и является продолжением задней стенки каретки.
Для изготовления деталей наполненную расплавом каретку устанавливают в крайнее левое положение и передвигают до правого конца желоба. Вследствие охлаждения, на стенках желоба и на валке каретки на участке а - б (фиг. 3) образуется тонкий, постепенно увеличивающийся слой затвердевшего расплава. По мере продвижения каретки слева направо, в желобе формуется прокатываемое изделие 4. После прокатки изделие извлекают из желоба и направляют на отжиг. Затем каретку перемещают в исходное положение и .процесс повторяется.
В зависимости от конфигурации поперечного сечения желоба и образующей валка (фиг. 6, 7 и 8) можно изготовлять изделия различного сечения (швеллеры, уголки, волнистые листы и т. д.).
Скорость затвердевания изделия .по сечению регулируется скоростью движения, каретки.
Колебание уровня расплава в каретке не оказывает влияния на качество прокатываемого изделия. Для слива из каретки избытка расплава, в конце процесса на дне желоба предусмотрено отверстие Г (фиг. 1).
На предложенном прокатном устройстве можно изготовлять изделия с рифленной поверхностью в зависимости от формы стенок желоба и .поверхности валка.
Конструкция устройства позволяет производить армированные изделия. Для этой цели в каретке на заданном уровне (фиг. 3) устанавливают дополнительный валок 5 (или несколько валков) также из огнеупорного материала, а над кареткой-бухту 6 проволоки или металлической сетки. Концы арматуры 7 закрепляют к торцу желоба. По мере перемещения каретки вправо, бухта проволоки (или сетки) разматывается через валок 5 и заливается расплавом.
Форма в поперечном сечении армированных изделий, как показано на фиг. 4 и 5, может быть различной. Ввиду того, что коэффициент линейного расширения (сжатия) арматуры (стали) значительно больше коэффициента расширения (сжатия) остывающей расплавленной массы (шлака), при охлаждении армированных изделий происходит самонапряжение арматуры. В результате, изделия получаются напряженно-армированными, что является их весь.ада ценным качеством.
Предмет изобретения
Устройство для изготовления длинномерных армированных строительных изделий, в котором арматура и масса, образующая изделие, непрерывно выдавливаются из емкости через мундштук, отличающееся тем, что, с целью изготовления армированных изделий из огненно-жидкого шлака, емкость с мундштуком расположена в охлаждаемом желобе-форме с возможностью перемещения вдоль желоба для выпуска в желоб при формова.нии изделия арматуры и огненно-жидкого шлака, а для охлаждения с поверхности, выходящих в желоб шлака, верхняя стенка мундштука образована вращающимся охлаждаемым вальцом.