На известных многопозиционных оТИ-стоштампавочных прессах-автоматах можно производить штамповки или «дном вверх, или «дном вниз, что значительно снижает технологические возможности этих прессов.
В предлагаемом многопозиционном листоштамповочном прессеавтомате для производства штамповки как «дном вверх, так и «дном вниз путем совмешения прижима и выталкивателя в ползуне пресса, скалка выталкивателя помеш,ена внутри полого поршневого штока пневматической подушки. При этом скалка выталкивателя снабжена наконечником, соединенным с ней резьбой и приводимым во враш,ение от привода винтов регулировки штамповой высоты пресса. Шаг резьбы и число оборотов наконечника и винтов могут быть выбраны так, что перемешение (подъем или опускание) наконечника равно соответствуюшему изменению штамповой высоты.
Цилиндр пневматической подушки может быть закреплен в ползуне пресса -посредством трубы, на которую надет полый поршневой шток.
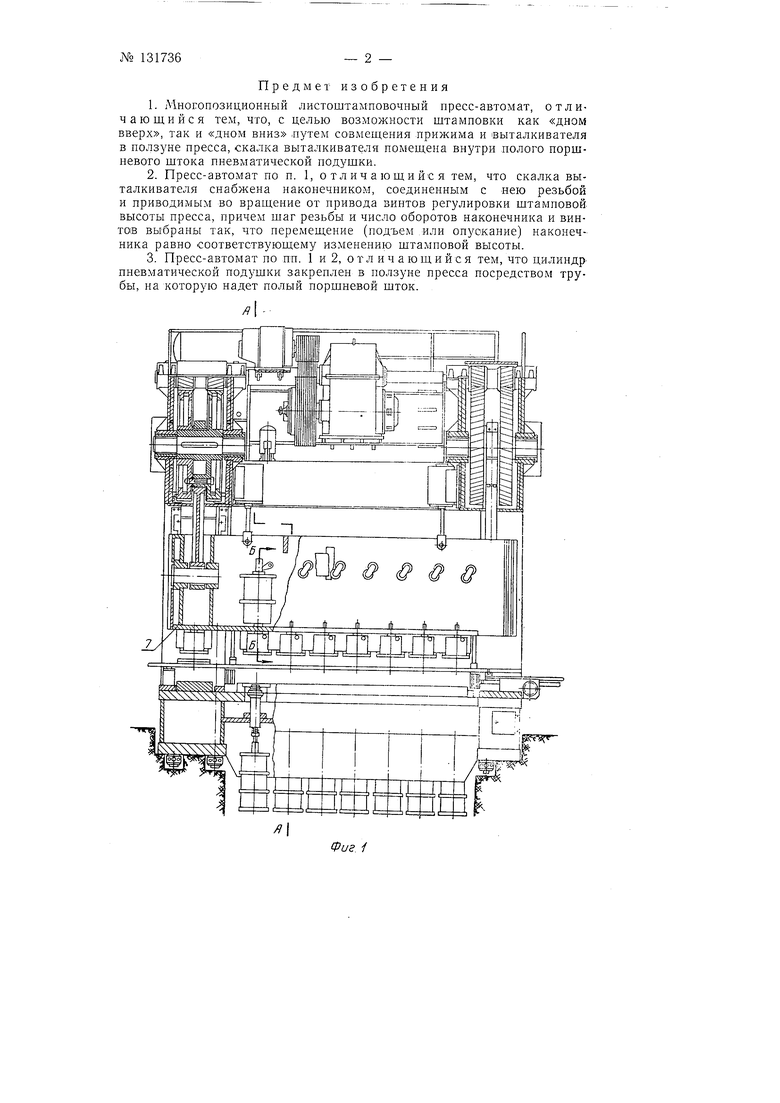
На фиг. 1 изображен многонозиционный листоштамповочный прессавтомат; на фиг. 2 -то же, разрез по АА; на фит. 3 - то же, разрез по ББ.
Скалка / верхнего выталкивателя помещена внутри полого поршневого штока 2 пневматической подушки и снабжена наконечником 3, соединенным с ней резьбой. Наконечник 3 приводится во вращение от привода 4 винтов 5, регулирующих штамповую высоту пресса. Перемещение (подъем или опускание) наконечника 3 равно изменению щтамповой высоты. Это достигается путем специального подбора шага резьбы и числа оборотов наконечника и винтов.
Цилиндр 6 пневматической подушки закреплен в ползуне 7 пресса посредством трубы 8, на которую надет полый поршневой шток 2.
Предмет изобретения
1.Многопозиционный листоштамповочный пресс-автомат, отличающийся тем, что, с целью возможности штамповки как «дном вверх, так и «дном вниз лутем совмещения прижима и выталкивателя в ползуне пресса, скалка выталкивателя помещена внутри полого поршневого штока пневматической подущки.
2.Пресс-автомат по п. 1, отличающийся тем, что скалка вы талкивателя снабжена наконечником, соединенным с нею резьбой и приводимым во вращение от привода винтов регулировки штамповои высоты пресса, причем шаг резьбы и число оборотов наконечника и винTOiB выбраны так, что перемещение (подъем или опускание) наконечника равно соответствующему изменению штамповои высоты.
3 Пресс-автомат по пп. 1 и 2, о т л и ч а ю щ и и с я тем, что цилиндр пневматической подушки закреплен в ползуне пресса посредством трубы, на которую надет полый порщневой шток.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм для раскрывания грейферной подачи многопозиционных листоштамповочных прессов | 1956 |
|
SU121432A1 |
| Способ предварительной гибки заготовки с последующей вытяжкой полуфабриката | 2015 |
|
RU2623521C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ПНЕВМОСЪЕМНИКАМИ В МАТРИЦЕ (ВАРИАНТЫ) | 2011 |
|
RU2480305C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ПНЕВМОСЪЕМНИКАМИ В МАТРИЦЕ (ВАРИАНТЫ) | 2011 |
|
RU2479374C2 |
| ЛИСТОШТАМПОВОЧНЫЙ ПРЕСС-АВТОМАТ | 2006 |
|
RU2341372C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ (ВАРИАНТЫ) | 2011 |
|
RU2481913C2 |
| Штамподержатель многопозиционного листоштамповочного пресса-автомата | 1973 |
|
SU480580A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ (ВАРИАНТЫ) | 2011 |
|
RU2501618C2 |
| РОТОРНАЯ ПОДАЧА ШТАМПОВОЧНОГО ПРЕССА | 1994 |
|
RU2102177C1 |
| УНИВЕРСАЛЬНЫЙ НОЖЕВОЙ ШТАМП | 2000 |
|
RU2174905C1 |