Изобретение относится к абразивной промышленности, в частности к устройствам для вырубки кольцевых заготовок для последующего получения из них отрезных, шлифовальных и полировальных кругов на вулканитовой связке.
Известен ножевой штамп, содержащий жесткую подложку, оправку, закрепленные на ней режущие элементы, выполненные в виде встроенных одно в другое колец, а также подпружиненные выталкиватели вырубаемой заготовки и высечки, первый из которых размещен между указанными режущими элементами, а второй - внутри меньшего из них [1].
Данный штамп, несмотря на широкое применение в абразивной промышленности, имеет ряд существенных недостатков. Высокая интенсивность затупления режущих частей штампа в результате их упора в конце реза в жесткую стальную подложку приводит к образованию недопустимых заусенцев, рваных краев. Отсутствие возможности надежного контроля за окончанием процесса резки и необходимых для этого технических средств вызывает необходимость выдержки ножей в крайнем нижнем положении с дополнительным приложением усилия в течение нескольких секунд для гарантированного отделения вырубаемой заготовки от исходной пластины. В результате производительность на данной операции занижается в 6-8 раз, в подложке в месте контакта ее с ножами образуется канавка, которая вызывает искажение формы вырубаемых заготовок и способствует также образованию заусенцев. Кроме этого, штамп достаточно трудоемок в изготовлении, сборке и эксплуатации, требует очень частой поднастройки. Возможность вырубать на одном штампе один типоразмер кольцевой заготовки приводит к необходимости иметь большое штамповое хозяйство.
Наиболее близким по технической сущности и достигаемому эффекту является ножевой штамп, содержащий оправку, наружный и внутренний кольцевые пуансоны с режущими кромками, одна из которых имеет скос наружу, а другая - внутрь, эластичную подушку и выталкиватели для удаления отходов и готовых заготовок, размещенные между кольцевыми пуансонами и в полости внутреннего кольцевого пуансона [2].
Данный штамп позволяет уменьшить интенсивность затупления ножей за счет использования эластичной подушки, но не настолько эффективно, поскольку отсутствует фиксированная настройка рабочего хода в зависимости от толщины вырубаемых заготовок, что также будет способствовать искажению формы вырубаемых заготовок. Остается также высокой трудоемкость изготовления, сборки и обслуживания в процессе эксплуатации, длителен рабочий цикл вырубки. Технологические возможности ограничены способностью вырубать только один типоразмер кольцевой заготовки. В то же время ГОСТ, например, на отрезные круги предусматривает на подавляющее большинство их типоразмеров постоянный диаметр посадочного отверстия - 32 мм. Отличными являются наружный диаметр кругов (от 150 до 500 мм) и толщина от 0,5 до 4,0 мм. Технологическими инструкциями предусматривается вырубка одновременно нескольких заготовок из пакета, собранного из предварительно прокатанных пластин. Можно заключить, что для вырубных операций целесообразно использовать универсальные переналаживаемые штампы.
Решаемые изобретением задачи - упрощение конструкции ножевого штампа, расширение его технологических возможностей, повышение стойкости, сокращение рабочего цикла вырубки.
Поставленная задача достигается тем, что универсальный ножевой штамп, содержащий оправку, наружный и внутренний кольцевые пуансоны с режущими кромками, одна из которых имеет скос наружу, а другая - внутрь, эластичную подушку и выталкиватели для удаления отходов и готовых заготовок, размещенные между кольцевыми пуансонами и в полости внутреннего кольцевого пуансона, содержит накладную пластину, обхватывающую наружный кольцевой пуансон, и нижнюю штамповую плиту, на которой смонтированы накладная пластина и кольцевые пуансоны с выталкивателями, при этом эластичная подушка установлена па оправке, а кольцевые пуансоны выступают относительно верхней плоскости накладной пластины на величину режущих кромок, при этом наружный кольцевой пуансон и накладная пластина выполнены сменными, а в нижней штамповой плите выполнены кольцевые расточки для установки в них наружного кольцевого пуансона, а сам штамп содержит конечный выключатель рабочего хода эластичной подушки, связанный с системой управления штампом.
То, что универсальный ножевой штамп содержит накладную пластину, охватывающую наружный кольцевой пуансон, и нижнюю штамповую плиту, на которой смонтированы накладная пластина и кольцевые пуансоны с выталкивателями, при этом эластичная подушка установлена на оправке, а кольцевые пуансоны выступают относительно верхней плоскости накладной пластины на величину режущих кромок, что позволяет упростить конструкцию штампа, его наладку и обслуживание, визуально контролировать окончание процесса вырубки в момент контактирования эластичной подушки с накладной плитой, что не представляется возможным при расположении пуансонов на оправке верхней части штампа, и тем самым исключить необходимость выдержки штампа под давлением в конце хода для гарантированного отделения вырубаемой заготовки от исходного прокатанного листа, а следовательно, повысить точность и качество вырубаемых заготовок. То, что наружный кольцевой пуансон и накладная пластина выполнены сменными, а в нижней штамповой плите выполнены кольцевые расточки для установки в них наружного кольцевого пуансона позволяет расширить его технологические возможности и вырубать в одном штампе различные по диаметру и высоте кольцевые заготовки. То, что штамп содержит конечный выключатель рабочего хода эластичной подушки, связанный с системой управления штампом, позволит свести к возможному минимуму интенсивность затупления ножей в результате автоматического переключения силового агрегата на обратный ход сразу после окончания вырубки, т.е. повысить стойкость штампа и способствовать сокращению времени рабочего цикла за счет исключения выдержки пуансонов в конце вырубки.
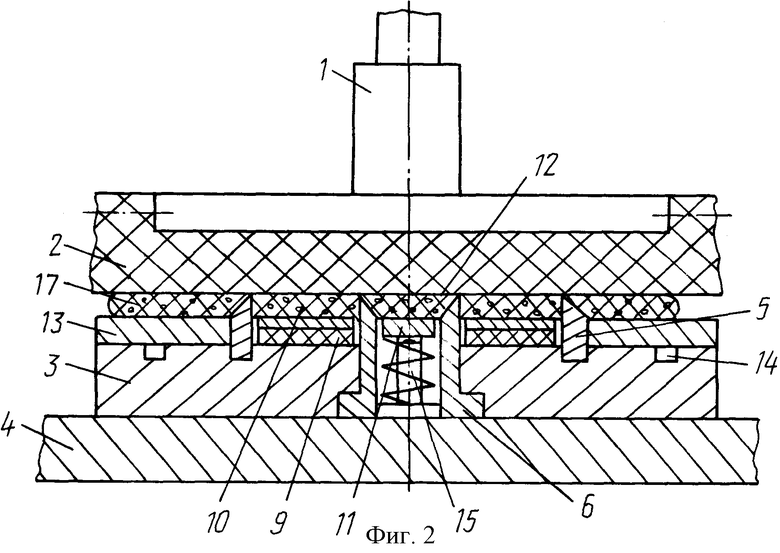
На фиг. 1 приведен универсальный ножевой штамп в исходном положении перед вырубкой; на фиг. 2 - в крайнем нижнем положении после вырубки.
Универсальный ножевой штамп состоит из оправки 1, на которой смонтирована эластичная подушка 2, нижней штамповой плиты 3, установленной на столе 4 пресса, наружного 5 и внутреннего 6 кольцевых пуансонов с режущими кромками 7 и 8 соответственно, выталкивателя 9 готовой заготовки 10 и выталкивателя 11 внутреннего отхода (высечки) 12, накладной пластины 13, охватывающей наружный пуансон 5. Штамповая плита 3 содержит кольцевые расточки 14 под сменные наружные пуансоны (на фиг. 1, 2 в одной из таких расточек установлен пуансон 5). В полости внутреннего кольцевого пуансона 6 смонтирован конечный выключатель 15 рабочего хода эластичной подушки 2, который связан с системой управления штампом (не показана).
Универсальный ножевой штамп работает следующим образом.
Предварительно прокатанную пластину 16 из абразивной вулканитовой массы укладывают в штамп, включают пресс и оправку 1 с эластичной подушкой 2 перемещают вниз. При воздействии последней на пластину 16 происходит ее внедрение в режущие кромки 7, 8 наружного 5 и внутреннего 6 кольцевых пуансонов, смонтированных в штамповой плите 3, установленной на столе 4 пресса и осуществляется вырубка заготовки 10. В конце рабочего хода, в момент касания наружного отхода (облоя) 17 накладной пластины 13, срабатывает конечный выключатель 15, предварительно настроенный на величину рабочего хода, соответствующего толщине вырубаемой заготовки. При этом от конечного выключателя подается сигнал на включение пресса на обратный ход и оправку 1 с эластичной подушкой 2 начинают перемещать вверх, выталкиватели 9 и 11 извлекают из штампа готовую заготовку 10 и внутренний отход (высечку) 12. Далее цикл повторяется.
При смене типоразмера вырубаемой заготовки 10 требуется в соответствующую кольцевую расточку 14 установить необходимого размера наружный пуансон, настроить конечный выключатель на требуемый рабочий ход, соответствующий толщине вырубаемой заготовки и повторить описанные выше операции.
Опытная конструкция предложенного ножевого штампа предусматривала возможность вырубки на нем кольцевых заготовок для отрезных кругов с наружными диаметрами 150, 200, 250 и 300 мм, внутренним диаметром 32 мм и высотой 3 мм. Размеры заготовок соответствуют существующему ГОСТу. Осадка выталкивателей ограничивалась толщиной вырубаемых заготовок. В качестве эластичной подушки, смонтированной на оправке, использовалась транспортерная лента толщиной 10 мм с размерами, перекрывающими наибольший диаметр вырубаемой заготовки. Толщина кольцевых пуансонов составляла 8 мм, угол заточки 15o, общая высота наружного кольцевого пуансона, с учетом заделки в кольцевую расточку в штамповой плите, составляла 21,4 мм, режущая кромка наружного кольцевого пуансона, выступающая над плоскостью ограничительной накладки, составляла 6,4 мм (с учетом вырубки одновременно двух заготовок плюс максимальный положительный припуск на толщину исходной пластины). У внутреннего кольцевого пуансона режущая кромка выполнена аналогично режущей кромки наружного пуансона, а высота составляла 31,4 мм. Материал ножей - инструментальная сталь, обеспечивающая твердость после термообработки в пределах 50...52 HRC. Конечный выключатель контактного типа регулируемый и взаимосвязан с системой включения выпускного клапана рабочего цилиндра пневматического вырубного пресса.
Время рабочего цикла вырубки кольцевых заготовок на опытном штампе в среднем было сокращено в семь раз, вместо четырех металлоемких штампов использовался один простой в настройке штамп, отпала необходимость дожима и выдержки под давлением ножевого штампа в конце хода созданы более благоприятные условия для работы ножей.
Предложенное устройство целесообразно использовать в абразивной промышленности при производстве заготовок для абразивного инструмента на вулканитовой связке.
Источники информации
1. Малов А.Н. Технология холодной штамповки. Государственное изд. оборонной промышленности. - М., 1958, с. 119, рис. 74б.
2. Ходырев В.А. Применение полиуретана в листоштамповочном производстве. - Пермское книжное изд. - 1973, с. 57, рис. 24а.
| название | год | авторы | номер документа |
|---|---|---|---|
| НОЖЕВОЙ ШТАМП | 1998 |
|
RU2127164C1 |
| ЗАГОТОВКА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1999 |
|
RU2147984C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРОИЗВОДСТВА ОТРЕЗНЫХ АБРАЗИВНЫХ КРУГОВ | 1998 |
|
RU2138386C1 |
| ШТАМП ВЫРУБНОЙ | 1998 |
|
RU2149073C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2002 |
|
RU2228255C1 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1999 |
|
RU2164858C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2202463C2 |
| ШТАМП ВЫРУБНОЙ | 2001 |
|
RU2227778C2 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149096C1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК ЧАШЕЧНЫХ ШЛИФОВАЛЬНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2207947C1 |
Изобретение относится к абразивной промышленности, а именно к устройствам для вырубки кольцевых заготовок для шлифовальных кругов. Штамп состоит из оправки с эластичной подушкой и нижней штамповой плиты. На последней смонтированы накладная пластина и наружный и внутренний кольцевые пуансоны с выталкивателями. Пуансоны выполнены с режущими кромками, одна из которых имеет скос наружу, а другая - внутрь. Наружный кольцевой пуансон охватывает накладная пластина. Кольцевые пуансоны выступают относительно верхней ее плоскости на величину режущих кромок. Изобретение позволяет расширить технологические возможности штампа и сократить время рабочего цикла вырубки. 2 з.п. ф-лы, 2 ил.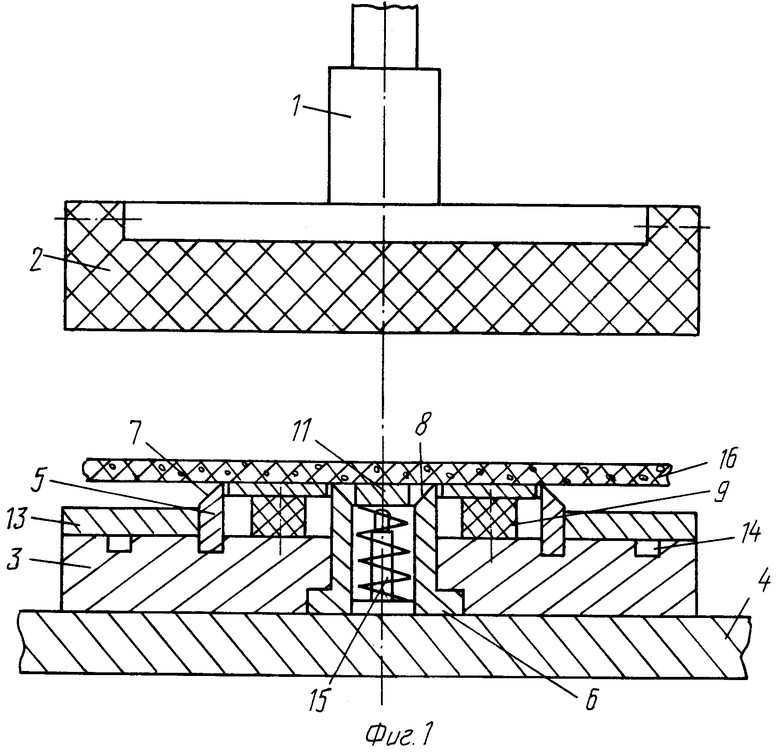
| В.А.ХОДЫРЕВ | |||
| Применение полиуретана в листоштамповочном производстве | |||
| Пермское книжное издательство | |||
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Штамп для вырубки и пробивки листовых деталей | 1977 |
|
SU747580A1 |
| СПОСОБ КОНТРОЛЯ ЦЕПЕЙ УПРАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2285944C2 |
