Изобретение относится к обработке неметаллических материалов, npeHMynje ственно предварительно сформированны в пучки.
Целью изобретения является увели- чение КПД и производительности, а .также снижение ударных нагрузок и металлоемкости при резке пучков неметаллического материала.
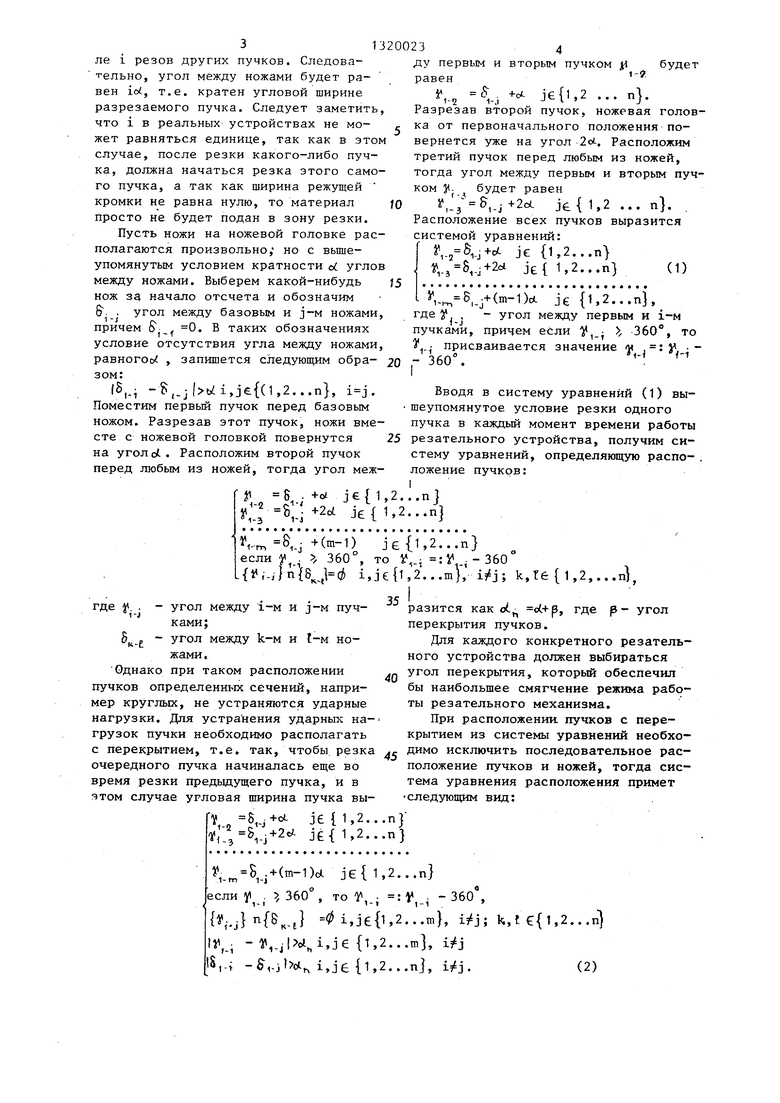
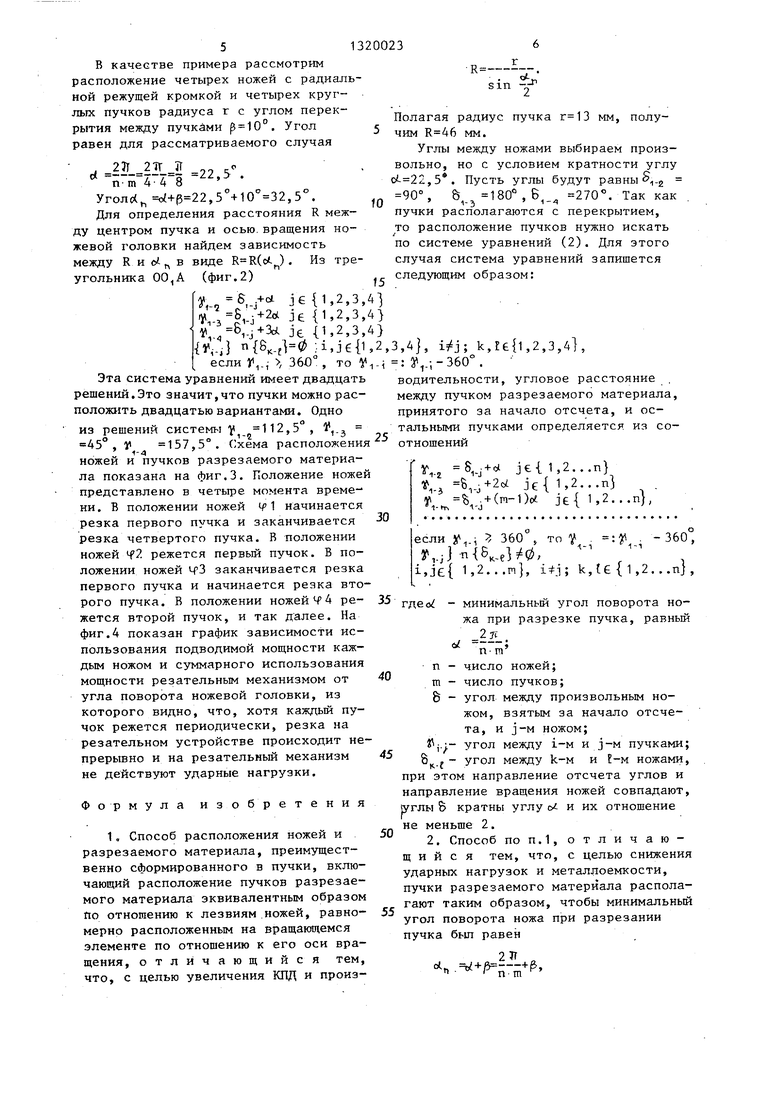
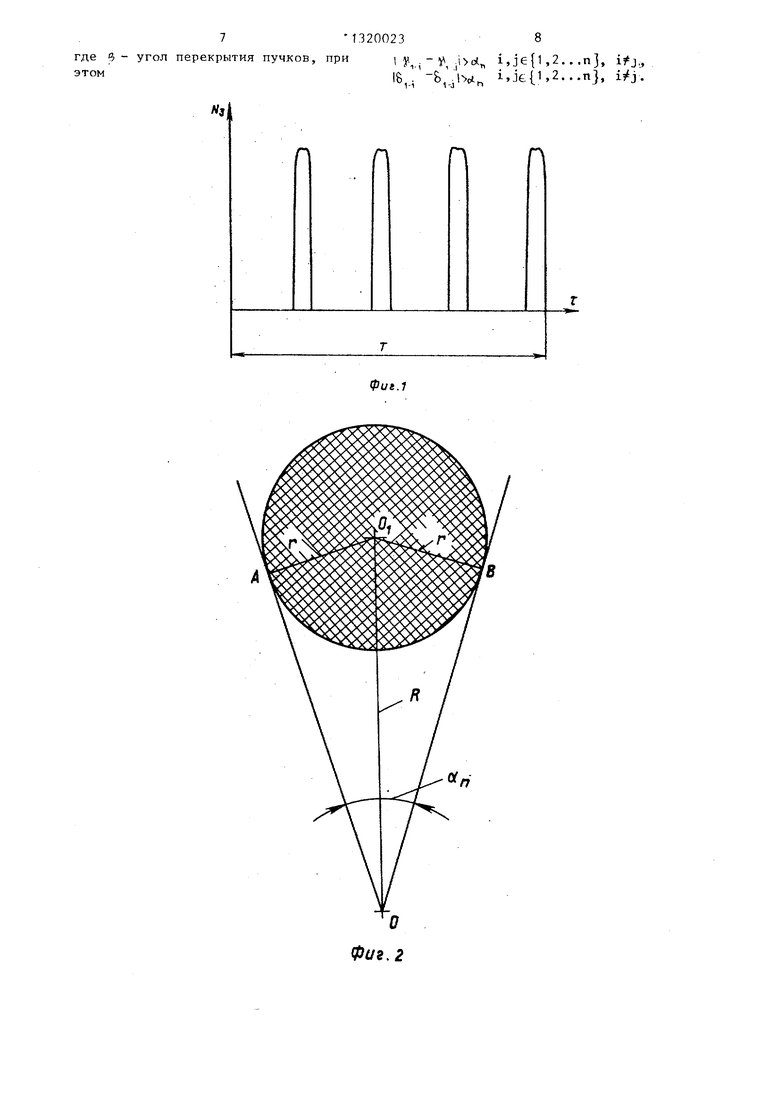
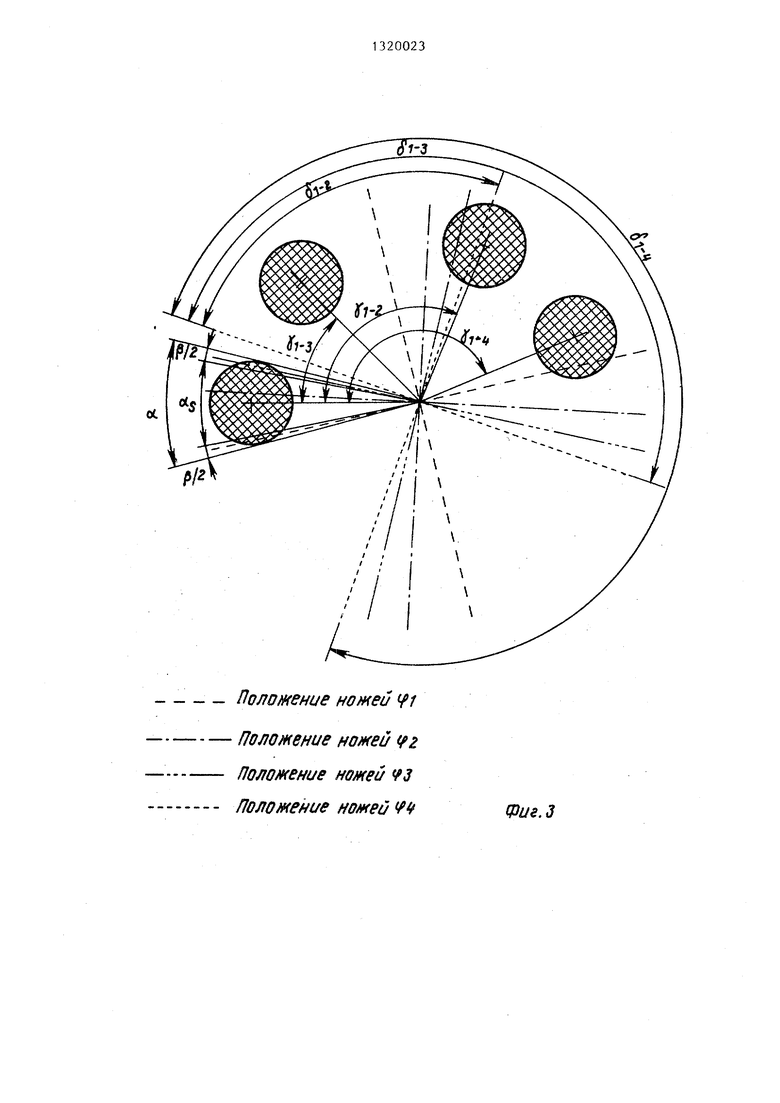
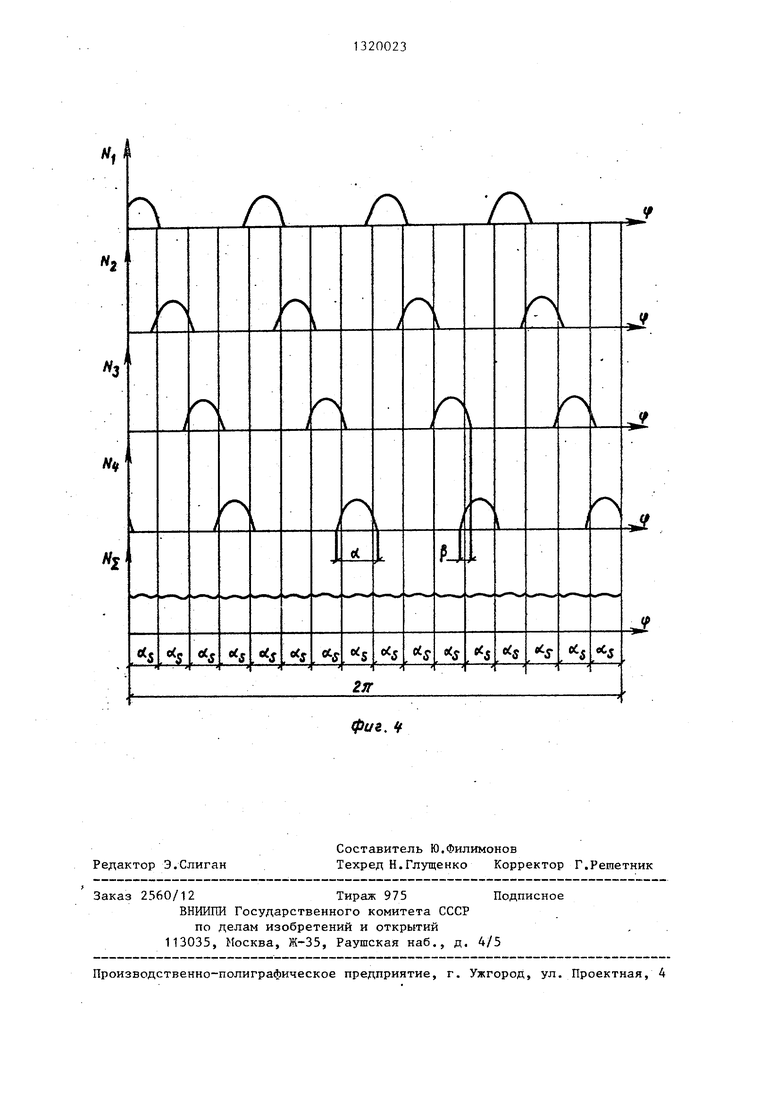
На фиг,1 изображен график измене- НИН мощности при резке существующими способами; на фиг.2 - диаграмма д.пя определения расстояния от оси вращения до центра разрезаемого пучка; на фиг.З - схема расположения ножей и пучков разрезаемого материала при отсутствии перекрытия; на фиг.4 - диаграмм а изменения мощности по предлагаемому способу для четырех ножей.
Способ расположения ножей и раз- резаемого материала характеризуется тем, что пучки расположены на таком
., &, je{i,2...n}
,-3 S,-J 2ct ,2...n}
Кп,, je{v;2::.nV,
если у . ,360 , то t . 1
(.i) { Vt)5 i,je{i,2. 4,., -Y,(. i.Je {1,2. Я -S, i,,2.
35
где J
1-1
i-i
.-t
-угол между произвольным пучком, взятым за начало отсчета пучков, и i-м пучком;
-угол между произвольно взятым за начало отсчета и J-M ножами;
V-. - угол между и j-м
пучками;
угол между k-M и 1-м но-
жами,
причем направление вращения ножевой головки и направление отсчета углов совпадают.
Рассмотрим резательное устройство с п ножами и m сформированными пучками. За один оборот ножевого диска каждый из п ножей разрежет все m пучков, следовательно число резов будет равно . Время реза одного пуч-
-t
ка равно t., -, где о)- угловая ско- Р tO
рость ножевой головки. Время резки
расстоянии от оси вращения ножевой головки, чтобы минимально необходимый угол .oi. (в дальнейшем - угловая ширина пучка), на который должен повернуться ножевой диск для того, чтобы произошел разрез пучка, был равен
0,, +Р
где R- угол перекрытия, выбираемый I для каждого конкретного ре- „ у зательного устройства;
угловая ширина пучка при
п-т -j „ 0;
п - число ножей; m - число пучков.
Углы между ножами с вершиной, находящейся на оси вращения ножевой головки в полости вращения, кратны углу Ы, а углы с той же вершиной между каким-либо пучком, взятым за начало отсчета пучков, и остальными пучками находятся из системы уравнений расположения:
.-36C
1-1
..m), k,,2. ..m , ..n ,
0
за один оборот ножевой головки Тр м, f- N S
Для того, чтобы резка происходила
непрерьшно и в каждый момент времени резала один пучок, необходимо, чтобы Тр бьшо равно времени одного оборота
2ir
ножевой головки, -. После преоб- о)
fразований -tp m . j;j 2ТГ ., 27r -,yy. получаем, что угловая
ширина разрезаемого пучка должна
, 25Г
быть Ы .
п -т
Разрезая пучок, нож поворачивается на уголь/. . Чтобы резка, была непрерывной, после разрезания одного пучка необходимо сразу же начать резку следующего пучка. После резки второго пучка нужно начать резку третьего пучка и так далее, пока очередной нож не подойдет к первому пучку пос313
ле i резов других пучков. Следовательно, угол между ножами будет равен io, т.е. кратен угловой ширине разрезаемого пучка. Следует заметить, что i в реальных устройствах не может равняться единице, так как в этом случае, после резки какого-либо пучка, должна начаться резка этого самого пучка, а так как ширина режущей кромки не равна нулю, то материал просто не будет подан в зону резки.
Пусть ножи на ножевой головке располагаются произвольно; но с вьше- упомянутым условием кратности оИ углов между ножами. Выберем какой-нибудь нож за начало отсчета и обозначим & . угол между базовым и j-м ножами, причем В- I 0. В таких обозначениях условие отсутствия угла между ножами.
,,.+ (m-1)oL Je {l,2...n}, где У - угол между первым и i-м пучками, причем если У,- , 360, то i .j- присваивается значение у ) У,.-
Г1/-.-.
равногос/ , запишется следующим обра- 20 Г 360 зом:
(5,.- - i, j€.{(1 ,2.. .п, . Вводя в систему уравнений (1) вы- Поместим первый пучок перед базовым шеупомянутое условие резки одного ножом. Разрезав этот пучок, ножи вме- пучка в каждый момент времени работы сте с ножевой головкой повернутся 25 резательного устройства, получим си- на уголЫ. Расположим второй пучок стему уравнений, определяющую распо- перед любым из ножей, тогда угол меж- ложение пучков:
J1 В -ьы je(l,2...n « 2 8 +2ot J ( 1,2...п|
1-Э 1-J -JC t s
.&, -f(m-1) 360°
je{i,2...n}
если y . , 360, то У,, :V .-360
{f--Jn{8,,l( i,je{l,2...m}, k, Г6 1 ,2,.. .n),
где у. .
a,
K-e
-угол между 1-м и j-м пучками;
-угол между k-M и Г-м ножами .
Однако при таком расположении пучков определенных сечений, например круглых, не устраняются ударные нагрузки. Для устранения ударньи: нагрузок пучки необходимо располагать
с перекрытием, т.е. так, чтобы резка димо исключить последовательное рас- очередного пучка начиналась еще во положение пучков и ножей, тогда сис- время резки предыдущего пучка, и в тема уравнения расположения примет ятом случае угловая ширина пучка вы- -следующим вид:
Г, S,,+ je{i,2..., 1,2...n}
,.,)di je( i,2...n}
если y . , 360°, TO r,.j : V, - 360 ,-.j} (к-Л J i,je{l,2...m}, k,t€ ,-, - .Je {b2...m, -,.jbot i,je (i,2...n, .
ЛУ первым и вторым пучком будет равен
i-,i } Разрезав второй пучок, ножевая голов
ка от первоначального положения повернется уже на угол . Расположим третий пучок перед любым из ножей, тогда угол между первым и вторым пучком у. , будет равен
-3 .-J- 2 1,2 ... n. , Расположение всех пучков выразится системой уравнений:
i-z i-j JC (U2...n}
У,.,8,,+2ы je{ i,2...n} (1)
,,.+ (m-1)oL Je {l,2...n}, где У - угол между первым и i-м пучками, причем если У,- , 360, то i .j- присваивается значение у ) У,.-
Г1/-.-.
360
разится как ot +р, где р- угол перекрытия пучков.
Для каждого конкретного резательного устройства должен выбираться угол перекрытия, который обеспечил бы наибольшее смягчение режима работы резательного механизма.
При расположении, пучков с перекрытием из системы уравнений необхо{l,2...n) (2)
5
В качестве примера рассмотрим расположение четырех ножей с радиалной режущей кромкой и четырех круглых пучков радиуса г с углом перекрытия между пучками 10. Угол равен для рассматриваемого случая
о УголсС ,5 +10 32,5°. Для определения расстояния R между центром пучка и осью, вращения ножевой головки найдем зависимость между R и ci в виде ). Из треугольника (фиг.2)
,
-7
&
,..-ю1 je {1,2,3,41
V,-3 fi-J+2ot Je {1,2,3,4} J (1,2,3,4}
iv.-.} {6к-с С :-i,Je{i,2,3,4, k,ie{i,2,3,4,
если r., , 360, TO : 5,.;-360°. Эта система уравнений имеет двадцать решений.Это значит,что пучки можно расположить двадцатью вариантами. Одно из решений системы у 112,5, 1.
45
1-3
, V 157,5°. Схема расположения ножей и пучков разрезаемого материала показана на фиг.З. Положение ножей представлено в четьфе момента времени. В положении ножей М 1 начинается резка первого пучка и заканчивается резка четвертого пучка. В положении ножей Ч 2 режется первый пучок. В положении ножей Ч З заканчивается резка первого пучка и начинается резка второго пучка. В положении ножей Ч 4 режется второй пучок, и так далее. На фиг.4 показан график зависимости использования подводимой мощности каждым ножом и суммарного использования мощности резательным механизмом от угла поворота ножевой головки, из которого видно, что, хотя каждый пучок режется периодически, резка на резательном устройстве происходит непрерывно и на резательный механизм не действуют ударные нагрузки.
Ф о р мула изо б р е т е н и я
1, Способ расположения ножей и разрезаемого материала, преимущественно сформированного в пучки, включающий расположение пучков разрезаемого материала эквивалентным образом По отношению к лезвиям .ножей, равномерно расположенным на вращающемся элементе по отнощению к его оси вращения, отличающийся тем, что, с целью увеличения КПД и произ25
водительности, угловое р между пучком разрезаемого принятого за начало отсч тальными пучками определ отношений
30
1Г,.г Si.j + Jti 1,2.. v3 v.+2c Je( 1,2.
y... J(
если y i - 360 , TO у
Т,.-n {&,,, (, i,je{ 1,2...m, k
35
40
45
50
55
гдео - минимальный угол жа при разрезке
27Е
n - число ножей; m - число пучков; Ь угол между произ жом, взятым за н та, и J-M ножом;
i- угол между i-M и S.f - угол между k-M при этом направление отс направление вращения нож углы Ъ кратны углу с/ и и не меньше 2.
2. Способ ПОП.1, от щийся тем, что, с ц ударных нагрузок и метал пучки разрезаемого матер гают таким образом, чтоб угол поворота ножа при р пучка бьт равен
2ТТ
R
Sin f
Полагая радиус пучка мм, получим мм.
Углы между ножами выбираем произвольно, но с условием кратности углу ,5. Пусть углы будут равны .g
50°. &,-5 270. Так как пучки располагаются с перекрытием, то расположение пучков нужно искать по системе уравнений (2). Для этого случая система уравнений запишется следующим образом:
-i : 5,.;-360°.
25
водительности, угловое расстояние между пучком разрезаемого материала, принятого за начало отсчета, и остальными пучками определяется из соотношений
1Г,.г Si.j + Jti 1,2...п} v3 v.+2c Je( 1,2...п
y... J( 2.n)/
: . -360,
1-1
если y i - 360 , TO у .
Т,.-n {&,,, (, i,je{ 1,2...m, k,,2...nj,
гдео - минимальный угол поворота ножа при разрезке пучка, равный
27Е
n - число ножей; m - число пучков; Ь угол между произвольным ножом, взятым за начало отсчета, и J-M ножом;
i- угол между i-M и j-м пучками; S.f - угол между k-M и Е-м ножами, при этом направление отсчета углов и направление вращения ножей совпадают, глы Ъ кратны углу с/ и их отношение не меньше 2.
2. Способ ПОП.1, отличающийся тем, что, с целью снижения ударных нагрузок и металлоемкости, пучки разрезаемого материала располагают таким образом, чтобы минимальный угол поворота ножа при разрезании пучка бьт равен
2ТТ
7 13200238
где е- угол перекрытия пучков, при ly - i,je(l,2 этом.. I ,,
. i.J(b2,
i,je(l,2 ,,
i.J(b2,
.п, ijtj,, .п, .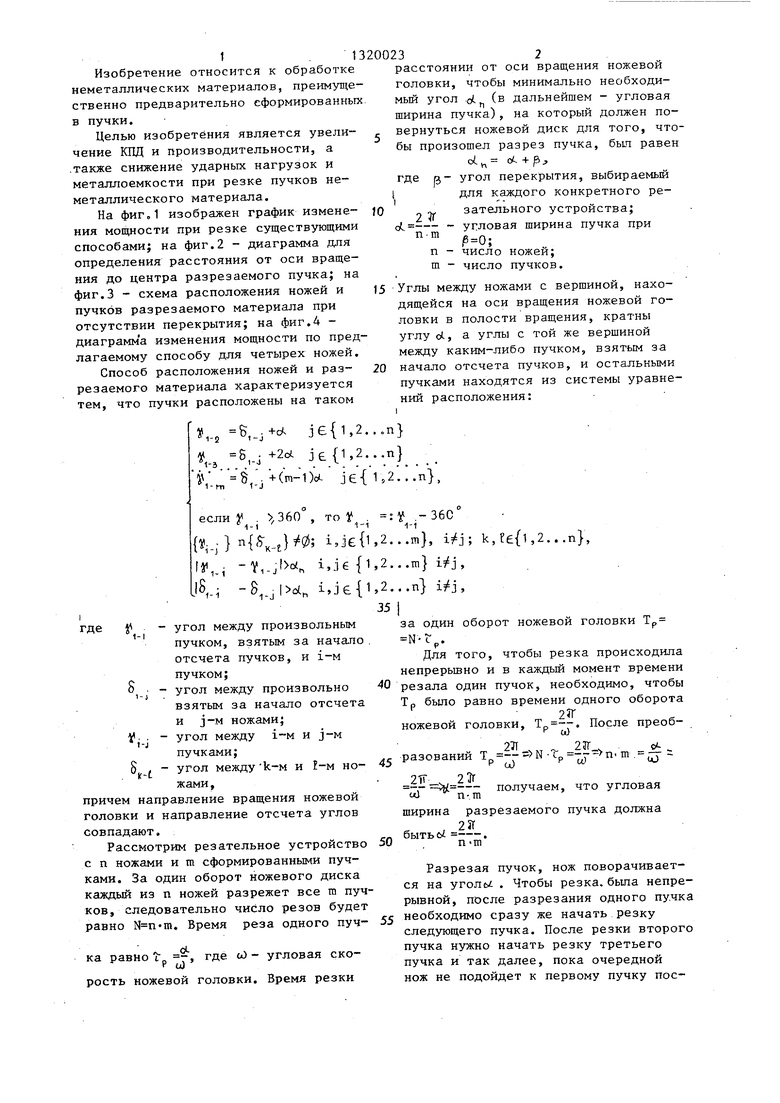
| название | год | авторы | номер документа |
|---|---|---|---|
| Нож для резательных устройств | 1985 |
|
SU1286409A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РЕЗКИ УГЛЕВОЛОКНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581057C1 |
| Устройство для резки жгута химических волокон | 1987 |
|
SU1550005A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПИЩЕВЫХ ПРОДУКТОВ | 2018 |
|
RU2690123C1 |
| СПОСОБ ЗАТОЧКИ ДИСКОВЫХ НОЖЕВЫХ ПАР ДЛЯ РАЗРЕЗАНИЯ ТОНКОЛИСТОВЫХ МАТЕРИАЛОВ | 1991 |
|
RU2014982C1 |
| Устройство продольной резки рулонной бумаги | 2015 |
|
RU2621494C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПИЩЕВЫХ ПРОДУКТОВ | 2018 |
|
RU2690069C1 |
| Способ настойки приспособления для круговой резки к дисковым ножницам с наклонными ножами | 1975 |
|
SU864690A1 |
| Устройство продольной резки рулонной бумаги | 2015 |
|
RU2619532C1 |
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ ДУГООБРАЗНОГО В ПЛАНЕ РЕЗА ЛИСТОВОГО ПРОКАТА | 1990 |
|
RU2054344C1 |
Изобретение относится к обработке неметаллических материалов, преимущественно предварительно сформированных в пучке. Цель изобретения - увеличение КПД и производительности. а также снижение ударных нагрузок и металлоемкости при резке пучков неметаллических материалов. Для этого ножи и пучки материала размещают определенным образом относительно ми- нимально необходимого угла поворота (i, определяемого из соотношения с .т, где п - число ножей; m - число разрезаемых пучков. Хотя каждый пучок режется периодически, резка на резательном устройстве происходит непрерывно и на резательный механизм не действуют ударные нагрузки. 1 з.п, ф-лы, 4 ил. N5 О о ЧЭ 
Полон ение Howeu i
Полотенце но(ей fz Пoлoff(eнue нотей V3 Положение H0ff(eu
Фие.З
Редактор Э.Слиган
Составитель Ю.Филимонов
Техред Н.Глущенко Корректор Г.Рететник
Заказ 2560/12Тираж 975Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг. ч
| Устройство для измельчения волокнистых материалов | 1980 |
|
SU948442A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
