Изобретение относится к способам и устройствам для непрерывной резки углеволокна, предназначенного для изготовления композиционных материалов, и может быть использовано в производстве элементов конструкций авиационной и космической техники, фрикционных материалов для авиационной техники и наземного транспорта, в химической, электротехнической и других отраслях промышленности. Данное устройство отличается компактностью, простотой в эксплуатации, взрыво- и пожаробезопасностью и не требует энергоемкого оборудования.
Известно устройство для резки волокон, содержащее средство для подачи волокон, выполненное в виде двух пар размещенных последовательно подающих роликов с приводом, причем последняя по ходу технологического процесса пара роликов снабжена ножами для разрезания волокон на куски требуемой длины, а растяжение волокон осуществляется за счет разности окружных скоростей последней и предпоследней по ходу технологического процесса пары роликов (патент РФ №2124482).
Недостатком этого способа резки является быстрое затупление ножей из-за неправильного угла захода на разрезаемое волокно.
Способ непрерывной резки углеволокна и устройство для его осуществления поясняются следующими чертежами.
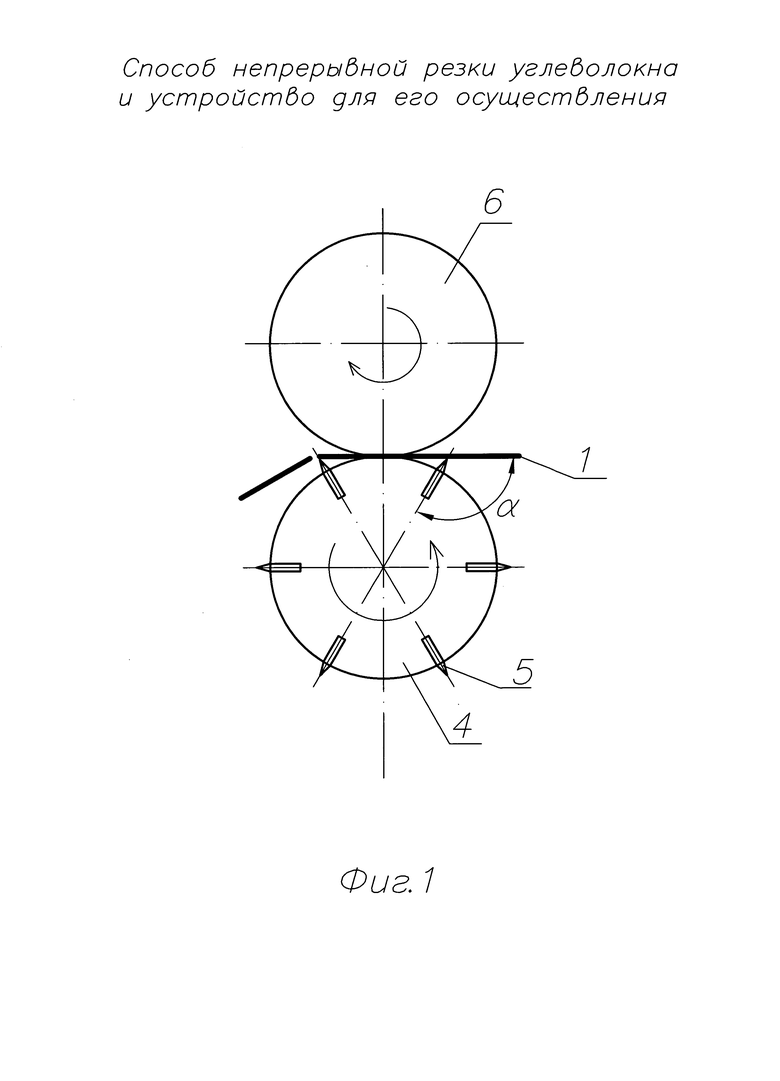
На фиг. 1 представлена схема, поясняющая причину затупления ножей у прототипа.
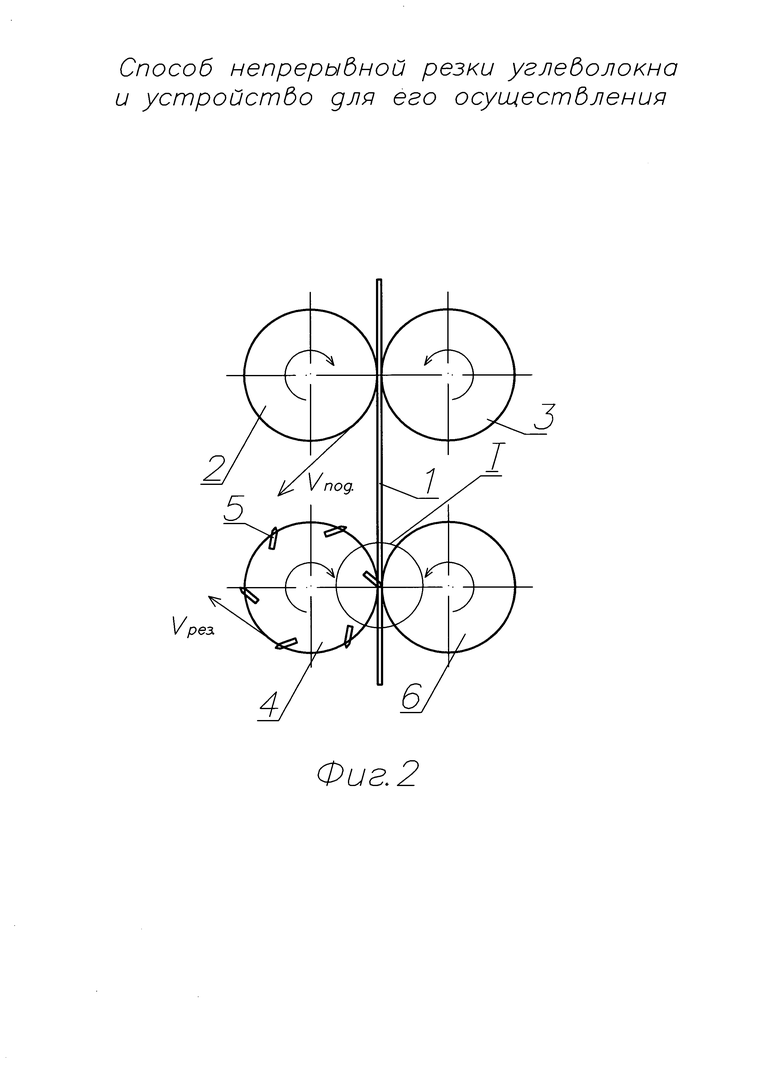
На фиг. 2 показано устройство для осуществления способа резки углеволокна.
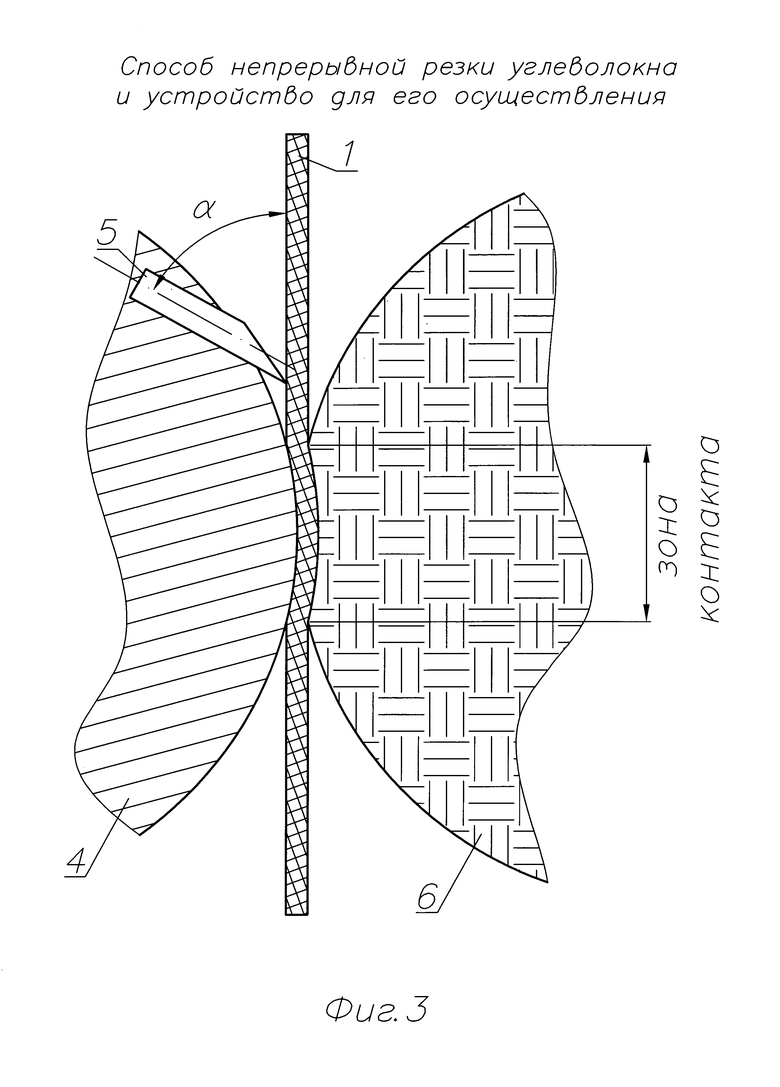
На фиг. 3 - место I на фиг. 2 в увеличенном масштабе.
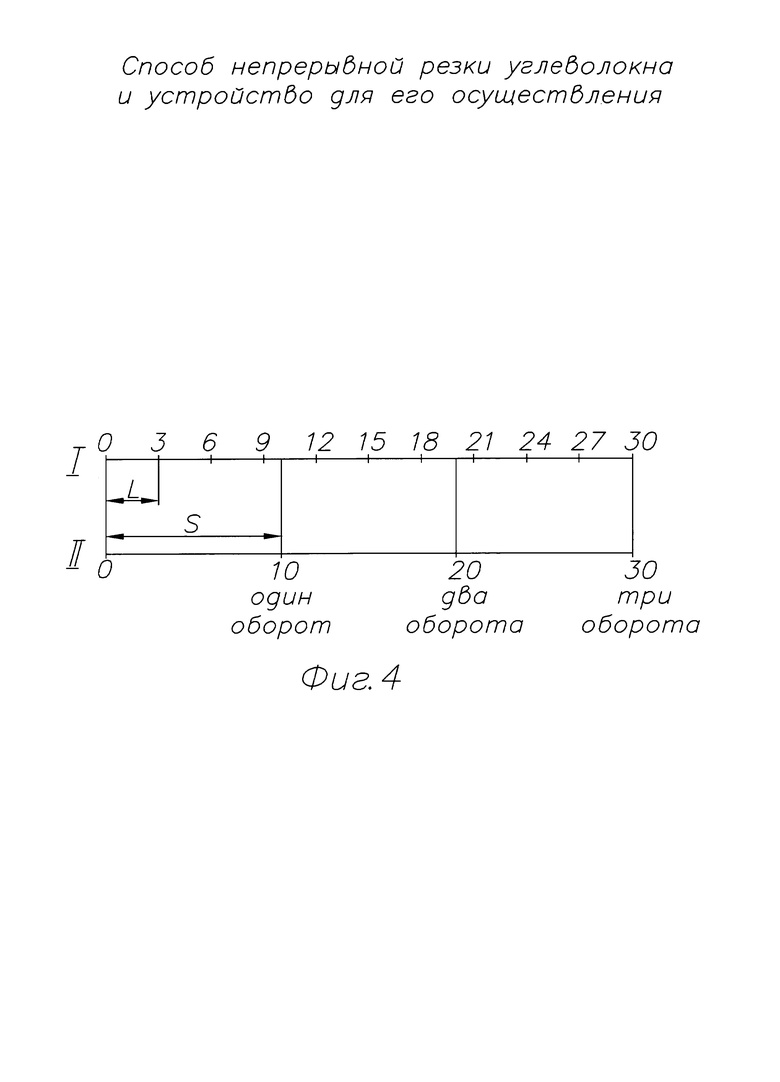
На фиг.4 на примере показан принцип выбора геометрических параметров резательного и эластичного роликов.
У прототипа (фиг. 1) лезвия 5 резательного ролика 4 направлены по радиусу, поэтому в момент соприкосновения с волокном 1 лезвие составляет с ним тупой угол α. Окружные скорости резательного ролика 4, эластичного ролика 6, а также скорость волокна 1 одинаковы. В момент соприкосновения ножа с волокном скорость конца лезвия ножа выше скорости волокна, т.к. радиус траектории конца лезвия больше радиуса резательного ролика, поэтому с момента соприкосновения лезвия с волокном и до полного его прорезания лезвие скользит по волокну, вследствие чего тупится.
Цель изобретения - увеличение срока службы устройства для резки углеволокна.
Поставленная цель достигается тем, что в устройстве для резки углеволокна, включающем резательный ролик с лезвиями, эластичный ролик и подающий ролик, сопряженный с прижимным роликом и синхронно вращающийся с резательным роликом таким образом, что окружные скорости всех четырех роликов равны и равны скорости углеволокна, при этом резательный ролик является ведущим, а ножи резательного ролика в момент начала резки ориентированы по отношению к углеволокну под острым углом.
На фиг.2 изображена схема вышеописанного устройства.
Устройство для осуществления способа непрерывной резки углеволокна 1 содержит две пары роликов: подающий ролик 2, прижимной ролик 3, резательный ролик 4 с лезвиями 5 и эластичный ролик 6.
Прижимной ролик 3 прижимает углеволокно 1 к подающему ролику 2. Резательный и подающий ролики соединены зубчатой передачей (на чертеже не показана) и имеют одинаковые окружные скорости Vрез=Vпод (при одинаковых радиусах подающего и резательного роликов равны их угловые скорости вращения). Т.к. радиус траектории конца лезвий 5 больше радиуса резательного ролика 4, окружная скорость концов лезвий больше окружной скорости резательного ролика и, соответственно, больше окружной скорости прижимного ролика и углеволокна. Нож, ориентированный по отношению к углеволокну под острым углом β (фиг. 3), врезается в него и, т.к. скорость конца лезвий больше скорости углеволокна, нож растягивает углеволокно.
Т.о., участок углеволокна, заключенный между подающим роликом 2 и резательным роликом 4, испытывает растягивающие напряжения. Т.к. лезвия 5 расположены под острым углом к углеволокну, натяжение углеволокна способствует входу лезвий в материал углеволокна и при этом не требуются большие усилия прижима углеволокна к эластичному ролику 6. При меньших усилиях прижима эластичный ролик 6 меньше изнашивается.
Для того чтобы лезвия 5 менее часто попадали в одно и то же место на эластичном ролике 6, длина дуги окружности между ножами резательного ролика и длина дуги окружности эластичного ролика должны относиться как взаимно простые числа. Это также способствует уменьшению износа эластичного ролика. Рассмотрим это на примере. Пусть диаметр резательного ролика dрезат и количество ножей n, а диаметр эластичного ролика dэласт. Тогда расстояние по дуге между ножами равно πdрезат/n=l, а длина окружности эластичного ролика равна πdэласт=S. Возьмем для примера l=3, a S=10 условных единиц длины. На фиг. 4 на первой шкале показана развертка окружности резательного ролика, а на второй шкале - эластичного. Прежде чем нож второй раз попадет в то же самое место, эластичный ролик сделает три оборота, а точка первого контакта с ножом пройдет путь 30 условных единиц длины, т.е. расстояние, равное наименьшему общему кратному (НОК) чисел l и S. Т.о., чем больше НОК чисел l и S, т.е., чем больше взаимно простые числа l и S, тем реже нож будет попадать в одно и то же место на эластичном ролике, а величины l и S относятся как dрезат/n и dэласт.
Изобретение относится к способам и устройствам для непрерывной резки углеволокна для изготовления композиционных материалов "углерод-углерод", из которых изготавливаются тормозные диски и колодки для авиационной техники и наземного транспорта. В способе участок углеволокна, проходящий между ножевым и подающим роликами, подвергается растягивающим усилиям со стороны ножей. Лезвия ориентированы к углеволокну под острым углом, его натяжение способствует проникновению лезвий в материал углеволокна, и при этом не требуются большие усилия прижима ножом углеволокна к эластичному ролику. Длины дуг окружности между ножами резательного ролика и длина дуги окружности эластичного ролика относятся как взаимно простые числа. Данное устройство отличается компактностью, простотой в эксплуатации, взрыво- и пожаробезопасностью. Технический результат - увеличение ресурса и повышение надежности работы устройства. 2 н. и 1 з.п. ф-лы, 4 ил.
1. Способ непрерывной резки углеволокна, заключающийся в подаче исходного материала подающим приспособлением, обеспечивающим натяжение углеволокна и резке его на отрезки заданной длины, отличающийся тем, что натяжение углеволокна создается ножами резательного ролика.
2. Устройство для непрерывной резки углеволокна, выполненное в виде по меньшей мере двух пар размещенных последовательно подающих роликов с приводом, причем один из роликов последней по ходу технологического процесса пары снабжен ножами для разрезания углеволокна на куски требуемой длины, а другой - эластичный, отличающееся тем, что один из подающих роликов предпоследней пары по ходу технологического процесса и резательный ролик, являющийся ведущим, связаны механической передачей, обеспечивающей их одинаковую окружную скорость, а ножи резательного ролика в момент начала резки ориентированы по отношению к углеволокну под острым углом.
3. Устройство по п. 2, отличающееся тем, что диаметр резательного ролика, деленный на количество ножей, и диаметр эластичного ролика относятся как большие взаимно простые числа.
| УСТРОЙСТВО ДЛЯ ПОВТОРЯЮЩЕЙСЯ ВЫДАЧИ ПУЧКОВ СО СЛУЧАЙНОЙ ОРИЕНТАЦИЕЙ ВОЛОКОН | 1994 |
|
RU2124482C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПНЕВМОПЕРЕПУТАННОГО УГЛЕВОЛОКНА | 2013 |
|
RU2512779C1 |
| RU 21506357 C1, 10.02.2014 | |||
| US 8003725 B2, 23.08.2011 | |||
| US 20120066886 A1, 22.03.2012. | |||

