Известны агрегатные многопозициолные станки для обработки втулок и тому .подобных деталей. Они имеют тюворопгыГ делительный стол с зажимнЫМи приспособлениями и вертикальные н пиндельпые головкн для обработк:- отверстия м торцов иту.ток. Однако эти станки не приспособлены для обточки,мя них наружных иилиндрических поверхностей втулок.
Описываемый станок снабжен вертикальной возвратно-ноступательной подвижной центровой шпиндельной головкой, на центра которой передаются втулки из зажимных приспособлений новоротного стола. Станок снабжен также нелод/ ижным резцедержателем с резцом, предназначенны.м для Обточкн итулки и процессе рабочего осевого перемещения центровой головки. Такое устройство обеспечи и1ет возможность обработки на этом станке наружной цилиндрической поверхности втулок.
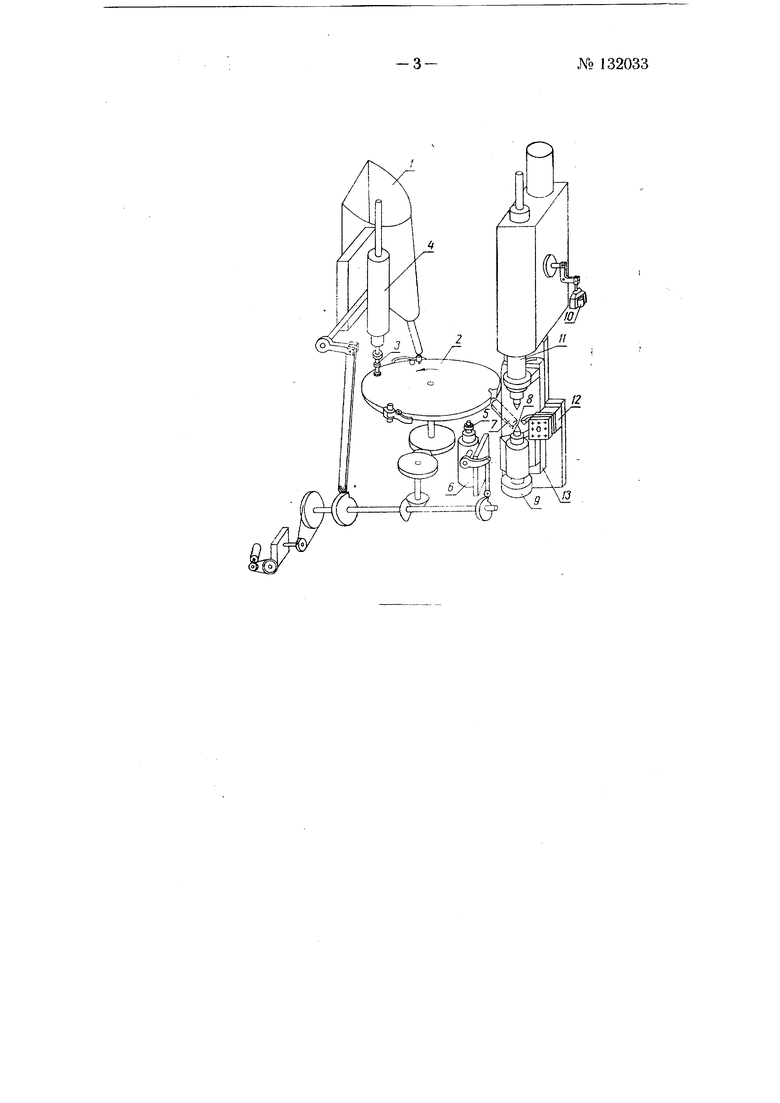
На чертеже схематически изображен описываемый станок.
В разгрузочное устройство / засыпают навалом предназначенны.е для обработки втулки. Из загрузочного устройства / втулка поступает на поворотный стол 2, где пневматическим, гидравлическим или другим способом автоматически закрепляется на столе специальным зажимным приспособлением. Затем стол 2 станка поворачивается на заданный угол, и втулка перемещается на рабочую позицию перг;ой операции, где специальным зенкером ,, установленным в свер.1нльной головке 4, происходит обработка отверстия втулки и ее верхнего торца. При втором повороте стола 2 на заданный угол втулка перемещается на рабочую позицию второй операции, где зенкером Л, усттиовленным в сверлильной головке 6, происходит обработка нижнего торца втулки. При следующем повороте стола 2 на заданный, угол вту.ака подводигся к склизу 7, где зажимтгое лрмспосойнеиие разжимается, л :;ту.
№132033-2перемещается по склизу 7 и устанавливается на центр 8 задней бабки центровой головки. Выпадая по.склизу 7, втулка нажимает на электроконтактную пару (на чертеже не показана), которая включает электромагнит, управляющий гидравлическим или пневматическим приводом 9 задней бабки. После некоторого интервала электромагнитом 10 включается подача шпинделя 11. Втулка зажимается в центрах центровой головки, получает вращение и осевое перемещение вниз. Неподвижно установленный в резцедержателе 12 резец производит обработку цилиндрической .поверхности втулки. После обработки цилиндрической поверхности втулки каретка 13 центровой головки, опускаясь ВНИЗ, нажмет на кнопку «стоп и обесточит электромагнит. Центр S задней бабки отжимается и втулка выпадает в ящик готовых изделий. Шпиндель 1) вместе с кареткой / посредством противовеса возвращается в исходное .положение.
Предмет изобретения
Агрегатный м.ногопозицио.нный. станок для обработки втулок и тому подобных деталей с поворотным делительным столом с залс.чмньши приспособления-ми и вертикальными шпиндельными головками для обработки отверстия и торцов втулок, отличающийся тем, что для обработки наружной цилиндрической поверхности втулок станок снабжен вертикальной возвратно-поступательной подвижной центровой щпиндельной головкой, на центра которой передаются втулки из зажимных приспособлений поворотного стола, и неподвижным резцедержателем с резцом, предназначенным для обточки в процессе рабочего осевого перемещения центровой головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2004 |
|
RU2267383C2 |
| НАСТОЛЬНЫЙ МНОГОЦЕЛЕВОЙ СТАНОК | 1994 |
|
RU2089383C1 |
| Станок для обработки цапф и торцев пера лопаток | 1977 |
|
SU691253A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| ТОКАРНЫЙ СТАНОК С ПРОТИВОШПИНДЕЛЕМ | 1996 |
|
RU2113319C1 |
| НАСТОЛЬНЫЙ УНИВЕРСАЛЬНЫЙ СТАНОК КОСТРОВА | 1992 |
|
RU2008163C1 |
| Металлорежущий станок | 1980 |
|
SU867521A1 |
| Станок для обработки конических сопрягаемых поверхностей | 1988 |
|
SU1650374A1 |
| Станок для обработки деталей вращения | 1986 |
|
SU1404198A1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |