Изобретение относится к технологии машиностроения, а именно к контролю процесса суперфинишной обработки.
Цель изобретения - повышение производительности и качества обрабатываемых изделий путем повышения достоверности и информативности контроля процесса суперфинишной обработки за счет контроля характера изменения эффективной ширины спектра сигнала, характеризуюшего упругие волны напряжения из зоны резания.
На фиг. 1 показан график изменения спектральной плотности сигнала акустической эмиссии в процессе супер()иниширова- ния; на фиг. 2 - блок-схема контролирую- шего устройства.
Акустический сигнал, генерируемый в зоне обработки поверхности изделия 1 инструментом 2, регистрируется с помош.ью пьезопреобразователя 3, установленного на инструменте. Электрический сигнал, получаемый на выходе пьезопреобразователя, усиливается усилителем 4 в диапазоне частот 50-500 кГц. Усиленный сигнал поступает параллельно на два избирательных усилителя 5 и 6 с полосами пропускания соответственно 50±10 и 150±10 кГц. Сигнал с выходов усилителей детектируется соответственно первым 7 и вторым 8 детекторами. С выхода первого детектора / сигнал поступает на делительное устройство 9 с делением пополам, и затем сиг(алы с делительного устройства 9 и второго детектора 8 поступают на компаратор 10, откуда сигнал поступает на управляющее устройство (не показано), которое может, например, отключать двигатель.
В процессе суперфиниширования происходит постепенное притупление вершин микронеровностей, увеличивается опорная кривая профиля и время контактирования инструмента с микронеровностями. При увеличении длительности импульса акустичес
кого излучения основная мощность излучения смещается в область более низких частот и изменяется эффективная ширина спектра.
При проведении экспериментальных работ по суперфинишированию закаленной стали изменение эффективной ширины спектра по уровню 0,5 (uf) происходит в соответствии с графиком, приведенным на фиг. 1. Под эффективной шириной спектра понимается ширина частотного диапазона, в которой сосредоточена основная мощность акустического излучения.
Предложение использовать эффективную ширину спектра по уровню 0,5 от максимального значения позволит контролировать процесс суперфинишной обработки в реальном времени и судить о качестве обрабатываемых изделий без остановки технологического процесса. В условиях массового и крупносерийного производства это приведет к повышению производительности труда и улучшению качества обрабатывае.мых деталей.
Формула изобретения
0
Способ контроля процесса обработки, при котором регистрируют упругие волны нагфяжения, возникающие в зоне контакта инструмента с деталью, преобразуют их в электрический сигнал, по параметрам которого контролируют ход процесса, отличающийся тем, что, с целью повышения производительности и качества при суперфиниш- 1ЮЙ обработке, измер.яют функцию спектральной плотности вышеупомянутого электричес- 5 кого сигнала, определяют эффективную ширину спектра по уровню, равному половине от его максимального значения, и при умень- nieHHvi эффективной ширины спектра до 150 200 кГц процесс суперфинишной обработки заканчивают.
W Фиг 2
Составитель В. .Л-. И Ксеенко
Техре.1 И. ВоресКорректор А. Обручар
Тираж 786Подиисное
ВНИИПИ осударствешюго комитета ССС) ио де.там изобретений и ()ТК1)1) |-ий
1 13035, .Моеква, Ж 35. Рауи1екая иаб., д. 4;.5 11роизв()дствеиио-11оли1-рафичеекс)с иредириятие. i , У/К1 Орол, ул. Проектная, 4
Редактор В. Петраш Заказ 2705/9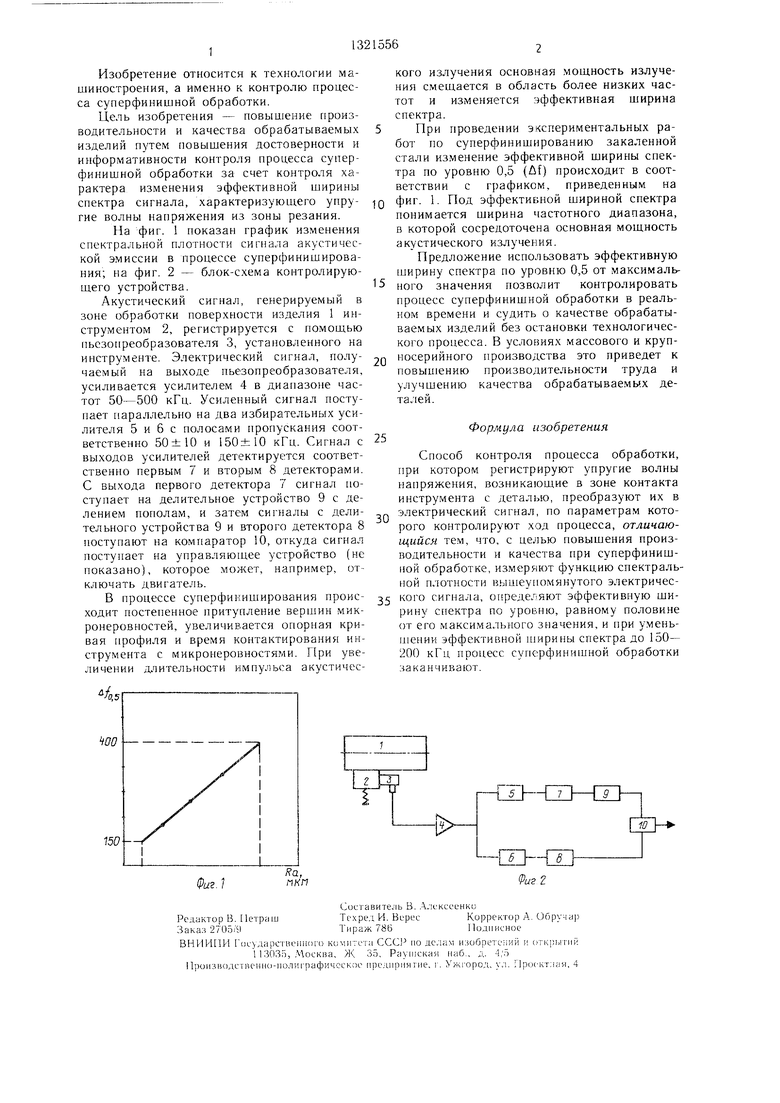
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выбора режима поверхностного пластического деформирования | 1983 |
|
SU1174239A1 |
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ВИНТОВ | 2007 |
|
RU2351456C1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ ВИНТОВ | 2007 |
|
RU2351455C1 |
| АКУСТИЧЕСКИЙ ТЕЧЕИСКАТЕЛЬ | 2009 |
|
RU2403546C1 |
| Способ неразрушающего контроля на основе магнитно-резонансного эффекта для определения наличия дефектов сплошности и локальной структурной неоднородности в металлопрокате, изготовленном из ферромагнитных сплавов, и устройство для его осуществления | 2024 |
|
RU2824299C1 |
| Способ регистрации параметров разрушения материалов | 2016 |
|
RU2617566C1 |
| Способ контроля износа инструмента и устройство для его осуществления | 1986 |
|
SU1389991A1 |
| СПОСОБ ДИСТАНЦИОННОГО ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ В ГЛУБИНЕ ОБЪЕКТА И АКУСТИЧЕСКИЙ ТЕРМОМЕТР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2061408C1 |
| Способ экспресс-контроля обработанной поверхности | 1989 |
|
SU1765758A1 |
| Способ изготовления пьезоэлектрических преобразователей | 1989 |
|
SU1731493A1 |
Изобретение относится к технологии машиностроения. Цель изобретения - повышение производительности и качества обработки. Изобретение позволяет проводить оперативный контроль процесса суперфинишной обработки. В процессе суперфиниширования происходит постепенное притупление вершин микронеровностей и увеличивается время контактирования инструмента с микронеровностями. Это в свою очередь вызывает увеличение длительности импульса акустического излучения и смеш.ение мош- ности излучения в область низких частот. Уменьшение эффективной ширины спектра на уровне 0,5 от максимального его значения с 450 до 150-200 кГц происходит при достижении минимальной шероховатости поверхности. Таким образом, изменение эффективной ширины спектра характеризует изменение шероховатости обрабатываемой поверхности. 2 ил. со ND СД СЛ а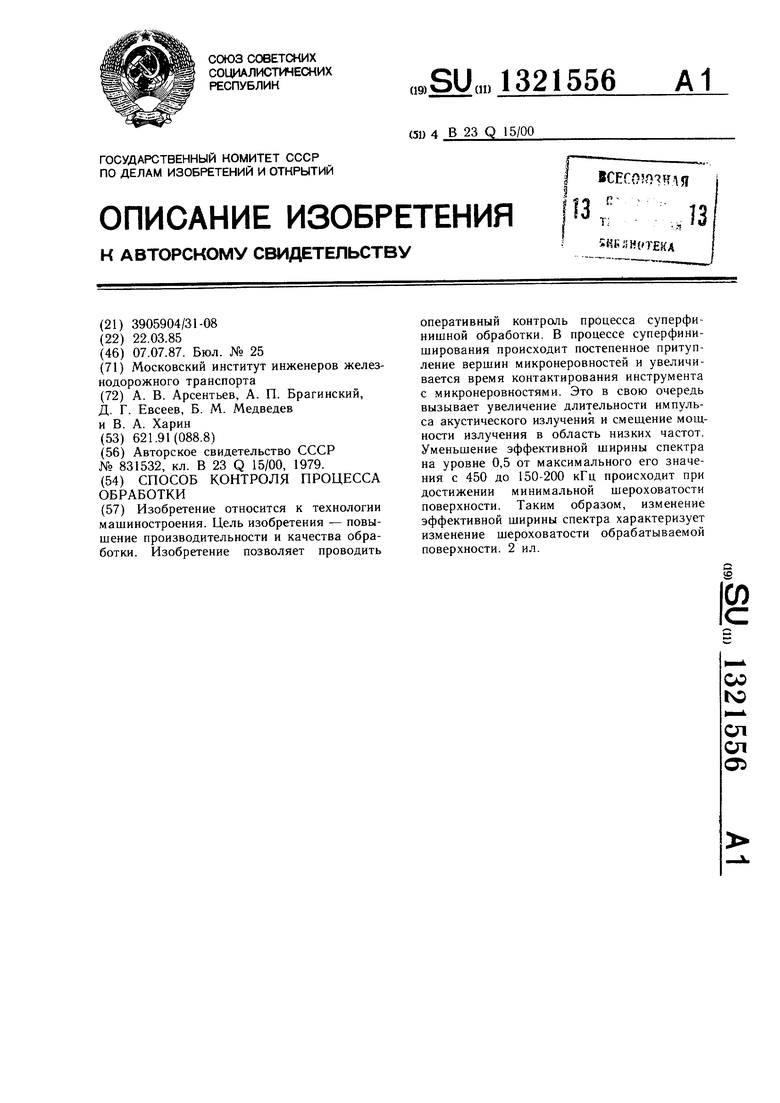
| Способ оптимизации процессаРЕзАНия | 1979 |
|
SU831532A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
