Изобретение относится к переработке бумаги и картона и может быть использовано в целлюлозно-бумажной промьшшенности при изготовлении гофрированного картона.
Цель изобретения - сокрап1ение расхода бумаги и сохранение качественных показателей картона при производстве его с разными профилями гофр.
В результате изучение взаимосвязи расхода бумаги, натяжения бумажного полотна, коэффициента гофрирования и качества гофрированного картон а, а также нагрузок, действующих в зоне гофрирования при различных профилях рифов гофровалов, установлены оптимальные соотношения скорости движения бумаги и окружной скорости гофровалов позволяющие вырабатывать гофрированный картон со стабильными качествен- ными показателями и с оптимальным расходом бумаги.
Значения оптимальных соотношений скоростей движения бумаги для различных профилей гофровалов приведены в таблице.
Оптимальное соотношение скорости движения зо бумаги и окружной скорости гофровалов
1,45 - 1,40 1,40 - 1,35 1,35 - 1,30
На чертеже приведена схема реали- зации предлагаемого способа.
Процесс гофрирования осуш,ествля- ется следующим образом. При вращении гофрирующих валов 1 полотно бумаги 2 сматывается с раската 3, затем по- следовательно проходя через подогреватель 4, увлажнитель 5 подается на вращающиеся гофрирующие валы 1. В процессе размотки бумаги на участке между раскатом 3 и подогревателем 4 производится измерение скорости движения полотна бумаги 2 при помощи датчика 6 измерения скорости. Сигнал с датчика 6 подается в согласующее устройство 7. Одновременно измеряет- ся окружная скорость вращения гофрирующих валов 1 при помощи датчика 8 измерения скорости. Сигнал с датчика 8 также подается в согласующее уст
О 5 0
о
5
Q
Q е
ройство 7. В согласующем устройстве 7 происходит согласование и вырабатывается контрольный сигнал, соответствующий соотношению скорости движения полотна бумаги 2 и окружной скорости вращения гофрирующих валов 1, которьй подается в устройство 9 сравнения. Одновременно с этим с устройства 10 ввода вьфабатывается эталонный сигнал, заданный заранее оператором и соответствующий оптимальному соотношению скорости движения бумажного полотна 2 и окружной скорости гофрирующих валов 1. Эталонный сигнал, пройдя преобразователь 11, также подается в устройство 9 сравнения. В последнем происходит обработка, сравнение контрольного и эталонного сигналов, и величина, соответствующая их расхождению, преобразуется в соответствующий регулирующий сигнал, который подается в преобразователь 12 сигнала. Последний вырабатывает соответствующий исполнительный сигнал и подает его в устройство 13 регулировки системой торможения, которое воздействует на привод системы торможения 14 размотки бумаги 2 на раскате 3.
Пример 1. По предлагаемому способу производят выработку гофрокартона. На плоский слой используется картон марки К-1 массой 175 г/м , на волнистый слой - бумага для гофрирования марки Б-1 массой 125 г/м. Гофрокартон вырабатывает на валах с профилем С и соответствует марке Т-2 по ГОСТу. При этом заданное соотношение между скоростью бумаги и окружной скоростью гофровалов составляет 1,35.
Для получения сравнительных данных параллельно проводят выработку гофрокартона из тех же видов исходных материалов по известному способу.
Во всех выработках измеряется удельный расход бумаги на 1000 м гофрокартона и контролируется качество.
Расход бумаги по предлагаемому способу составляет 1350-1360 м, а по известному 1410-1430 м.
Пример 2. По Предлагаемому способу проводят выработку гофрокартона. На плоский с лой .используют кар- тон марки К-0, К-1 массой 150 и 175 г/м соответственно и бумагу марок В-1, Б-2 и Б-3 массой 125 г/м. Гофрокартон вырабатывается на валах с
профилем 4 и соответствует марке Т-2
I )
по ГОСТу при заданном соотношении скорости движения бумаги и окружности гофровалов в пределах,1,42-1,40,
Кроме того, гофрокартон, получен- ный по предлагаемому способу, не имеет равновысоких гофров, не наблюдается разрывов на поверхности гофров, сокращается на 0,3-0,5% количество брака.
Использование предлагаемого способа гофрирования бумаги обеспечивает достижение поставленных целей, а именно стабилизирует качество получаемого гофрокартона при оптимальном расходе бумаги. Формула изобрет-ения
Способ производства гофрированного картона, включающий разметку полотна
бумаги и картона, подогрев и пропарку бумаги, склеивание в гофрпрессе на вращающихся гофрированных валах и регулирование натяжения полотна бумаги перед подачей в ;гофрпресс,, отличающийся TeMJ что, с целью сокращения расхода бумаги и сохранения качественных показателей картона при производстве его с разными профилями гофр, регулирование -натяжения полотна бумаги осуществляют поддержанием соотношения между скоростью бу- маги перед подачей ее в гофрпресс и окружной скоростью вращения валов в пределах от 1,45 до 1,40 для- картона с крупной волной гофр, от 1,,40 ДО 1,35 для картона со средней волной гофр и от 1,35 до 1,30 для картона с- мелкой волной гофр.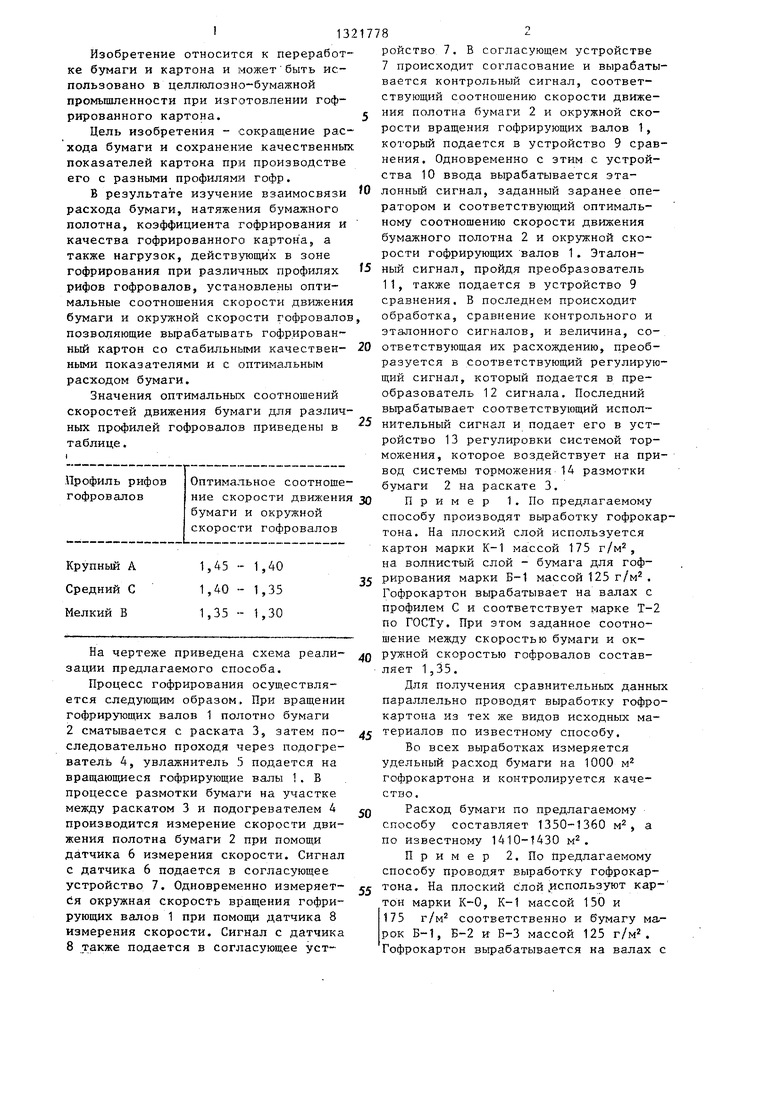

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления двухслойного картона | 1989 |
|
SU1729793A1 |
| Устройство для изготовления многослойного гофрированного картона | 1990 |
|
SU1726281A1 |
| Устройство для изготовления многослойного гофрированного картона | 1990 |
|
SU1722877A1 |
| Устройство для гофрирования бумаги | 1987 |
|
SU1511142A1 |
| Устройство для изготовления двухслойного гофрированного картона | 1989 |
|
SU1743892A1 |
| Способ изготовления полотен гофрокартона и устройство для его осуществления | 1990 |
|
SU1757906A1 |
| Линия для производства гофрированного картона | 1989 |
|
SU1715656A1 |
| Гофрирующее устройство | 1980 |
|
SU960347A1 |
| Устройство для гофрирования бумаги | 1978 |
|
SU776936A1 |
| Устройство для гофрирования полотна | 1979 |
|
SU787534A1 |
йзобретение относится к переработке бумаги и картона и может быть использовано в целлншозно-бумажной про- мьшшенности при изготовлении гофрированного картона. Целью изобретения является сокращение расхода бумаги и сохранение качественных показателей картона при производстве его с разными профилями гофр. В процессе гофрирования регулируют размотку бумаги так, что соотношение скорости бумаги перед зоной гофрирования и окружной скорости вращения гофрирующих валов остается на оптимально заданном уровне, который для картона с крупной волной гофр составляет от 1,45 до 1,40,- для картона со средней волной гофр от 1,40 до 1,35, а для картона с мелкой волной гофр от 1,35 до 1,30. 1 ИJi, 1 табл. i (Л со 1C ш -s4 vl 00
Редактор Н. Бобкова
Составитель Ю. Кляпин Техр ед Л.Олийнык
Заказ 2726/20 Тираж 340Подписное
ВНИШШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. А/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор И. Эрдейи
| ВЕНТИЛИРУЕМЫЙ ТОРМОЗНОЙ ДИСК ДЛЯ ТРАНСПОРТНЫХ СРЕДСТВ, В ЧАСТНОСТИ ДЛЯ ТРАНСПОРТНЫХ СРЕДСТВ ПРОМЫШЛЕННОГО НАЗНАЧЕНИЯ | 2009 |
|
RU2438049C2 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Устройство для гофрирования бумаги | 1978 |
|
SU776936A1 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
