Изобретение относится к машиностроению, а конкретно к резьбовым соединениям, применяе1у1ым во всех видах машиностроительной продукции
Цель изобретения - упрощение тех- 5 нологии изготовления резьбового соединения
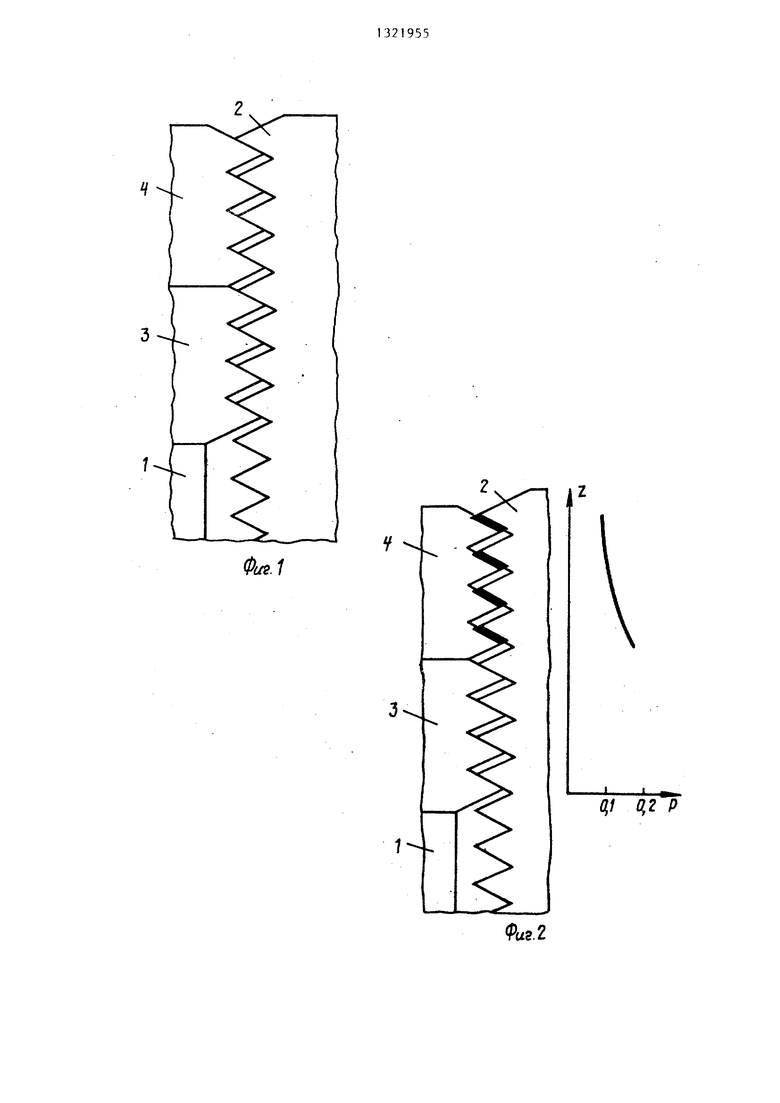
На фиг в I изображено резьбовое соединение в стадии плотного соединения нижней и верхней гаек с опорной по- fO верхностью соединяемой детали и нижней гайкой соответственноJна фиг, 2- соединение в стадии предварительной затяжки и соотззетств;|,т)щая э:тора распределения нагрузки по виткам резьбы 5 второй (верхней) гайки; на фиг, 3 - резьбовое соединение в стадии окончательной затяжки и эпюра распределения нагрузки по виткам резьбы обеих гаек,
Способ сборки резьбового соедине- 20 ния осуществляется следующим образом
В отверстие соединяемых деталей 1 устанавливают резьбовой стержень 2, на который наворачивают нижнюю 3 и верхнюю 4 гайки. Нижнюю гайку З.за- вертывают до плитного соедийенйя с поверхностью соединяемой деталиа Завертывание производя обычно от рукиа
Усилие завертьгаания 1-8 кГ, Аналогичным образом завертывают верхнюю гай- ® ку 4 до плотного соединения с поверхностью нижней гайки 3, После этого нижнюю гайку 3 удерживают от проворо- та, например, ключом, а поворотом верхней гайки 4 осуществляют предва- 35 рительную затяжку резьбового соединения. Угол поворота v при предварительной затяжке составляет обычно 3-5° Отечет последнего моядао произ вести,, если на гранях обешг гаек пред- 40 варительно затянутого соединения нанести риску. Тогда после Щ1едвари / ь тельной затяжки резьбового соединения риски на нижней и верхней гайках займут определенное положение. Раствор между ними и определяет угол поворот верхней гайки Витки верхней гайки нагружены (фиг. 2),
После предварительной затяжки соединения гайки фиксируют между собой. Это может быть осуществлено, например, сваркойо Затем осуществляют окончательную затяжку резьбового соединения совместным поворотом обеих гаек, При этом нагрузку на себя принимает нижняя гайка 3, которая в процессе предварительной затяжки играет роль шайбы. Нагрузка на верхней гайке 4 остается неизменной, В результате затяжки соединения нагруженными оказываются обе гайки (фиг, З).
Перераспределение нагрузки на витки как верхней так и нижней гаек приводит к более равномерному ее распределению, в результате чего соединение в целом оказывается более надежным.
Формула изобретения
Способ сборки резьбового соединения, заключающийся в навинчивании на резьбовой стержень двух гаек, отличающийся тем, что, с целью упрощения технологии изготовления резьбового соединения, первую гайку наворачивают до плотного соединения с опорной поверхностью соединяемой детали затем наворачивают вторую гайку до плотного соединения с торцом первой гайки, после чего, удерживая первую гайку от проворота, вторую гайку поворачивают на угол 3-5°5 взаимно фиксируют гайки и, наконец j совместш,1м поворотом обеих гаек производит окончательную затяжку резьбового соединения.
Й/г./
t--.
Раг.2
Редактор И, Николайчук
Составитель В, Афонин Техред А.Кравчук
Заказ 2740/Z9Тираж 759Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
3.3
Корректор В, Бутяга
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки резьбового соединения | 1977 |
|
SU652375A1 |
| УСТРОЙСТВО ДЛЯ ЗАТЯЖКИ ТЯЖЕЛОНАГРУЖЕННЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ БОЛЬШОГО ДИАМЕТРА | 1997 |
|
RU2137951C1 |
| Опорно-направляющее кольцо | 2018 |
|
RU2700486C1 |
| Резьбовой мастер-шаблон | 1983 |
|
SU1203253A1 |
| Крепежный элемент стопорного резьбового соединения и стопорное резьбовое соединение с его использованием | 2020 |
|
RU2743320C1 |
| Способ затяжки резьбового соединения | 2015 |
|
RU2621749C2 |
| КЛИНОВОЕ СОЕДИНЕНИЕ ОБОЛОЧЕК ВРАЩЕНИЯ | 2020 |
|
RU2737023C1 |
| Крепежный элемент стопорного резьбового соединения и стопорное резьбовое соединение с его использованием | 2021 |
|
RU2755107C1 |
| Способ сборки узла врезки и центратор | 2019 |
|
RU2725944C1 |
| ДВУХСТУПЕНЧАТАЯ ГЛАВНАЯ ПЕРЕДАЧА ТРАНСПОРТНОГО СРЕДСТВА | 1986 |
|
SU1380118A1 |

Изобретение относится к сборке резьбовых соединений, обеспечивающих равномерное распределение нагрузки по виткам. С целью упрощения технологии изготовления в резьбовом соединении, содержащем две последовательно установленных гайки, сборку осуществляют следующим образом. Первую гайку наворачивают до плотного соединения с опорной поверхностью соединяемой детали. Затем наворачивают вторую гайку до плотного соединения с торцом первой гайки. После этого, удерживая ,первую гайку от проворота, вторую гайку поворачивают на угол 3-5 , Взаимно фиксируют гайки и, наконец, совместным поворотом обеих гаек производят окончательную затяжку резьбового соединения. 3 ил. . 00 го со ел СП
| Биргер И | |||
| А | |||
| Расчет резьбы на прочность | |||
| Канд | |||
| дис | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| - М,, ЦНИИ авиационного машиностроения, 1946, § 3, с | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
