1 13
Изобретение относится к литейному производству, в частности к литниковым системам для заливки форм, обеспечивающим ввод твердых дробленых присадок в струю жидкого металла,
Цель изобретения - повышение качества металла.
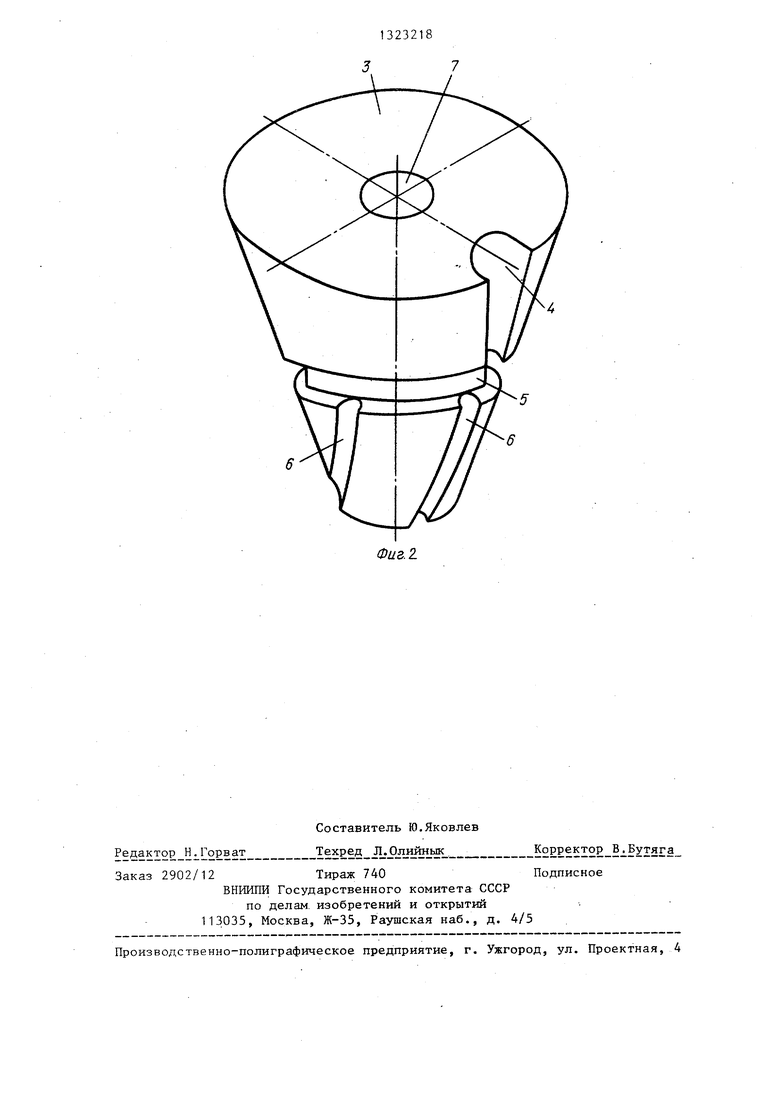
На фиг.1 показана литниковая система, разрез5 по центральной плоскос- ти на фиг.2 - стержень, общий вид.
Литниковая система содержит литниковую чашу 1 и центральньй стояк 2, соединенные между собой системой каналов, образованных стержнем 3. Стер жень 3 выполнен в виде усеченного конуса, на боковой поверхности которого у большего основания выполнен входной канал 4, соединенный с литниковой чашей 1 и кольцевым горизонтальным коллектором 5. От кольцевого коллектора 5 по конической поверхности стержня 3 отходят наклонно-винтовые каналы 6, сходящиеся у центрального стояка 2. В стержне 3 выполнен канал 7 для ввода твердой дробленой присадки, ось которого совпадает с осью центрального стояка 2. Позициями 8-10 обозначены обычные элементы литниковой системы - рабочая полость, шлакоуловитель, питатель соответственно
Литниковая система работает следующим образом.
Жидкий металл заливают в литниковую чашу 1, затем по наклонному входному каналу 4, оформленному литнико- вым стержнем 3, он поступает в гори- зонтальный коллектор 5, из которого по наклонно-винтовым каналам 6 в виде закручивающейся струи поступает в центральный стояк 2, При входе в центральньш стояк 2 образуется воронка, куда по центральному каналу 7 литникового стержня 3 поступает твердая дробленая присадка. Последняя захватывается закручивающейся струей жид- кого металла, расплавляется под дей
5
0
32
5
5
0
18 2
г
ствием высокой температуры его, происходит модифицирование за счет диффузионных процессов. Обработка металла твердой дробленой присадкой происходит в полной изоляции от кислорода воздуха, что исключает окисление его и элементов присадки. Вращение струи заливаемого металла увеличивает поверхность контакта металл-присадка, быстрее идет процесс плавления присадки, более полное ее усвоение, сокращается время диффузионных процессов. Обработанньм присадками металл поступает в рабочую полость формы 8 через последующие элементы литниковой системы - шлакоуловитель 9 и питатели 10, которые, как обычно, выполняются в форме.
Предложенное устройство литниковой системы позволяет повысить качество металла за счет устранения окисления металла и элементов твердых дробленых присадок и более полного усвоения их, что приводит к экономии расхода присадок.
Формула изобретения
Литниковая система, содержащая заливочный узел в виде стержня с центральным стояком, центральным каналом для ввода твердой дробленой присадки и входным наклонным каналом для подачи металла, отличающаяся тем, что, с целью улучшения качества металла, стержень выполнен в виде усеченного конуса, входной наклонный канал для подачи металла выполнен на боковой поверхности стержня, при этом на поверхности последнего выполнены , наклонно-винтовые каналы и кольцевой горизонтальный коллектор, сооб- щенньй соответственно сверху с входным наклонным каналом и снизу - с наклонно-винтовыми каналами.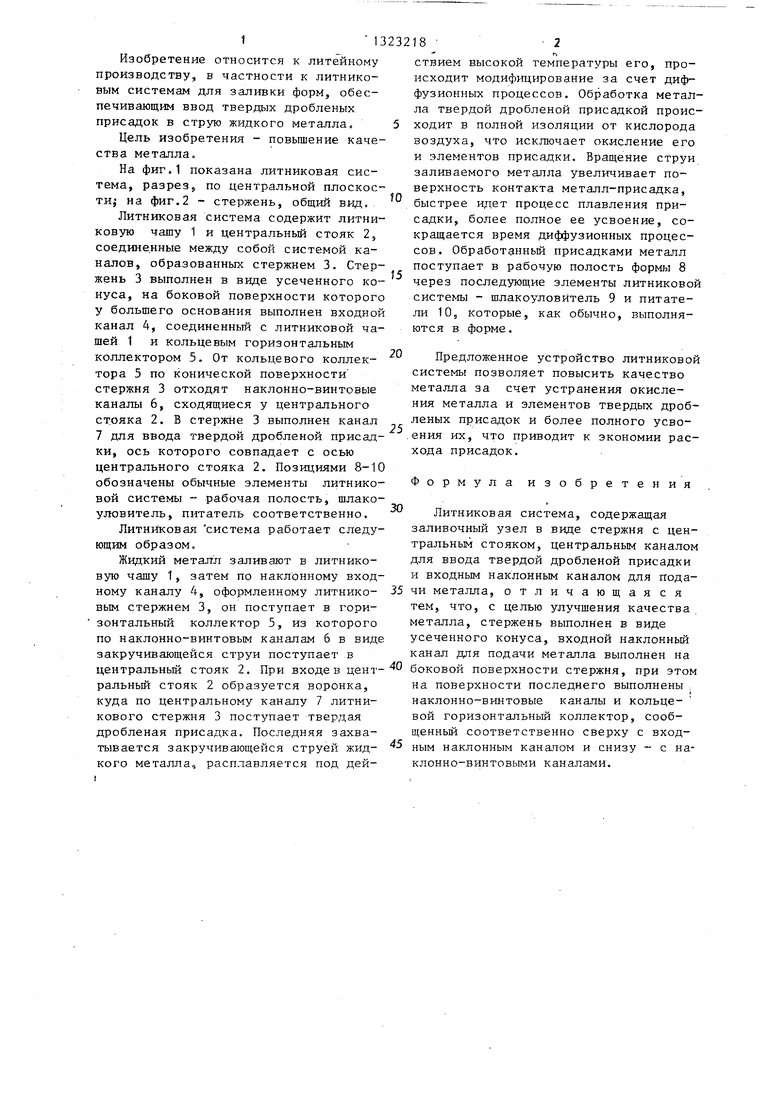
| название | год | авторы | номер документа |
|---|---|---|---|
| Литниковая система для внутриформенного модифицирования | 1985 |
|
SU1289589A1 |
| ЛИТНИКОВАЯ СИСТЕМА | 1995 |
|
RU2098219C1 |
| Литниковая система для обработки жидкого металла присадками | 1985 |
|
SU1284681A1 |
| Способ обработки металла в литейной форме | 1977 |
|
SU727325A1 |
| ЛИТНИКОВАЯ СИСТЕМА С ЗУМПФ-ВСТАВКОЙ | 2013 |
|
RU2557037C2 |
| ЛИТНИКОВО-ПИТАЮЩАЯ СИСТЕМА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК в ПРОИЗВОДСТВЕ литья по ВЫПЛАВЛЯЕМЫММОДЕЛЯМ | 1968 |
|
SU206810A1 |
| Литниковая система для сифонной заливки керамических форм | 1989 |
|
SU1720782A1 |
| Литниковая система | 1980 |
|
SU869936A1 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
| Литниковая система для внутриформенного модифицирования металла | 1985 |
|
SU1380858A1 |
Изобретение относится к литейному производству, в частности к литни7 НОВЫМ системам для заливки форм, обеспечивающим ввод твердых дробленых присадок в струю жидкого металла. Цель изобретения - повьппение качества металла. Жидкий металл заливают через литниковую чашу 1, наклонный входной канал 4, оформленный литниковым стержнем 3. Затем он поступает в горизонтальный коллектор 5, из которого .по наклонно-винтовым каналам 6, в виде закручивающейся струи поступает в центральный стояк 2. При входе в центральный стояк 2 образуется воронка, куда по центральному каналу 7 литникового стержня 3 поступает твердая дробленая присадка. Повышение качества металла обеспечивается устранением окисления металла и присадок и более полным их усвоением, что приводит к экономии расхода присадок. 2 ил. |оо Ьо «.л.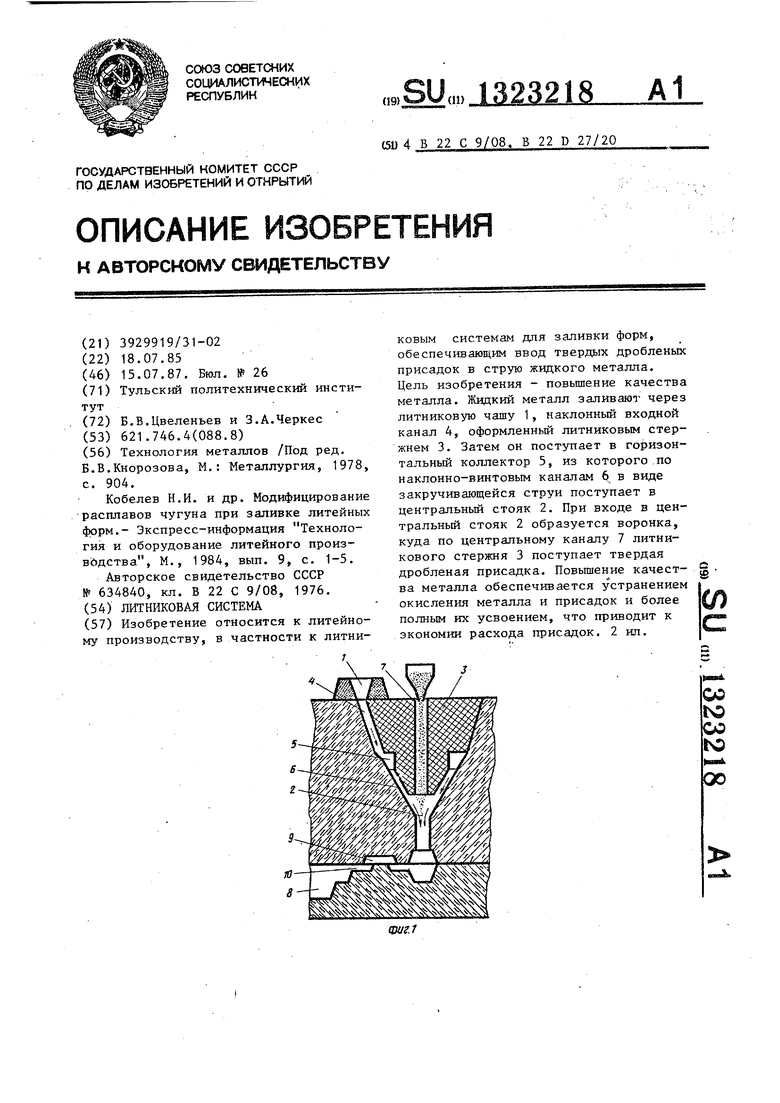
| Технология металлов /Под ред | |||
| Б.В.Кнорозова, М.: Металлургия, 1978, с | |||
| РУССКАЯ ПЕЧЬ С ПЛИТОЙ И ДЫМООБОРОТАМИ | 1923 |
|
SU904A1 |
| Кобелев Н.И | |||
| и др | |||
| Модифицирование расплавов чугуна при заливке литейных форм.- Экспресс-информация Технология и оборудование литейного произ- вЬдства, М., 1984, вып | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Стакан для слива и модифицирования жидкого металла | 1976 |
|
SU634840A1 |
