Изобретение относится к литейному производству, в частности к литниковым системам для производства отливок из плено-. образующих сплавов методом литья по выплавляемым моделям.
Известна литниковая система для сифонной заливки, включающая литниковую чашу, заливочный стояк, фильтрующий элемент, установленный в стояке, и питатели. При заливке расплавленный металл, проходя через пропускные отверстия фильтрующего элемента, очищается от крупных неметаллических включений и плен.
Однако в этом случае происходит увеличение количества вторичных дефектов, воз- никающих в форме (окисных пленок, корольков) в результате гидравлического удара струи заливаемого металла о фильтрующий элемент. Вследствие этого может
произойти преждевременное закупоривание отверстий фильтра. Поэтому при такой конструкции литниковой системы необходимо использовать фильтры с пропускными отверстиями большого диаметра, что сказывается на качестве фильтруемого металла.
Известна литниковая система, содержащая фильтрующий элемент, размещенный в коллекторе.
Ее недостатком является ограниченность технологических возможностей ввиду использования в разъемных формах. Для использования ее в неразъемных формах нужны дополнительные усовершенствования.
Известна литниковая система для сифонной заливки керамических форм, содержащая прямой и обратный стояки, сообщенные в нижней части литниковым каналом, питатель, связывающий обратный стояк с отливкой.
VJ
ГО
о
XI
со
ю
Однако такая конструкция не обеспечивает достаточную степень очистки от неметаллических включений. Это объясняется тем, что в данном случае процесс шлакоза- держания в значительной мере связан со следующими факторами: скоростью заливки, размерами и формой неметаллических включений, склонностью стали к пленооб- разованию и т.д., имеющими нестабильный характер. Определенную трудность представляет выбор оптимальной формы и расчет шлакоуловителя. Это ведет к повышению трудозатрат на изготовление и доработку пресс-формы.
Следовательно, технологические возможности известной литниковой системы ограничены из-за невозможности установки фильтрующего элемента и трудностей, связанных с доработкой литниковой системы.
Цель изобретения - повышение качества отливок и расширение технологических возможностей за счет обеспечения многоступенчатой фильтрации и дополнительной обработки расплава в форме.
Поставленная цель достигается тем, что литниковая система для сифонной заливки керамических форм, включающая прямой и обратный стояки, сообщенные в нижней части литниковым каналом, питатель, связывающий обратный стояк с отливкой, снабжена фильтрующим элементом, размещенным в обратном стояке между литниковым каналом и питателем. На наружном контуре фильтрующего элемента выполнены выступы, а в стенке обратного стояка - ответные им направляющие пазы. В стенке обратного стояка, в месте установки фильтрующего элемента, выполнена фиксирующая выточка. Выступы на фильтрующем элементе выполнены в виде участков окружности или синусоиды.
В предлагаемой системе фильтрующий элемент размещен в непосредственной близости от питателей, что обеспечивает повышение качества изготавливаемых отливок. Размещение фильтрующего элемента в обратном стояке создает более благоприятные условия для плавного заполнения формы за счет уменьшения силы гидравлического удара о фильтрующий элемент и снижения турбулентности потока; позволяет применить фильтры с меньшими пропускными отверстиями, чем при установке фильтрующего элемента в прямом стояке, вследствие уменьшения вторичного шлакообразования. Кроме того, установка фильтрующего элемента около питателей уменьшает загрязнение отливок неметаллическими включениями (вторичными шлаками и пленами), образующимися во время течения профильтрованного расплава в форме в некоторых зонах литниковой системы из-за завихрений и местных гидравлических микроударов.
Данная конструкция пред полагает установку фильтра после вытапливания модельного состава, что обеспечивает более полное удаление последнего из оболочки по
0 сравнению с вариантом установки фильтра непосредственно в пресс-форму перед заполнением ее модельным составом. Изобретение создает возможность для установки дополнительных фильтрующих
5 элементов при условии выполнения добавочных поперечных фиксирующих выточек в стенке обратного стояка. Таким образом, представляется технологическая возможность одновременного применения фильт0 ров с разным диаметром пропускных отверстий - схемы многоступенчатой фильтрации.
Кроме того, изобретение создает условия для дополнительной обработки распла5 за в форме. В этом случае пространство в нижней части обратного стояка, ограниченное сверху жестко закрепленным фильтрующим элементом, может использоваться как своеобразная камера.для обработки жидко0 го металла при помещении в нее фильтрующего огнеупорного зернистого материала либо технологической присадки - растворимой твердой фазы в виде кусков модифика- тора, легирующего компонента,
5 раскислителя и т.д.
Применение фильтрующего элемента с наружным контуром, имеющим выступы в форме окружности или синусоиды, обеспечит отсутствие острых кромок и более лег0 кую установку и фиксацию элемента при сборке формы.
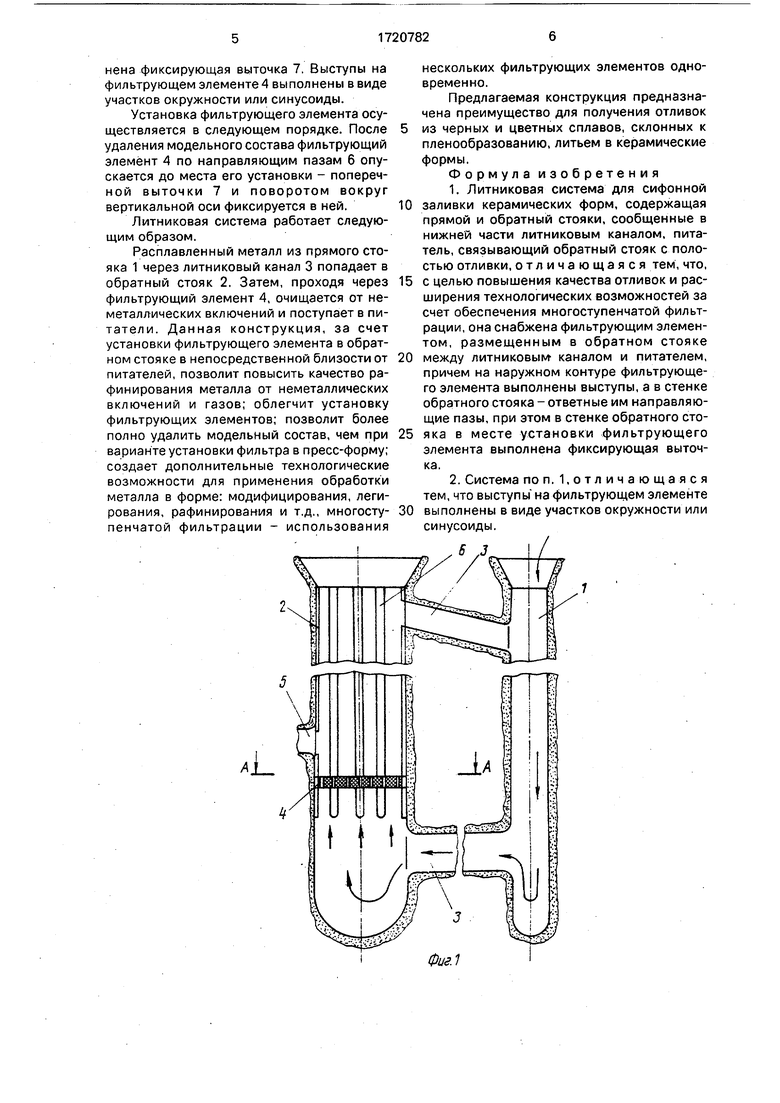
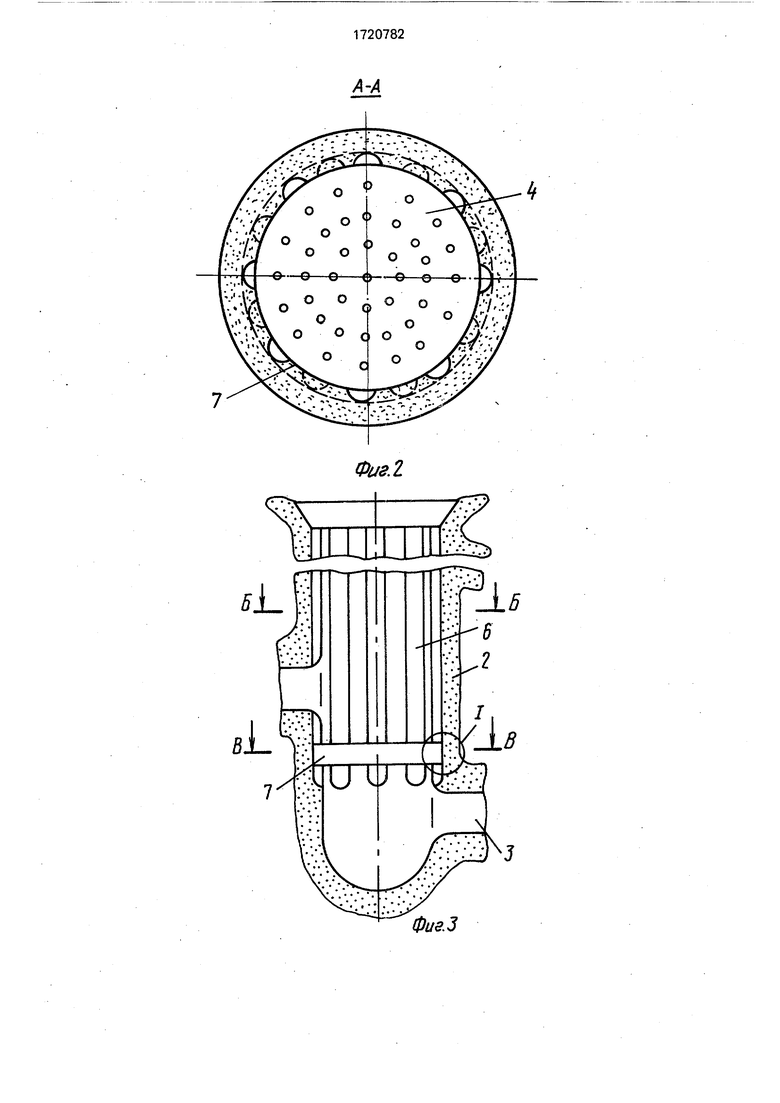
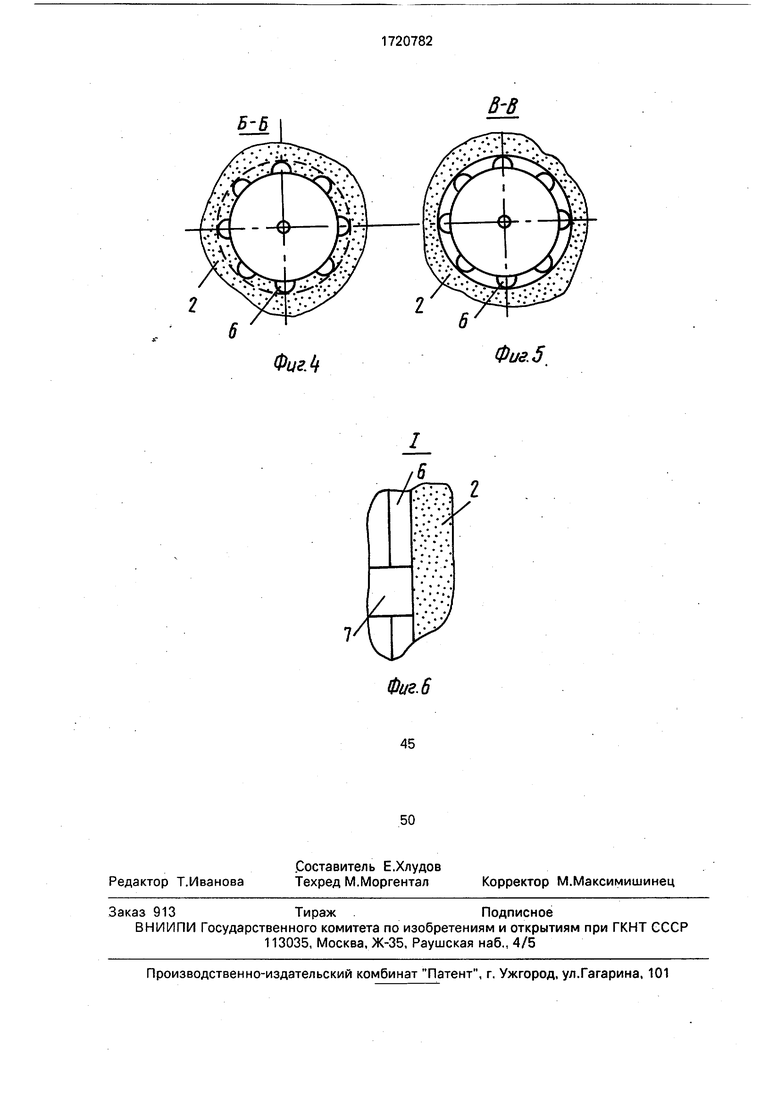
На фиг. 1 схематически представлена конструкция предлагаемой литниковой системы; на фиг. 2 - разрез А-А на фиг. 1; на
5 фиг.З - обратный стояк без фильтрующего элемента; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 3; на фиг. 6 - узел I на фиг. 3.
Литниковая система содержит прямой 1
0 и обратный 2 стояки, сообщенные в нижней части литниковым каналом 3, который может быть выполнен как шлакоуловитель, фильтрующий элемент 4 и питатель 5, связывающий обратный стояк 2 с отливкой. В
5 стенках обратного стояка 2, выше литнико- . вого канала 3, выполнены направляющие пазы 6, а на наружном контуре фильтрующего элемента - ответные им выступы, При этом в стенке обратного стояка, в месте установки фильтрующего элемента 4, выполйена фиксирующая выточка 7. Выступы на фильтрующем элементе 4 выполнены в виде участков окружности или синусоиды.
Установка фильтрующего элемента осуществляется в следующем порядке. После удаления модельного состава фильтрующий элемент 4 по направляющим пазам 6 опускается до места его установки - поперечной выточки 7 и поворотом вокруг вертикальной оси фиксируется в ней.
Литниковая система работает следующим образом.
Расплавленный металл из прямого стояка 1 через литниковый канал 3 попадает в обратный стояк 2. Затем, проходя через фильтрующий элемент 4, очищается от неметаллических включений и поступает в пи- татели. Данная конструкция, за счет установки фильтрующего элемента в обратном стояке в непосредственной близости от питателей, позволит повысить качество рафинирования металла от неметаллических включений и газов; облегчит установку фильтрующих элементов; позволит более полно удалить модельный состав, чем при варианте установки фильтра в пресс-форму; создает дополнительные технологические возможности для применения обработки металла в форме: модифицирования, легирования, рафинирования и т.д., многосту- пенчатой фильтрации - использования
нескольких фильтрующих элементов одновременно.
Предлагаемая конструкция предназначена преимущество для получения отливок из черных и цветных сплавов, склонных к пленообразованию, литьем в керамические формы.
Формула изобретения
1.Литниковая система для сифонной заливки керамических форм, содержащая прямой и обратный стояки, сообщенные в нижней части литниковым каналом, питатель, связывающий обратный стояк с полостью отливки, отличающаяся тем, что, с целью повышения качества отливок и расширения технологических возможностей за счет обеспечения многоступенчатой фильтрации, она снабжена фильтрующим элементом, размещенным в обратном стояке между литниковым- каналом и питателем, причем на наружном контуре фильтрующего элемента выполнены выступы, а в стенке обратного стояка - ответные им направляющие пазы, при этом в стенке обратного стояка в месте установки фильтрующего элемента выполнена фиксирующая выточка.
2.Система по п. 1,отличающаяся тем, что выступы на фильтрующем элементе выполнены в виде участков окружности или синусоиды.

| название | год | авторы | номер документа |
|---|---|---|---|
| МОДЕЛЬНЫЙ КОМПЛЕКТ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО РАЗОВЫМ МОДЕЛЯМ | 1991 |
|
RU2025193C1 |
| Литниковая система для внутриформенного модифицирования металла | 1985 |
|
SU1380858A1 |
| Литниковая система | 1980 |
|
SU869936A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ СТАЛЬНЫХ ОТЛИВОК | 1992 |
|
RU2088372C1 |
| Литниковая система для внутриформенного модифицирования | 1982 |
|
SU1044410A1 |
| ЛИТНИКОВАЯ СИСТЕМА | 1995 |
|
RU2098219C1 |
| Литниковая система | 1985 |
|
SU1380848A1 |
| ЩЕЛЕВАЯ ЛИТНИКОВАЯ СИСТЕМА | 2007 |
|
RU2341351C2 |
| ШЛАКОУЛАВЛИВАЮЩЕЕ УСТРОЙСТВО В ЛИТЕЙНОЙ ФОРМЕ | 2001 |
|
RU2213641C2 |
| Литниковая система | 1983 |
|
SU1138229A1 |
Изобретение относится к литейному производству, в частности к литниковым системам для изготовления отливок методом литья по выплавляемым моделям. Цель изобретения - повышение качества отливок и расширение технологических возможностей. Литниковая система содержит прямой 1 и обратный 2 стояки, фильтрующий элемент 4, размещенный в обратном стояке 2. В месте установки фильтрующего элемента 4 в стенке стояка 2 выполнена фиксирующая выточка 7. На наружной поверхности фильтрующего элемента 4 выполнены выступы, а на внутренней поверхности обратного стояка 2 - ответные им пазы. 1 з.п. ф-лы, 6 ил.
Ј-гпф
1 8Пф
ZQLQZLl
Фиг Ь
Фиг. 5
2
: : /
/
Фиг. 6
| Литниковая система | 1984 |
|
SU1148693A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Чубарин В.А., Капцов Л.М | |||
| Сборная литниковая система при литье по выплавляемым моделям.-Литейное производство, 1975, ж | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
