Изобретение относится к сварочному производству, а именно к контактной стыковой сварке непрерывным оплавлением детапей с развитым сечением.
Целью Изобретения является повыше ние качества контроля сварного соединения .
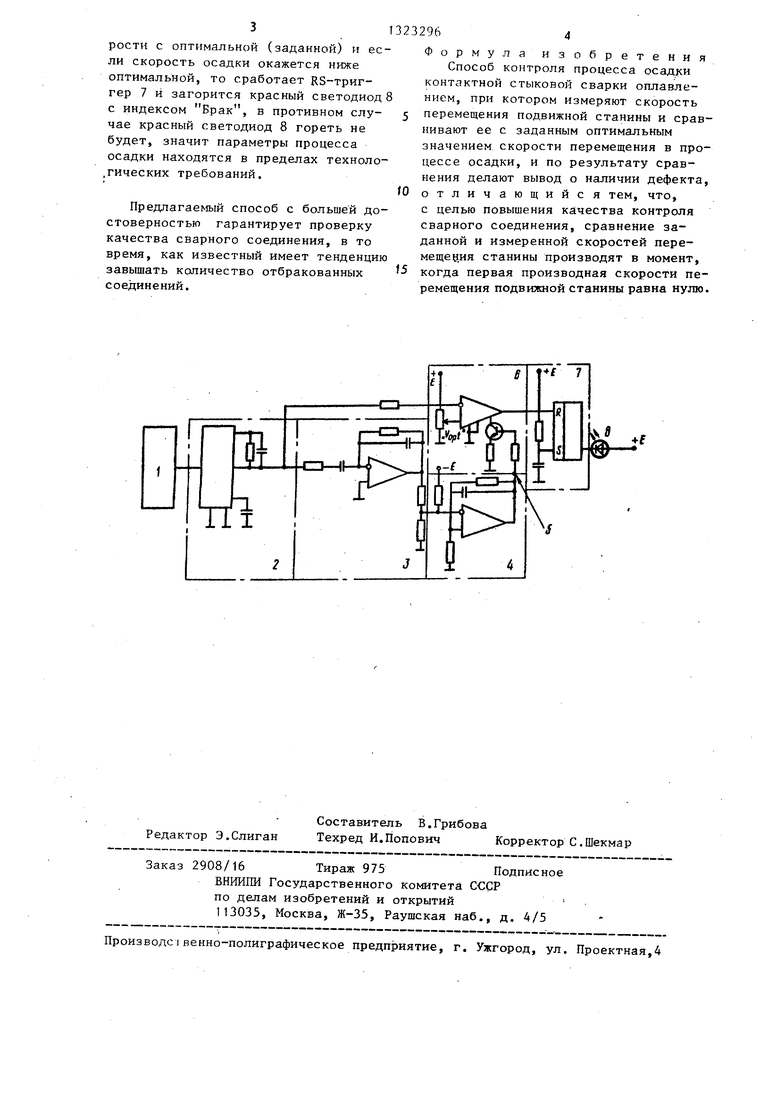
На чертеже показан один из возможных вариантов реализации предлагаемого способа.
В предлагаемом способе контроля выбор момента сравнения обусловлен тем обстоятельством, что равенство нулю первой производной скорости означает отсутствие ускорения, т.е. скорость постоянна. Результат сравнения в этом случае однозначно указывает на то, что процесс осадки про- изошел с оптимальной скоростью. Осадка является заключительным этапом процесса сварки, определяющим качество соединения. Процесс осадки характеризуется двумя основными парамет- рами; величиной осадки скоростью V.
Минимальная величина осадки при наличии на торцах слоя жидкого металла
2
Р
)
де
уSfйцр-. тор
зазор между оплавленными цами;
толш;ина слоя жидкого металла;
глубина кратеров; коэффициент, учитывающий степень деформащ1и в зависимости от нагрева.
Эта зависимость показывает, что
для качественной осадки необходимо пройти зазор между оплавленными торцами, вьщавить жидкий металл и давлением устранить самые глубокие кратера, не оставляя в стыке пустот или жидкого металла, на сварочной машине устанавливается для каждогр изделия индивидуально и в процессе осадки не изменяется, причем установленная величина осадки и д, учитывает все слагаемые приведенной зависимости ( 1) .Для того, чтобы учесть градиент темпераdr
туры --- , команду на включение
у
осадки подают по программе, которая должна обеспечить необходимый нагрев. Программирование начала осадки осуществляется по времени, пройденному расстоянию или непосредственно по.достижении нужного градиdr
ента -- а.
, определяемого с помощью
ра д, жидкого
термопар.
Скорость осадки V, требуемая для получения качественного соединения, должна быть такой, чтобы за время, необходимое для закрытия зазо- полного удаления из стыка
металла н окислов и закрытия всех кратеров, температура металла в стыке не опустилась ниже температуры плавления окислов или температуры, при которой металл теряет свойства жидкотекучести.
Именно это требование закрытия зазора и вьщавливания жидкого металла с достаточной скоростью положено в основу способа. А поскольку сопротивление жидкого металла давлению невелико, то скорость осадки V определяется только параметрами оборудования и для конкретной машины при условии ее исправности является постоянной, что соответствует равенству ну-.
лю
„ dVoc п первой производной --;-- 0 ско-
р35
40
45
50
55
рости. Если по какой-либо причине изменяются механические параметры сварочной машины, то изменится и скорость осадки, в результате получится некачественный стык, который будет сразу определен при использовании способа.
Устройство для реализации способа работает следующим образом.
Сигнал в виде последовательности импульсов с датчика 1 скорости поступает на преобразователь 2 частота- напряжение, с выхода которого напряжение, пропорциональное частоте, которая однозначно определяет скорость перемещения, поступает на дифференцирующий усилитель 3, сигнал на выходе которого изменяется по мере разгона подвижной станины, и когда скорость достигнет установившегося максимального значения, сигнал на выходе диф4)еренцирующего усилителя 3 станет равен нулю. Этот момент отметит компаратор 4 нуля, он через вход Строб 5 компаратора 6 сравнения разрепшт сравнение измеренной ско
3
рости с оптимальной (заданной) и ли скорость осадки окажется ниже оптимальной, то сработает RS-триг гер 7 и загорится красный светоди с индексом Брак, в противном слчае красный светодиод 8 гореть не будет, значит параметры процесса осадки находятся в пределах техно .гических требований.
Предлагаемый способ с большей достоверностью гарантирует проверку качества сварного соединения, в то время, как известный имеет тенденцию завышать количество отбракованных соединений.
Ф о
рмула изобретения Способ контроля процесса осадки контактной стыковой сварки оплавлением, при котором измеряют скорость перемещения подвижной станины и сравнивают ее с заданным оптимальным значением скорости перемещения в процессе осадки, и по результату сравнения делают вывод о наличии дефекта, отличающийся тем, что, с целью повышения качества контроля сварного соединения, сравнение заданной и измеренной скоростей пере- мещеция станины производят в момент, когда первая производная скорости перемещения подвижной станины равна нулю.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля процесса осадки контактной стыковой сварки оплавлением | 1987 |
|
SU1558606A1 |
| Способ контроля процесса осадки контактной стыковой сварки непрерывным оплавлением | 1981 |
|
SU1002117A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| Способ контактной стыковой сварки оплавлением | 1987 |
|
SU1500447A1 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1655708A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ПАРТИИ ОДИНАКОВЫХ ДЕТАЛЕЙ | 1987 |
|
SU1721945A1 |
| Способ контактной стыковой сварки | 1982 |
|
SU1074683A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2433895C1 |
| Способ контроля качества соединений в процессе контактной стыковой сварки | 1990 |
|
SU1754367A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2434725C1 |
Изобретение относится к сварочному производству, а именно к контактной стыковой сварке непрерывным оплавлением деталей с развитым сечением. Изобретение позволяет повысить качество контроля сварных соединений. Для этого измеряют скорость перемещения подвижной станины. Сравнивают ее с заданным оптимальным значением скорости перемещения в процессе осадки. Сравнение заданной и измеренной скоростей производят в . момент, когда первая производная скорости перемещения подвижной станины равна нулю. Выбор момента сравне- ния обусловлен отсутствием ускорений, т.е. скорость постоянна. Результат сравнения указывает на то, что процесс осадки произошел с оптимальной скоростью. Осадка определяет качество соединения. При изменении механических параметров сварочной машины меняется и скорость осадки, а следовательно, повьш1ается качество стыка. 1 ил. с S (Л
Редактор Э.Слиган
Составитель В.Грибова
Техред И.Попович Корректор С.Шекмар
Заказ 2908/16 Тираж 975Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Произволе венно-полиграфическое предприятие, г. Ужгород, ул. Проектная,4
| Способ контроля процесса осадки контактной стыковой сварки непрерывным оплавлением | 1983 |
|
SU1109283A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ контроля процесса осадки контактной стыковой сварки непрерывным оплавлением | 1981 |
|
SU1002117A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Гельман А.С | |||
| Основы сварки давлением | |||
| М.: Машиностроение, 1970, с | |||
| Топочная решетка для многозольного топлива | 1923 |
|
SU133A1 |
