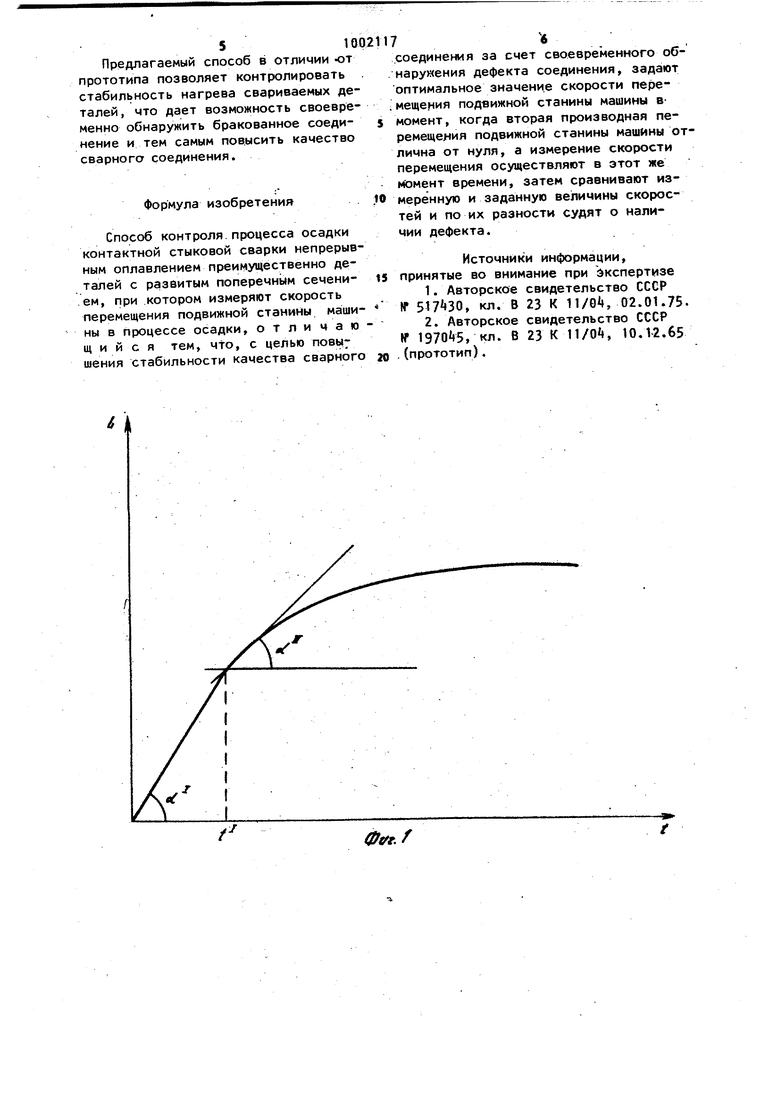
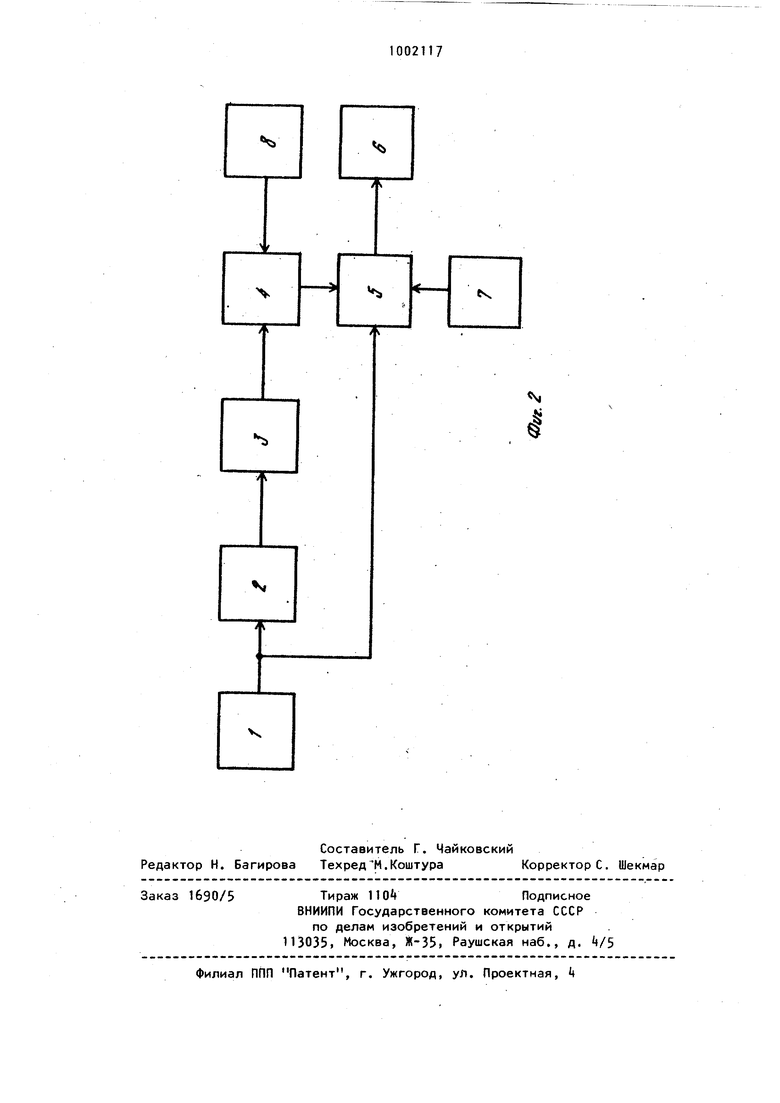
310 оплавлением контролируют по скорости осадки в определенный момент времени Целью изобретения является повышение стабильности качества сварного соединения за своевременного обнарушения дефекта соединения. Цель достигается тем, что в спосо бе контроля процесса осадки контактной стыковой сварки непрерывным оплавлением преимущественно деталей с развитым поперечным сечением, при ко тором измеряют скорость перемещения подвижной станины машины, в процессе осадки задают оптимальное значение скорости перемещения подвижной стаНИНЫ машины в момент, когда вторая производная перемещения подвижной станины машины отлична от нуля, а измерение скорости перемещения осуществляют в этот же момент времени, затем сравнивают измеренную и ,заданную величины скоростей и по их разности судят о наличии дефекта. На фиг, 1 показана кривая перемещения подвижной станины машины на этапе осадка; на фиг. 2 - блок-схема для реализации предлагаемого способа. На фиг. 1 показана кривая, иллюст рирующая характер перемещения подвиж ной станины на этапе осадки при свар ке рельсов Р65 на машине типа К-190П На фиг. 1 приняты следующие обозначения; t - длительность первого эта па, скорость которого у равна тангенсу угла наклона otV Vj, - тачальная скорость перемещения станины на втором этапе, равная тангенсу угла наклона. . W „ Характер перемещения подвижной ст нины при осадке, приведенный на фиг. обусловлен тем, что на первом этапе .происходит перемещение на величину зазора между деталями, при этом подвижная станина движется. Почти не встречая сопротивления. Затем, когда площадь соприкосновения оплавляемых поверхностей станет достаточно большой, происходит резкое падение скорости. Определить этот момент можно по второй производной перемещения по времени, которая принимает значение, отличное от нуля. Начальная скорость перемещения на втором этапе будет тем выше, чем ниже градиент темпера ТурНОГО поля. Поскольку скорость обратно пропорциональна градиенту температурного поля, то, контролируя 4 ее величину, можно судить о стабильности нагрева свариваемых деталей. Предлагаемый способ заключается в том, что контролируется начальная скорость осадки на втором этапе путем измерения скорости перекрещения подвижной станины в момент времени, когда вторая производная во времени станет отличной от нуля. На фиг, 2 показан пример реализации предложенного способа. Сварочная машина 1 соединена с последовательно соединенными датчиком 2 скорости перемещения подвижной плиты сварочной машины, дифференцирующим блоком 3, нуль-органом i, блоком 5 сравнения и блоками 6 индикации. Второй вход блока 5 сравнения соединен со сварочной машиной, а третий его вход с задатчиком 7 оптимальной величины скорости. К второму входу нуль-органа подключен программирующий блок. Устройство контроля работает следующим образом. 3 процессе сварки с датчика 2 перемещения поступает сигнал пропорциональный скорости перемещения подвижной -плиты сварочной машины,на вход блока 5 сравнения и дифференцирующего блока .3. На выходедифференцирующего блока 3 получаем сигнал, пропорциональный второй производной перемеще 2, ния по времени - В момент вклю. :,. di:2 чения осадки по команде программирующего блока 8 в нуль-орган 4 поступает разрешение на измерение величины . В момент времени, когда dt . di ctaHeT отличной от нуля, с выхода нуль-органа А.на. вход блока 5 сравнения поступает импульс-команда разрешения контроля скорости перемещения подвижной станины. Если контролируемая величина скорости - будет отличаться в ту или иную сторону от оптимального значения, установленного задатчиком 7, то с выхода блока 5 сравнения поступает сигнал рассогласования в блок 6 индикации. В частности, применительно к сварке рельсов на машине типа К-190П экспериментально установлено, что оптимальное значение начальной скорости второго этапа осадки находится в пределах 10-12 мм/с. 5 lo Предлагаемый способ в отличии ют прототипа позволяет контролировать стабильность нагрева свариваемых деталей, что дает возможность своевременно обнаружить бракованное соединение и тем самым повысить качество сварного соединения. Формула изобретения Способ контроля.процесса осадки контактной стыковой сварки непрерывным оплавлением преимущественно деталей с развитым поперечным сечением, при котором измеряют скорость перемещения подвижной станины машины в процессе осадки, отличаю щийся тем, 4to, с целью повы шения стабильности качества сварного . соединения за счет своевременного обнаруиения дефекта соединения, задают оптимальное значение скорости перемещения подвижной станины машины вмомент, когда вторая производная перемещения подвижной станины машины отлична от нуля, а измерение скорости перемещения осуществляют в этот же момент времени, затем сравнивают измеренную и заданную величины скоростей и по их разности судят о наличии дефекта. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР ff SiyjBO, кл. В 23 К ИМ, 02.01.75. 2.Авторское свидетельство СССР № ТЭТО, кл. В 23 К 11/О, 10.12.65 .(прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля процесса осадки контактной стыковой сварки оплавлением | 1987 |
|
SU1558606A1 |
| Способ контроля процесса осадки контактной стыковой сварки оплавлением | 1986 |
|
SU1323296A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ПАРТИИ ОДИНАКОВЫХ ДЕТАЛЕЙ | 1987 |
|
SU1721945A1 |
| Способ контроля качества соединений в процессе контактной стыковой сварки | 1990 |
|
SU1754367A1 |
| Способ контроля величины осадки при контактной стыковой сварке оплавлением | 1982 |
|
SU1094696A1 |
| Способ регулирования процесса контактной стыковой сварки оплавлением | 1983 |
|
SU1080941A1 |
| Способ контактной стыковой сварки импульсным оплавлением | 1980 |
|
SU946850A1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| Способ контроля качества соединений в процессе контактной стыковой сварки | 1986 |
|
SU1454605A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2433895C1 |
0fft.f
N
