Изобретение относится к неразрушающему контролю изделий из ферромагнитных материалов и может быть использовано при контроле качества термической обработки и механических свойств изделий во всех отраслях машиностроения.
Целью изобретения является повышение достоверности контроля путем исключения влияния на результаты контроля толщины изделия.
Устройство работает следующим образом.
Счетчики 7 и 8 импульсов устанавливают на заданное количество и включают блок 1 намагничивания. При этом контролируемое изделие, на которое предварительно установлен намагничивающий соленоид преобразователя 2, начинает намагничиваться, а вторичный сигнал преобразователя 2 (с его измерительного элемента -
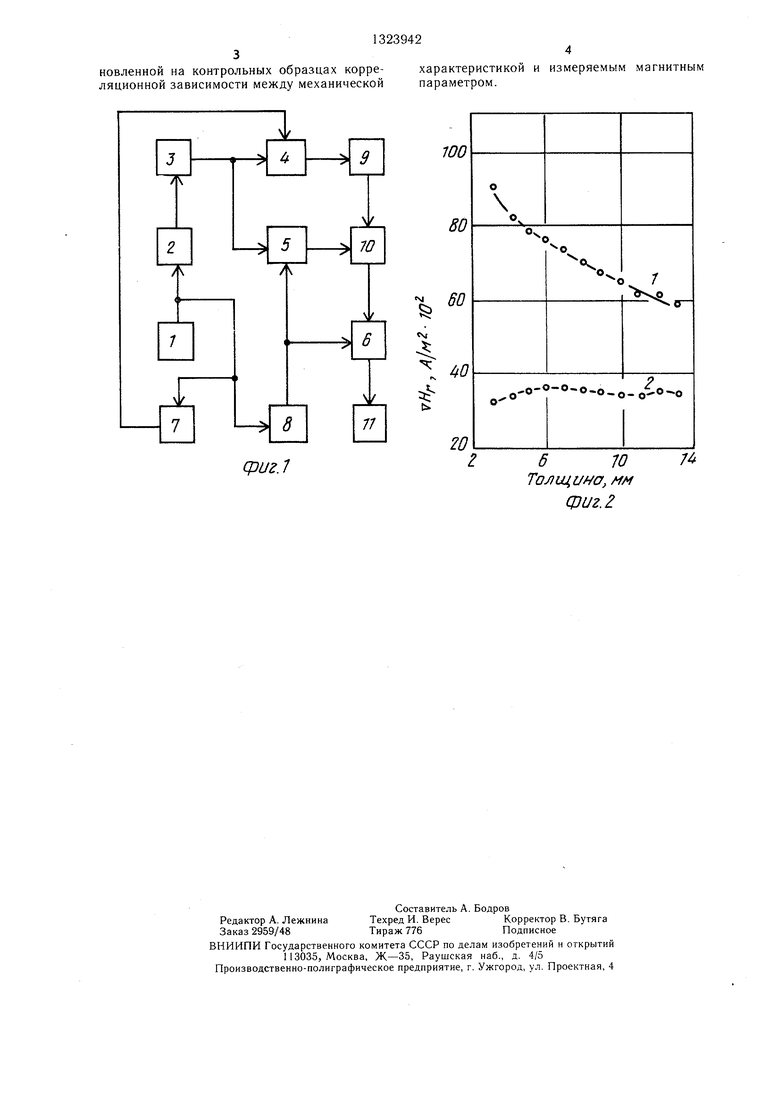
На фиг. 1 показана структурная схема феррозонда-градиентометра) поступает в устройства для реализации предлагаемого блок 3 измерения градиента напряженности способа; на фиг. 2 - зависимость величины градиента VH j поля после 10 импульсов
поля остаточной намагниченности. С выхода блока измерения сигнал поступает на электронные ключи 4 и 5, управляемые
тов VH после десяти и одного импульса счетчиками 7 и 8 импульсов, при этом (кривая 2) от толщины образцов (для ста- счетчик 7 открывает ключ 4 после первого импульса и затем закрывает его, а счетчик 8 открывает ключ 5, а также ключ 6 только после прохождения всей серии импульсов. В результате по окончании цикла
элемент - соленоид и измерительный эле- 20 намагничивания в блок 10 вычитания из мент - феррозонд-градиентометр, блок 3 блока 9 запоминания и непосредственно измерения, электронные ключи 4, 5 и 6,из блока 3 измерения через электронный
счетчики 7 и 8 импульсов, блок 9 запо-ключ 5 поступает сигнал, характеризуюминания, блок 10 вычитания, и индикатор 11.щий величину градиента напряженности
Блок 1 намагничивания соединен последо- jc поля остаточной намагниченности, после
(кривая 1) и разности величин градиенли 45).
Устройство для реализации способа содержит блок 1 намагничивания, преобразователь 2, содержащий намагничивающий
вательно с намагничивающим соленоидом преобразователя 2 и счетчиками 7 и 8 импульсов. Выход счетчика 7 и инверсный выход счетчика 8 соединен соответственно с электронными ключами 4 и 5, 6.
Феррозонд-градиентометр преобразова- о теля 2 соединен последовательно с блоком
первого и последнего из серии намагничивающих изделие импульсов. К этому же времени открывается электронный ключ 6 и результат вычитания, служащий параметром контроля, подается на индикатор 11. Изобретение обеспечивает меньшую зависимость результатов измерений от толэлектронный ключ 6 соединен с индикатором 1.
Способ осуществляют следующим образом.
3 измерения, выход которого через электрон-щины контролируемого и.зделия, что в предные ключи 4 и 5 связан соответственно ставленном на фиг. 2 интервале толщин с блоком 9 запоминания и блоком 10 вы- составляет не более 2% на 1 мм (для про- читания, при этом сигнал с блока запо- тотипа около 10% на 1 мм), а в целом минания подается на второй вход блока 35 Р изменении толщины от 3 до 13 мм сос- вычитания, а выход последнего через тавляет 10% против 50% для прототипа.
Это позволяет повысить достоверность контроля, упростить и ускорить процесс внедрения неразрушающего контроля в случае объединения в единый информационный
Намагничивающий соленоид, соединен- 0 массив результатов испытаний на разных ный с блоком 1 намагничивания, уста- толщинах, навливают торцом на поверхность контролируемого изделия (не показано) и пропускают через него серию импульсов тока постоянной амплитуды. В процессе намаг- д ничивания измеряют величину нормальной составляющей градиента напряжнности Поля остаточной намагниченности, например, с помощью феррозонда-градиентометра, расположенного внутри намагничивающего соленоида вдоль его оси. Измерения про- 50 ности изделия, и измеряют нормальную водят во временном интервале между пер-составляющую градиента напряженности
поля остаточной намагниченности, отличающийся тем, что, с целью повышения достоверности контроля, измеряют величину градиента напряженности поля остаточной нареляционных связей между магнитными 55 магниченности после первого импульса, на- свойствами и величиной разности градиен-ходят разность измеренных градиентов и по
тов определяют механичес-ней определяют величину контролируемой мекие характеристики.ханической характеристики по заранее устаФормула изобретения
Способ определения механических свойств изделий из ферромагнитных материалов, заключающийся в том, что изделие локально намагничивают серией импульсов аксиально симметричного магнитного поля, направленного перпендикулярно к поверхвым и вторым импульсами и по окончании всего цикла намагничивания. Находят разность измеренных величин и на основании предварительно установленных корУстройство работает следующим образом.
Счетчики 7 и 8 импульсов устанавливают на заданное количество и включают блок 1 намагничивания. При этом контролируемое изделие, на которое предварительно установлен намагничивающий соленоид преобразователя 2, начинает намагничиваться, а вторичный сигнал преобразователя 2 (с его измерительного элемента -
феррозонда-градиентометра) поступает в блок 3 измерения градиента напряженности
первого и последнего из серии намагничивающих изделие импульсов. К этому же времени открывается электронный ключ 6 и результат вычитания, служащий параметром контроля, подается на индикатор 11. Изобретение обеспечивает меньшую зависимость результатов измерений от толмассив результатов испытаний на разных толщинах, ности изделия, и измеряют нормальную составляющую градиента напряженности
Формула изобретения
Способ определения механических свойств изделий из ферромагнитных материалов, заключающийся в том, что изделие локально намагничивают серией импульсов аксиально симметричного магнитного поля, направленного перпендикулярно к поверх1323942
34
новленной на контрольных образцах корре-характеристикой и измеряемым магнитным
ляционной зависимости между механическойпараметром.
сригЛ
610
Толщина, мм
фиг. г
/4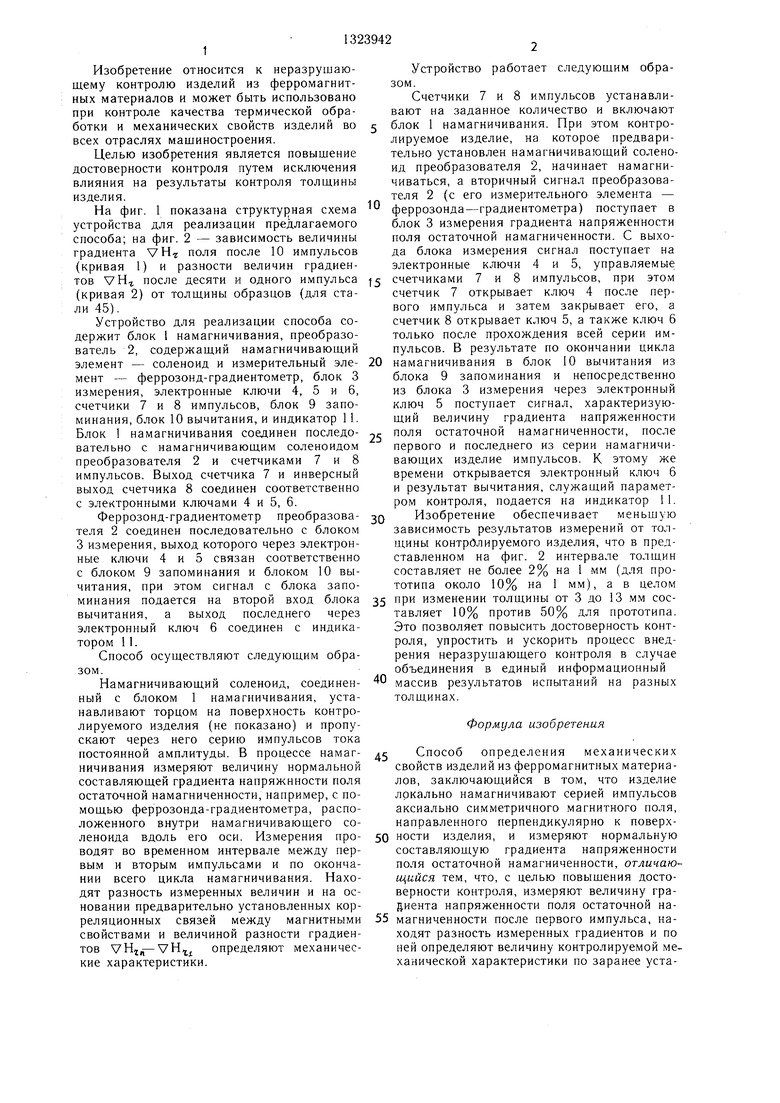
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля механических свойств изделий из ферромагнитных материалов | 1987 |
|
SU1504586A1 |
| Способ определения механических свойств изделий из ферромагнитных материалов | 1986 |
|
SU1388776A2 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПОВЕРХНОСТНО-УПРОЧНЕННОГО СЛОЯ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2330275C1 |
| СПОСОБ ИМПУЛЬСНОГО МАГНИТНОГО КОНТРОЛЯ ТЕМПЕРАТУРЫ ОТПУСКА ИЗДЕЛИЙ ИЗ СРЕДНЕУГЛЕРОДИСТЫХ СТАЛЕЙ | 2008 |
|
RU2376592C1 |
| Устройство для импульсного магнитного контроля физико-механических параметров ферромагнитных изделий | 1982 |
|
SU1128155A1 |
| Устройство для определения механических свойств ферромагнитных изделий | 1984 |
|
SU1226261A1 |
| Устройство для импульсного магнитного контроля физико-механических параметров ферромагнитных изделий | 1986 |
|
SU1392486A1 |
| Устройство для контроля механических свойств ферромагнитных изделий | 1986 |
|
SU1401364A2 |
| Импульсный магнитный анализатор | 1984 |
|
SU1226262A2 |
| Способ неразрушающего контроля физико-механических характеристик изделий из ферромагнитных материалов и устройство для его осуществления | 1985 |
|
SU1385053A1 |
Изобретение относится к неразруша- ющим методам контроля и может быть использовано для контроля механических свойств изделий из ферромагнитных материалов магнитным методом. С целью повышения достоверности контроля испытуемое изделие локально намагничивают серией импульсов аксиально симметричного магнитного поля, направленного перпендикулярно к поверхности, и измеряют градиент нормальной составляющей напряженности поля остаточной намагниченности после первого импульса и после окончания серии импульсов, находят разность измеренных градиентов и по ее величине судят о механических свойствах изделия. 2 ил. оо to со : 4 1С
| Способ контроля качества термической обработки изделий | 1978 |
|
SU953541A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Мельгуй М | |||
| А | |||
| Магнитный контроль механических свойств сталей, г | |||
| Минск, Наука и техника, 1980, с | |||
| Способ закалки пил | 1915 |
|
SU140A1 |
