Изобретение относится к металлургии, в частности к производству аморфных металлических фолы (металлических стекол), и может быть использовано в приборостроительной и электронной промышленности.
Цель изобретения - повышение производительности путем сокраш,ения объема измерений.
Способ реализуют следуюш.им образом.
На предметный столик микротвердомера кладут два отрезка контролируемой фольги так, что один из них лежит на стороне, соприкасавшейся с диском, а другой - на стороне, не соприкасавшейся с диском во время изготовления аморфной фольги. Затем прикладывают нагрузку к индентору, внедряют его в фольгу и производят измерения микротвердости двух отрезков при одинаковой нагрузке на индентор 30-60 г. Поскольку зарождение кристаллических фаз происходит с поверхности, соприкасавшейся при изготовлении аморфной фольги с диском, то разница микротвердости на поверхностях (соприкасавшейся и несоприкасавшейся во время изготовления аморфной фольги с диском) будет характеризовать качество аморфной фольги/, которое оценивают по соотно1711
шению следуюшим образом:
Ля
IT11
- фольга высокого качества
/7н
- фольга удовлетПн
ворительного качества;
1 с о/ /7н--lieI
- 77фольга низкого качества
Пн
где Не - микротвердость поверхности фоль- ги, соприкасавшейся с диском;
Нн - микротвердость не соприкасавшейся поверхности.
Пример. Контролировали аморфные фольги состава Р8оР2о, изготовленные методом
10 500 ± 30 20 550 -н 30
быстрой закалки расплава от температуры 1400°С на медном диске диаметром 30 см. Известно, что от скорости закалки расплава во многом зависит качество получаемой
фольги. Скорость закалки расплава определяется скоростью вращения диска. Измерения микротвердости проводили на приборе ПМТ-3 для четырех аморфных фольг, получаемых с различной скоростью закалки (скорость вращения диска 4000, 3000, 2500,
2000 об/мин).
Результаты измерения микротвердости фольги, полученной при вращении диска со скоростью 2500 об/мин, с двух ее сторон (Нн и Не} при разных нагрузках на индентор прибора ПМТ-3 приведены в табл. 1.
Из табл. 1 следует, что область нагрузок на инденторе 30-60 г оптимальная для контроля качества фольги. При нагрузках меньших 30 г - большая погрешность измерения микротвердости; при нагрузках больших 60 г фольга продавливается индентором.
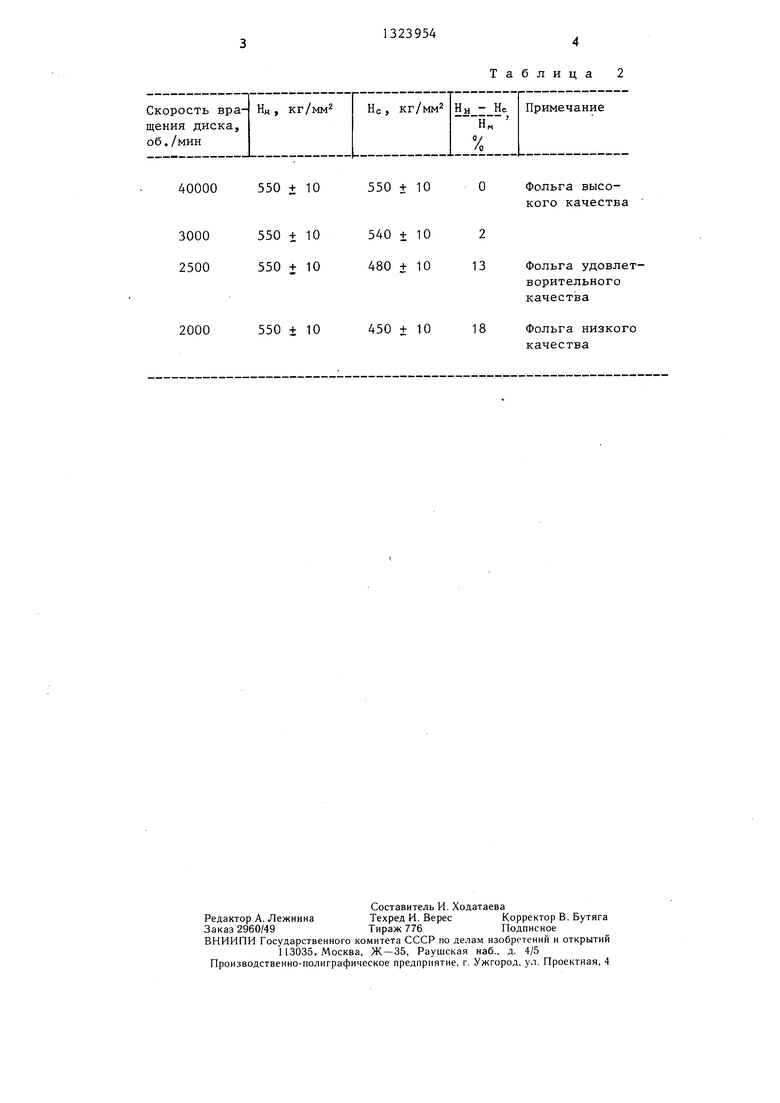
Результаты измерения
Нн - Не J.
77 фольг,
fin
полученных при различных скоростях вращения диска (различных скоростях закалки), приведены в табл. 2. Нагрузка на инденторе 50 г.
Формула изобретения
Способ оценки качества аморфной фольги, заключающийся в том, что воздействуют на образец внешним фактором, регистрируют результаты воздействия и с их учетом оценивают качество, отличающийся тем, что, с целью повышения производительности, в качестве внешнего фактора используют нагрузку, воздействующую через индентор, а в качестве результатов воздействия - микротвердости на поверхностях фольги.
т а 5 л и ц а 1
Большая погрешность H-jMepcHiiH Н„ и низкая
точность KOHTJ)Oля качества. Область нагрузок
оптимальная для контроля качества.
Минимальная noi-- решность Пи, Не.
Фо. и.га продавливается ии;1.енторс)м
40000
550 + 10
3000 550 t 10 2500 550 + 10
2000
550 + 10
Таблица 2
i10
+10
+10
10
2 13
18
Фольга высокого качества
Фольга удовлетворительногокачества
Фольга низкого качества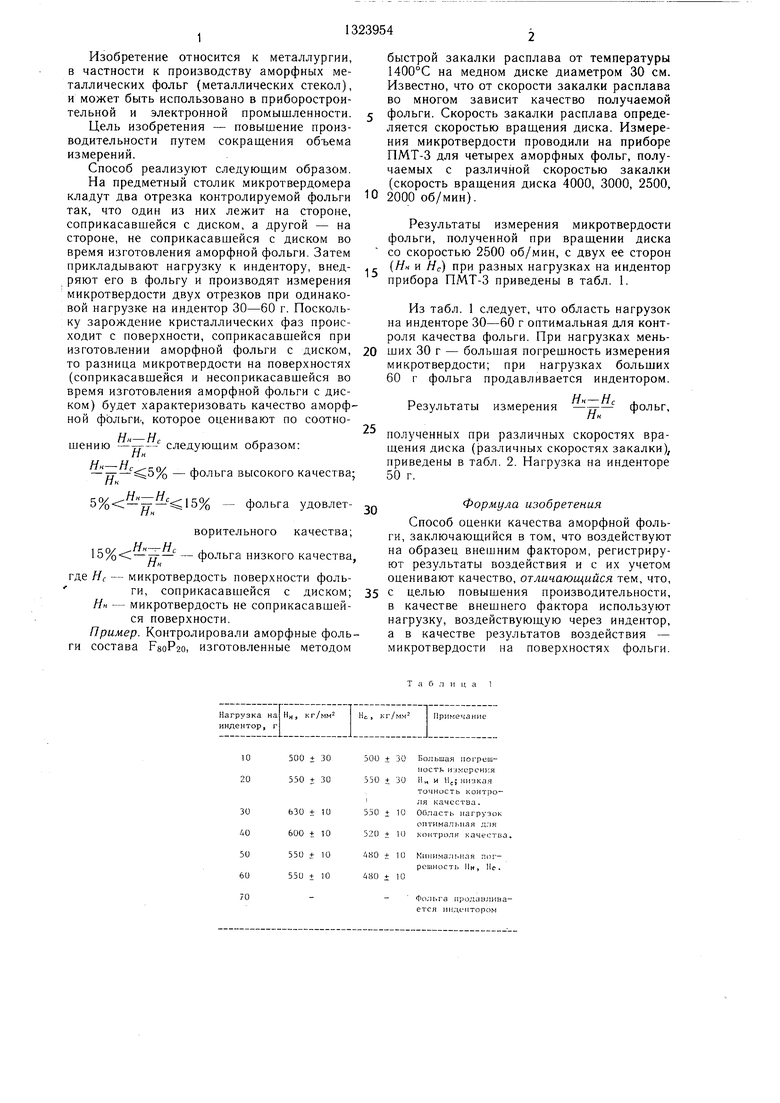
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оценки качества аморфной фольги | 1987 |
|
SU1490642A1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ АМОРФНЫХ СПЛАВОВ НА ОСНОВЕ ЖЕЛЕЗА | 2009 |
|
RU2422553C1 |
| АМОРФНЫЙ ЛЕНТОЧНЫЙ ПРИПОЙ НА ОСНОВЕ МЕДИ | 2011 |
|
RU2464143C1 |
| Способ определения вязкости микроразрушения тонких аморфно-нанокристаллических плёнок | 2018 |
|
RU2699945C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ДЕТАЛЕЙ | 1993 |
|
RU2061089C1 |
| СПОСОБ ИЗМЕРЕНИЯ МИКРОТВЕРДОСТИ ПРОЗРАЧНЫХ МАТЕРИАЛОВ | 2008 |
|
RU2439533C2 |
| Способ получения быстрозакаленного безбористого припоя на основе никеля для пайки изделий из коррозионностойких сталей, припой, паяное соединение и способ его получения | 2015 |
|
RU2625924C2 |
| Способ определения кажущейся плотности пористых изделий | 1991 |
|
SU1820302A1 |
| Способ изготовления спеченных изделий из металлических сплавов | 1980 |
|
SU872033A1 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ ТИТАНА | 2012 |
|
RU2503741C1 |
Изобретение относится к области металлургии, в частности к производству аморфных металлических фолы (металлических стекол), и может быть использовано в приборостроительной и электронной промышленности. Цель изобретения - повышение производительности за счет уменьшения объема измерений. В способе измеряют микротвердость на поверхности фольги, не соприкасавшейся (Ян) и соприкасавшейся (Не) с диском при изготовлении аморфной фольги, в области нагрузок на инденторе 30-60 г, а качество оценивают по соотношению Нн-Нс/Нн следующим образом: НчНс/Нн Ь% - фольга высокого качества; 5°/о Нн-Hc4l5% - фольга удовлетворительного качества; 15 /о Нн-Не/Ни - фоль га низкого качества. 2 табл. 10) со ьо со о ел 
| Патент Великобритании № 1426102, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
