Изобретение относится к промышленности строительных материалов, ттреимущестиенмо к стекольной промышленности, и может использоваться запод;1ми, выпускающими стаканы, фуже ры, бокалы.
Цель изобретения - повьш1ение производительности за счет обеспечения непрерывности процесса.
На чертеже изображено положение стеклоизделия относительно свободной поверхности рабочей жидкости.
Для обработки края полого стекло- изделия 1, например заготовки стеклянного фужера с острыми кромками края, используют приспособление, со- держшцее открытый сосуд с теплоизоли руюшими стенками, в котором находится рабочая жидкость 2, нагретая до температуры выше температуры размяг- чения стекла, например для стекол хозяйственно-бытового назначения температуру жидкости выбирают в пределах 900-1050°С в зависимости от конкретных теплофизических свойств стек. та обрабатываемых изделий.
В качестве рабочей жидкости 2 вы- жидкость, не смачивающую стекло, например расплав латуни, сплава
медь-свинец-олово, расплав олова и
др. Могут быть использованы расплавы разл гчиых солей, не смачивающие стек- ло и слабо окисляющиеся при указанных рабочю температурах.
Приспособление помещают в атмос- феру инертного газа, азота и т.п. для предотвращения окисления рабочей жидкости. Перед обработкой стекло- изделия 1 прогревают для предотвращения растрескивания при контакте с рабочей жидкостью 2. Прогрев производят до 400-550°С в зоне венчика стеклоизделия 1.
Для обработки края стеклоизделия 1 погружают наклонно в жидкость 2
так, чтобы оставался зазор 3 между непогруженной частью и поверхностью
Ж1-1ДКОСТИ
Глубину Н погружения
части 4 края изделия выбирают по соотношению Н f ,,B, где К 1-1,3 - пезразмерный ко ,(})фициент, выбираемый р. saHHCvLMOCTH от требований к форме края стекло изделий и определяющий степень закруг.чення края, В - толщина стелки пеич1-тка стеклоизделия. Выбор знасений К больиигх 1,3 приводит к ipai y стектгоичдрлий и образован11ю 1;олы1, наплыва.
O
t5 0
5
0
5 0
5
0 5
При погружении края наклонно расположенного стеклоизделия 1 в жидкость образуется зазор 3 между стек- лоизделием и поверхностью жидкости 2. Через этот зазор полость стеклоизделия сообщается с окружающей жидкость атмосферой.
При погружении края стеклоизделия 1 в жидкость 2 поверхность стекла вследствие непосредственного контакта с жидкостью нагревается до текучего состояния. При этом под суммарным воздействием сип поверхностного натяжения размягченного стекла и жидкости острые кромки скругляются, дефекты поверхности края сглаживаются.
Погруженное в жидкость стеклоизде- лие вращают вокруг своей оси. Это обеспечивает обработку изделия со всех сторон, препятствует налипанию жидкости 3 на стекло, выравнивает температуру жидкости (перемешивание) и увеличивает коэффициент теплопередачи (зависит от относительной скорости контактирующих тел). Скорость вращения обьгчно выбирают в пределах 10-80 об/мин в зависимости от размеров стеклоизделия.
Стеклоизделие 1 вьщерживают погруженным в жидкость 2 до получения требуемого качества поверхности края. Например, при обработке стекла толщиной 2 мм край закругляется за 8 - 12 с в зависимости от температуры жидкости и состава стекла.
Термическое формоизменение происходит под действием двух сил - поверхностного натяжения стекла (300- 400 дин/см) и жидкости (350-600 дин/см) .
Стеклоизделия 1 при обработке можно транспортировать вдоль сосуда 2, что позволяет производить поточную обработку стеклоизделий и обеспечить любую требуемую производительность-установок по оплавке края. При этом для достижения требуемой производительности необходимо лишь выбрать соответствующим образом длину сосуда с жидкостью 3, чтобы обеспечить требуе чую продолжительность обработки.
Формула изобретения
Способ обработки края полого стеклоизделия путем погружения в жидкость с температурой вьше температуры размягчения стекла и вращения стек31325023
лоизделия вокруг своей оси, о т л и-кость наклонно частью периметра на
чающийся тем, что, с цельюглубину Н К-В, где К 1-1,3 - безповьппения производительности за счетразмерный коэффициент,определяющий
обеспечения непрерывности процесса, Степень закругления, В - толщина край стеклоизделия погружают в жвд-стенки стеклоизделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для оплавления стеклоизделий | 1985 |
|
SU1252307A1 |
| Устройство для химической обработки стеклоизделий | 1986 |
|
SU1379259A1 |
| Форма для получения полированныхСТЕКлОиздЕлий | 1979 |
|
SU816974A1 |
| Установка для огневой полировки стеклоизделий | 1980 |
|
SU926890A1 |
| Способ полировки стеклоизделий | 1976 |
|
SU597654A1 |
| Способ закалки стекла и устройство для его осуществления | 1980 |
|
SU906952A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТЕКЛОИЗДЕЛИЙ | 1993 |
|
RU2087433C1 |
| Способ химической полировки стеклоизделий | 1980 |
|
SU948925A1 |
| СПОСОБ ПРЕССОВАНИЯ ПОЛЫХ СТЕКЛОИЗДЕЛИЙ | 2010 |
|
RU2447029C1 |
| СПОСОБ МАТИРОВАНИЯ ОБЪЕМНЫХ ИЗДЕЛИЙ ИЗ СТЕКЛА | 2021 |
|
RU2770201C1 |
Изобретение относится к промышленности строительных материалов. преимущественно к стекольной промышленности, и может использоваться заводами, вьтускающими стаканы, фужеры и бокалы. Цель изобретения - повышение производительности за счет обеспечения непрерывности процесса. Край стеклоизделия 1 погружают в жидкость 2 с температурой вьш1е температуры размягчения стекла и выдерживают в жидкости до скругления острых кромок силами поверхностного натяжения стекла и жидкости. Во время дщержки вращают стеклоизделие вокруг своей оси. Край стеклоизделия погружают в жидкость наклонно частью периметра. Глубина погружения paBtfd Н , где К 1-1,3 - безразмерный коэффициент, определяющий степень закругления) В - толщина стенки стеклоизделия. 1 ил. (Л УУууууу уу - ;Х.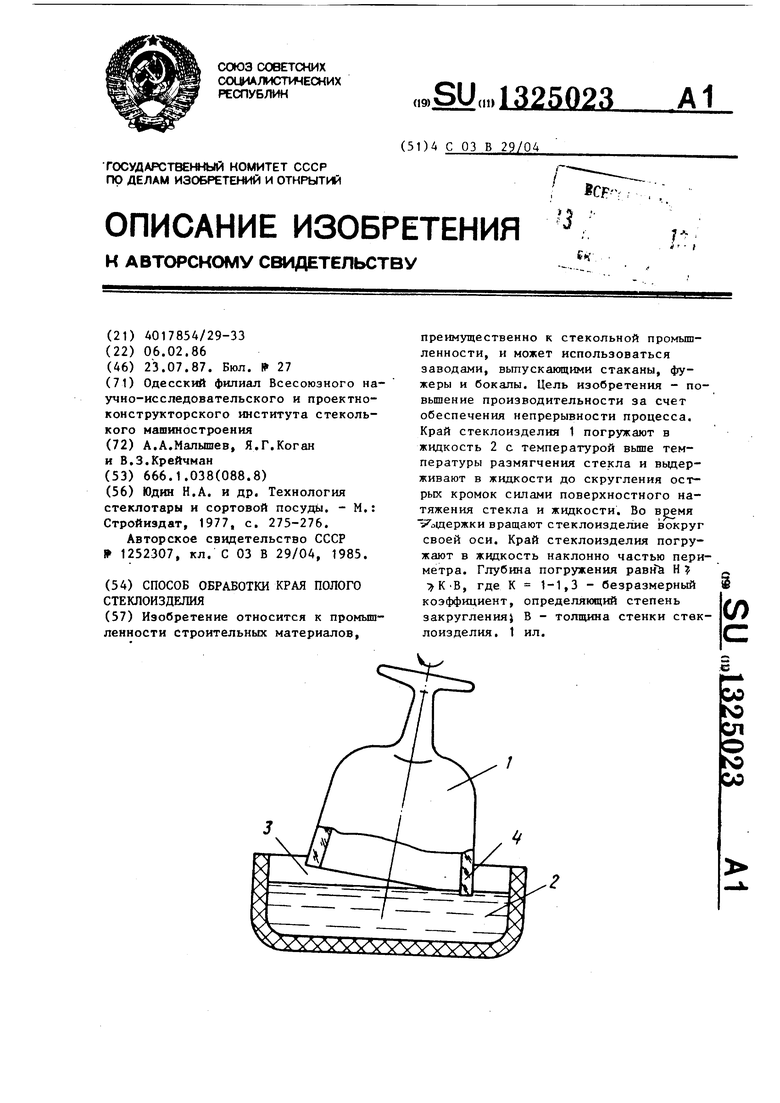
| Юдин Н.А | |||
| и др | |||
| Технология стеклотары и сортовой посуды | |||
| - М.: Стройиздат, 1977, с | |||
| ТЕЛЕФОННЫЙ АППАРАТ, ОТЗЫВАЮЩИЙСЯ ТОЛЬКО НА ВХОДЯЩИЕ ТОКИ | 1921 |
|
SU275A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
