Изобретение относится к электронно-лучевой сварке и может быть использовано в сканирующих вторично-эмиссионных системах контроля и автоматического регулирования электронно-лучевого сварочного оборудования.
Целью изобретения является повышение помехозащищенности формирования сигнала.
Сущность изобретения заключается в формировании амплитудно не зависимых от тока луча импульсов вторично-эмиссионного тока при сканировании электронного луча по замкнутой траектории перед зоной сварки.
При контроле отклонения стыка производят периодическое сканирование электронного луча по замкнутой траектории с пересечением стыка перед зоной сварки, регистрируют вторично-эмиссионный ток датчиком вторичных электронов, определяют временное положение импульсов вторично- эмиссионного тока, возникающих при пересечении сканирующим лучом стыка, и сравнивают временное положение полученных импульсов с моментом, соответствующим пересечению лучом неотклоненного стыка. До начала сканирования устанавливают наи- больщее допустимое напряжение на датчике вторичных электронов, а в процессе сканирования сравнивают это напряжение с заданным опорным напряжением и с задержкой от начала сканирования до момента пересечения луча со стыком производят уменьщение напряжения на датчике до величины, равной опорному напряжению, со скоростью, определяемой соотношением
V
инанб -- LJnaHM Т2 - TI
где инаиб - наибольщее допустимое напряжение на датчике вторичных электронов;
UiiaHM - наименьщее напряжение на датчике вторичных электронов; Та - время от начала сканирования до момента пересечения луча со стыком;
TI - время задержки от начала сканирования.
При этом время задержки уменьщения напряжения от начала сканирования выбирают равным или большим времени эвакуации паров металла из пространства между датчиком и зоной сварки.
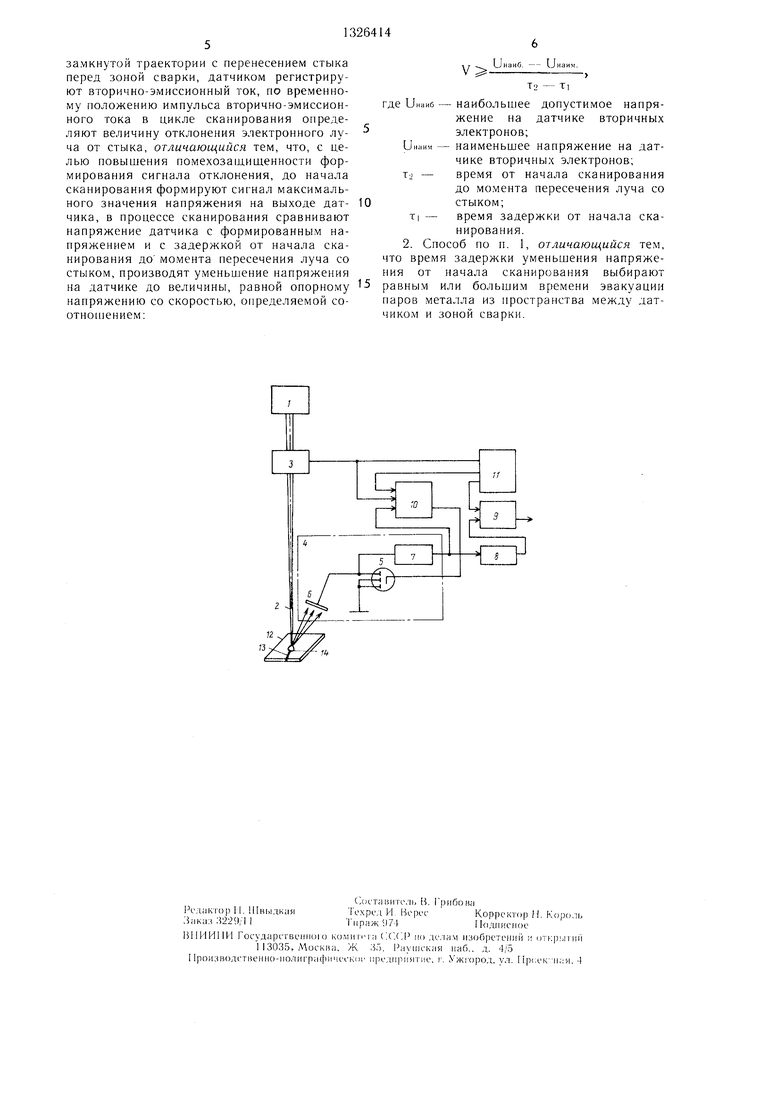
На чертеже изображена схема устройства для осуществления данного способа. Устройство содержит электронно-лучевую пушку 1, формирующую электронный луч 2, отклоняющую систему 3, датчик 4 вторичных электронов, включающий цепь утечки, выполненную на полевом транзисторе 5, коллектор 6 вторичных электронов и усилитель 7, блок 8 определения временного положения, временной дискриминатор 9, блок 10 сравнения и запоминания, задающий генератор
0
5
0
5
0
5
0
5
0
5
11, причем вывод истока полевого транзистора 5 соединен с коллектором 6, а вывод затвора транзистора 5 - с общим выходом блока 10 сравнения и запоминания, вход усилителя 7 соединен с коллектором 6 вторичных электронов, а выход - с первым входом блока 10 сравнения и запоминания и входом блока 8 определения временного положения, выход блока 8 соединен с первым входом временного дискриминатора 9, первый выход задающего генератора 11 соединен с отклоняющей системой 3 и вторым входом блока 10 сравнения и запоминания, второй выход - с третьим входом этого блока, а третий выход генератора 11 - с вторым входом временного дискриминатора 9, выход временного дискриминатора 9 является выходом устройства. Деталь 12 сваривается по стыку 13 лучом с траекторией 14 сканирования.
Способ реализуется с помощью устройства следующим образом.
До начала сканирования устанавливают наибольщее допустимое напряжение на датчике 4 вторичных электронов. Для этого сигнал с первого выхода задающего генератора 11 подают на второй вход блока 10 сравнения и запоминания. На выходе этого блока устанавливается нулевой потенциал, поступающий в цепь утечки на затвор полевого транзистора 5, тем самым устанавливается максимальное значение сопротивления исток-сток полевого транзистора; поскольку величина сопротивления в цепи утечки пропорциональна напряжению на датчике 4 вторичных электронов, то его величина достигает наибольшего допустимого значения. Одновременно на первом выходе задающего генератора 11 импульс напряжения поступает на отклоняющую систему 3, отклоняя луч так, что точка встречи луча с поверхностью свариваемой детали 12 перемещается по замкнутой траектории 14. Электронный луч 2, попадая на поверхность детали 12, вызывает эмиссию вторичных электронов. Поток электронов попадает на коллектор 6 вторичных электронов датчика 4 вторичных электронов и создает ток в цепи (переход исток-сток), при этом на выходах исток-сток полевого транзистора 5 цепи утечки образуется падение напряжение. Это напряжение подается на усилитель 7, с выхода которого усиленное напряжение подается на Е;ХОД блока 8 определения временного положения и на первый вход блока 10 сравнения и запоминания. В блоке 10 сравнения и запоминания усиленный сигнал с датчика 4 вторичных электронов в процессе сканирования сравнивают с опорным напряжением, приходящим на третий вход блока 10 сравнения и запоминания второго выхода задающего генератора 11. Если напряжение на первом входе блока 10 сравнения и запоминания больше, чем на третьем, т.е. ести
напряжение датчнка 4 больше опорного, то производится уменьшение напряжения на датчике 4 с задержкой относительно начала сканирования. Для этого на втором выходе задаюшего генератора 11 вырабать - 5 веется прямоугольный импульс, по амплитуде равный опорному напряжению и задержанный на время, равное или большее времени эвакуации паров металла из пространства между датчиком 4 и зоной сварки. Уменьшение напряжения на датчике 4 вы- полняют. со скоростью не менее величины отношения разности между наибольшим и наименьшим значениями напряжения на датчике 4 вторичных электронов к разности
зашишенности способа и увеличение динамического диапазона по току луча. Это объясняется следующим.
Напряжение датчика 4 вторичных электронов пропорционально величине сопротивления утечки, току луча и коэффициенту вторичной электронной эмиссии участка поверхности, обратно пропорционально расстоянию от датчика до свариваемой детали 12 и прямо пропорционально площади датчика. На начальном участке траектории сканирования электронный луч 2 перемещается по ровной поверхности свариваемой детали 12. Уменьшение при этом напряжения датчика 4 вторичных электронов
интервала времени от начала сканирова- 15 ло величины, при которой напряжение датчика становится и остается равным постоянному опорному уровню, обеспечивает обратно пропорциональную зависимость между сопротивлением утечки и вторично-эмиссионным током и, следовательно, током электния до начала пересечения луча со стыком и времени задержки. Для этого на блоке 10 сравнения и запоминания увеличивают выходное напряжение со скоростью, обратно пропорциональной величине вычика становится и остается равным постоянному опорному уровню, обеспечивает обратно пропорциональную зависимость между сопротивлением утечки и вторично-эмиссионным током и, следовательно, током электходного сигнала датчика 4. За счет уве- 20 ронного луча 2. Чем больше ток элект- личения напряжения на выходе блока 10 ронного луча 2, тем меньшим устанавливается сопротивление утечки. Благодаря этому амплитуды импульса от стыка и импульсов помех пропорциональны лишь относительному изменению вторично-эмиссионного тока, возникающему при пересечении стыка 13 и других неоднородностей электронным лучом 2, и не зависят от абсолютного значения тока электронного луча 2. Поскольку амплитуды импульса от
сравнения и запоминания, увеличивается потенциал на затворе полевого транзистора 5 в цепи утечки. В результате уменьшаются сопротивление канала полевого транзистора 5 и выходное напряжение датчика 4. Процесс увеличения напряжения на выходе блока 10 сравнения и запоминания продолжается до тех пор, пока напряжение датчика 4 вторичных электронов не станет
25
ется сопротивление утечки. Благодаря этому амплитуды импульса от стыка и импульсов помех пропорциональны лишь относительному изменению вторично-эмиссионного тока, возникающему при пересечении стыка 13 и других неоднородностей электронным лучом 2, и не зависят от абсолютного значения тока электронного луча 2. Поскольку амплитуды импульса от
равным опорному напряжению. Изменение on Ь ка и импульсов помех согласно предпотенциала на выходе блока 10 сравнения и запоминания заканчивают до момента начала пересечения электронного пучка со стыком свариваемых деталей, его выходное напряжение запоминается до окончания времени сканирования. Если же напряжение на первом входе блока 10 сравнения и запоминания равно или меньше напряжения на его третьем входе, то выходное напряжение остается неизменным до окончания сканирования. При пересечении электронным лучом стыка свариваемых деталей напряжение с датчика вторичных электронов поступает на вход блока 8 определения временного положения. Временное положение этого импульса сравнивают в дискриминаторе 9 с моментом прихода импульса от задаюшего генератора 11, который соответствует моменту пересечения лучом неотклоненного стыка. В зависимости от результатов сравнения на выходе временного дискриминатора 9 формируется сигнал об отклонении стыка относительно луча.
Таким образом, использование предлагаемого способа обеспечивает устранение влияния тока луча на амплитуду импульса от пересечения стыка лучом и амплитуду импульсов помех на выходе датчика во время измерения временного положения импульса вторично-эмиссионного тока, следствием чего является повышение помехо35
40
45
50
55
ложенному способу зависят только от относительного изменения вторично-эмиссионного тока и не зависят от абсолютной величины тока электронного луча 2, становится возможным различать в широком диапазоне полезный сигнал от помех, используя амплитудный признак.
Введение задержки изменения напряжения датчика на время, не меньшее длительности эвакуации частично ионизированных паров свариваемых металлов из пространства между сварочной ванной и датчиком, позволяет устранить влияние флуктуации полного тока, создающего значительные помехи на входе датчика 4 вторичных электронов. При выходе луча из зоны сварки во время сканирования испарение металла прекращается, а после разлета частично ионизированных паров металла помехи от ионной составляющей тока становятся пренебрежимо малыми. Время эвакуации определяется расстоянием между датчиками и зоной сварки и энергией ионов. Обычно это время имеет величину порядка Ш с, что и определяет необходимое время задержки.
Формула изобретения
I. Способ контроля отклонения стыка при электронно-лучевой сварке, при котором производят сканирование электронного луча по
зашишенности способа и увеличение динамического диапазона по току луча. Это объясняется следующим.
Напряжение датчика 4 вторичных электронов пропорционально величине сопротивления утечки, току луча и коэффициенту вторичной электронной эмиссии участка поверхности, обратно пропорционально расстоянию от датчика до свариваемой детали 12 и прямо пропорционально площади датчика. На начальном участке траектории сканирования электронный луч 2 перемещается по ровной поверхности свариваемой детали 12. Уменьшение при этом напряжения датчика 4 вторичных электронов
ло величины, при которой напряжение датчика становится и остается равным постоянному опорному уровню, обеспечивает обратно пропорциональную зависимость между сопротивлением утечки и вторично-эмиссионным током и, следовательно, током электронного луча 2. Чем больше ток элект- ронного луча 2, тем меньшим устанавлива
ется сопротивление утечки. Благодаря этому амплитуды импульса от стыка и импульсов помех пропорциональны лишь относительному изменению вторично-эмиссионного тока, возникающему при пересечении стыка 13 и других неоднородностей электронным лучом 2, и не зависят от абсолютного значения тока электронного луча 2. Поскольку амплитуды импульса от
n Ь ка и импульсов помех согласно пред5
0
5
0
ложенному способу зависят только от относительного изменения вторично-эмиссионного тока и не зависят от абсолютной величины тока электронного луча 2, становится возможным различать в широком диапазоне полезный сигнал от помех, используя амплитудный признак.
Введение задержки изменения напряжения датчика на время, не меньшее длительности эвакуации частично ионизированных паров свариваемых металлов из пространства между сварочной ванной и датчиком, позволяет устранить влияние флуктуации полного тока, создающего значительные помехи на входе датчика 4 вторичных электронов. При выходе луча из зоны сварки во время сканирования испарение металла прекращается, а после разлета частично ионизированных паров металла помехи от ионной составляющей тока становятся пренебрежимо малыми. Время эвакуации определяется расстоянием между датчиками и зоной сварки и энергией ионов. Обычно это время имеет величину порядка Ш с, что и определяет необходимое время задержки.
Формула изобретения
I. Способ контроля отклонения стыка при электронно-лучевой сварке, при котором производят сканирование электронного луча по
замкнутой траектории с перенесением стыка перед зоной сварки, датчиком регистрируют вторично-эмиссионный ток, по временному положению импульса вторично-эмиссионного тока в цикле сканирования определяют величину отклонения электронного луча от стыка, отличающийся тем, что, с целью повышения помехозащищенности формирования сигнала отклонения, до начала сканирования формируют сигнал максимального значения напряжения на выходе датчика, в процессе сканирования сравнивают напряжение датчика с формированным напряжением и с задержкой от начала сканирования до момента пересечения луча со стыком, производят уменьшение напряжения на датчике до величины, равной опорному напряжению со скоростью, определяемой со- отноц ением:
V
LJ нанб. -- LJ наим.
Та - Т
Гхяе инаиб-наибольшее допустимое напряжение на датчике вторичных электронов;
инаям - наименьщее напряжение на датчике вторичных электронов; - время от начала сканирования до момента пересечения луча со стыком;
Т| - время задержки от начала сканирования.
2. Способ по п. 1, отличающийся тем, что время задержки уменьшения напряжения от начала сканирования выбирают равным или большим времени эвакуации паров металла из пространства между датчиком и зоной сварки.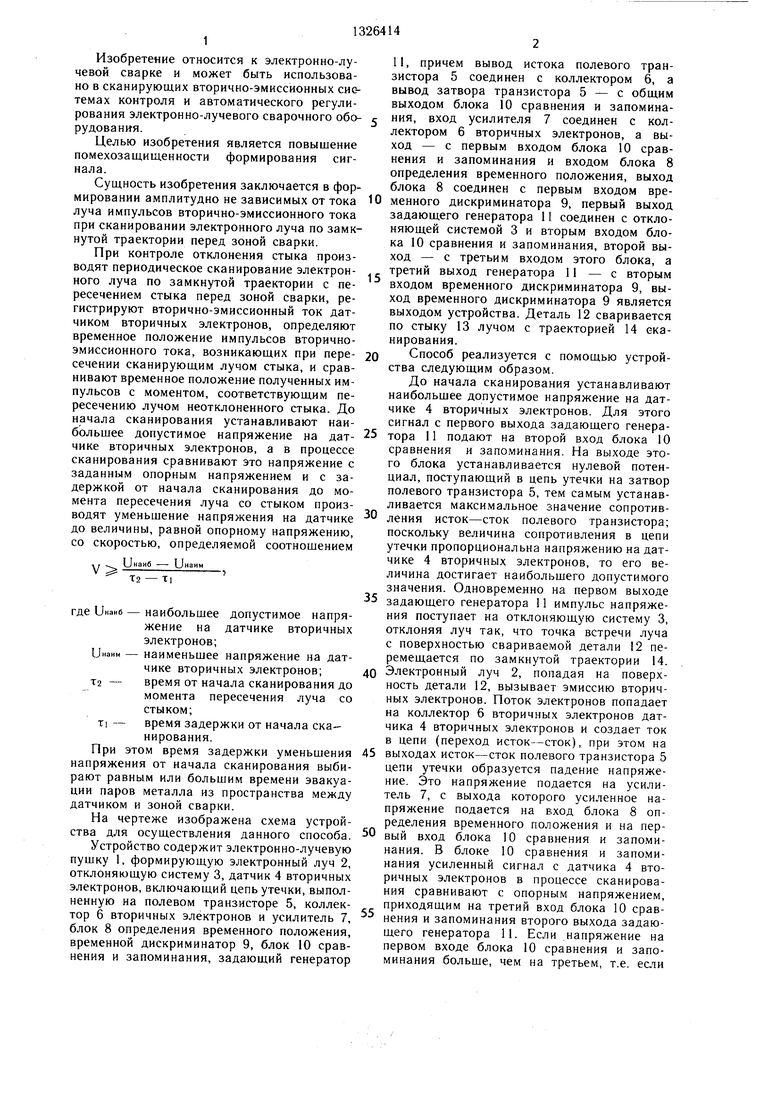
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления электроннолучевой сваркой | 1980 |
|
SU899301A1 |
| Устройство для слежения за стыком при электронно-лучевой сварке | 1987 |
|
SU1493422A1 |
| Устройство для электронно-лучевой сварки | 1987 |
|
SU1488100A1 |
| Способ визуализации стыка и шва при сварке электронным пучком и устройство для его осуществления | 1987 |
|
SU1496960A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО СЛЕЖЕНИЯЗА СТЫКОМ | 1971 |
|
SU315542A1 |
| Устройство для электронно-лучевой сварки | 1988 |
|
SU1496961A1 |
| Устройство для автоматической фокусировки сварочного электронного луча | 1990 |
|
SU1773641A1 |
| Устройство для электронно-лучевой сварки | 1988 |
|
SU1590285A1 |
| СПОСОБ КОНТРОЛЯ ОТКЛОНЕНИЯ ПОЛОЖЕНИЯ ЛИНИИ СТЫКА ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ | 1996 |
|
RU2094197C1 |
| Устройство для автоматического слежения за стыком | 1982 |
|
SU1049217A2 |
Изобретение относится к электроннолучевой сварке и может быть использовано в сканирующих вторично-эмиссионных системах контроля и автоматического регулирования электронно-лучевого сварочного оборудования. Цель изобретения - повышение помехозащищенности сигнала отклонения электронного луча от стыка. Для этого осуществляют сканирование электронного луча но замкнутой траектории с пересечением стыка перед зоной сварки. Регистрируют изменение вторично-эмиссионного тока по выходному сигналу датчика вторичных электронов. Определяют временное положение импульса вторично-эмиссионного тока, возникающего при пересечении сканирующим лучом стыка. Осуществляют сравнение указанного импульса с моментом, соответствующим пересечению лучом неотклоненного стыка. До начала сканирования устанавливают наибольшее допустимое напряжение на датчик вторичных электронов, а в процессе сканирования сравнивают это напряжение с заданным опорным напряжением и с задержкой от начала сканирования до момента пересечения луча со стыком производят уменьшение напряжения на датчике до величины, равной опорному напряжению. Кроме того, время задержки уменьшения напряжения от начала сканирования выбирают равным или большим времени эвакуации паров металла из пространства между датчиками и зоной сварки. Время эвакуации определяется расстоянием между датчиком и зоной сварки и энергией ионов. 1 з.п. ф-лы, 1 ил. (О (Л САЗ Ю О5 NJ
| Чвертко и др | |||
| Оборудование для электронно-лучевой сварки | |||
| Киев: Наукова думка, 1973, с | |||
| Прибор для измерения силы звука | 1920 |
|
SU218A1 |
| Патент США № 3426174-, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
