Изобретение относится к электронно-лучевой сварки и может быть использовано при электронно-лучевой сварке конструкционных материалов для контроля отклонений положения линии стыка.
Известен способ контроля отклонения положения линии стыка при электронно-лучевой сварке, при котором производят сканирование электронным пучком линии стыка, регистрируют вторично-эмиссионный ток с введением задержки измерения значения этого тока и по временному положению импульса вторично-эмиссионного тока в цикле сканирования определяют величину отклонения электронного пучка от стыка [1]
Недостатком известного способа является невысокая точность контроля отклонения положения линии стыка, что связано с погрешностями при определении временного положения импульса вторично-эмиссионного тока в цикле сканирования.
Наиболее близким к описываемым по технической сущности и достигаемому эффекту является способ контроля отклонений положения линии стыка, при котором производят сканирование электронным пучком линии стыка, регистрируют вторично-эмиссионный ток и анализируют спектр колебаний вторично-эмиссионного тока, при этом совпадение линии стыка и оси неотклоненного электронного пучка определяют по экстремуму амплитуды составляющей спектра с частотой, равной удвоенной частоте сканирования пучка [2]
Недостатком способа является невысокая точность контроля отклонения положения линии стыка, связанная с отсутствием контроля минимума амплитуды составляющей спектра вторично-эмиссионного тока с частотой, равной частоте сканирования стыка электронным пучком.
Задача изобретения повышение точности контроля отклонения положения линии стыка при электронно-лучевой сварке.
Это достигается тем, что в способе контроля отклонения положения линии стыка при электронно-лучевой сварке, при котором происходит сканирование электронным пучком линии стыка, регистрируют вторично-эмиссионный ток, анализируют спектр колебаний вторично-эмиссионного тока и совпадение линии стыка и оси неотклоненного электронного пучка, определяют по экстремуму амплитуды колебаний составляющих спектра вторично-эмиссионного тока, совпадение линии стыка и оси неотклоненного электронного пучка определяют по наличию минимума амплитуды составляющей спектра колебаний вторично-эмиссионного тока с частотой, равной частоте сканирования стыка электронным пучком или по одновременному наличию максимума амплитуды колебаний составляющей спектра с частотой, равной удвоенной частоте сканирования стыка электронным пучком и минимума амплитуды составляющей спектра вторично-эмиссионного тока с частотой, равной частоте сканирования стыка электронным пучком.
Отличительным признаками предлагаемого способа электронно-лучевой сварки является то, что для наведения электронного пучка на стык используется значения амплитуд колебаний составляющих спектра вторично-эмиссионного тока с частотой, равной частоте сканирования электронным пучком линии стыка, и с частотой, равной удвоенной частоте сканирования стыка пучком. Выделение составляющих спектра колебаний вторично-эмиссионного тока с частотой, кратной частоте сканирования электронного пучка, и измерение их амплитуды эквивалентно Фурье-анализу вторично-эмиссионого сигнала. При этом достигается повышение точности контроля отклонения стыка свариваемых деталей при электронно-лучевой сварке, так как Фурье-анализ вторично-эмиссионного сигнала является высоко информативным для определения положения оси неотклоненного электронного пучка относительно линии стыка.
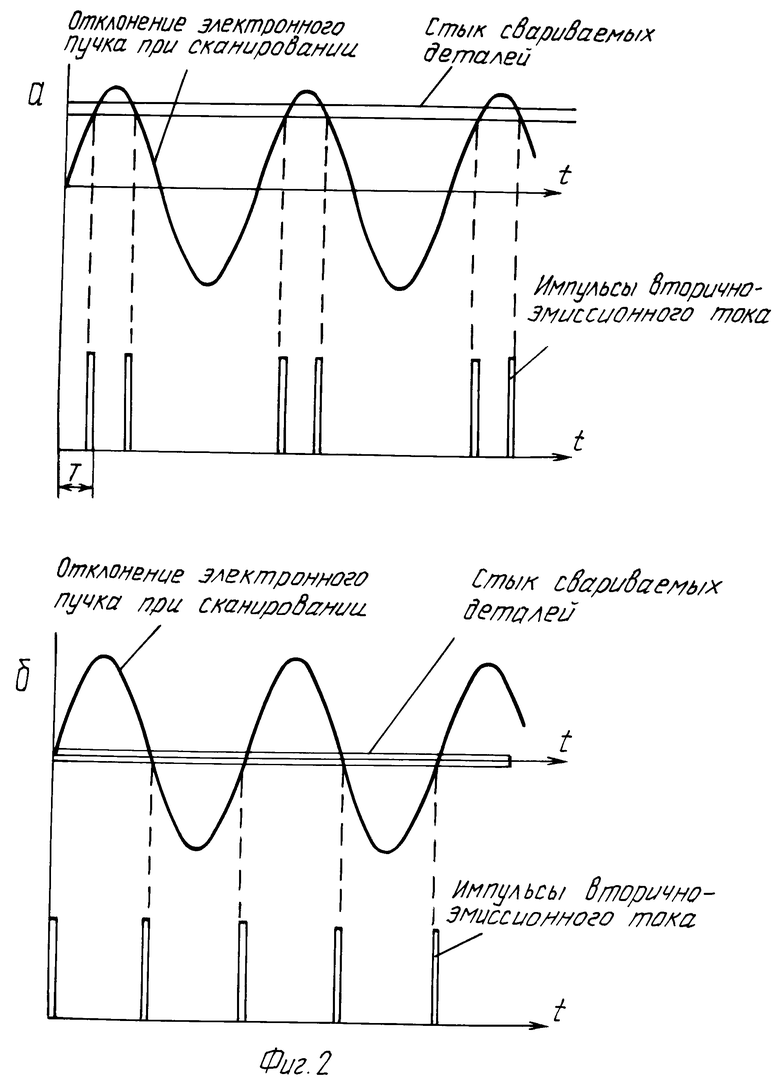
На фиг. 1 приведена блок-схема устройства для осуществления способа; на фиг.2 временные диаграммы сканирования электронного пучка относительно стыка свариваемых деталей и вторично-эмиссионных сигналов.
Способ реализуется следующим образом.
В установке для электронно-лучевой сварки (фиг.1) на отклоняющую систему 2 электронной пушки 1 через усилитель тока отклонения 8 подается сигнал с генератора колебаний 7, что обеспечивает сканирование электронным пучком стыка свариваемых деталей 11. Импульсы вторично-эмиссионного сигнала от стыка регистрируются коллектором электронов 3, который включен в электрическую цепь, содержащую резистор нагрузки 4. Сигнал с резистора нагрузки 4 поступает на двухканальный селективный усилитель 5, который выделяет и усиливает составляющую с частотой, равной частоте сканирования электронного пучка, и составляющую с частотой, равной удвоенной частоте сканирования электронного пучка.
При сканировании электронным пучком стыка свариваемых деталей импульсы вторично-эмиссионного тока возникают вследствие различия значений коэффициента отражения электронов от металла на поверхности деталей и стыке (фиг.2). Амплитуда импульсов на выходе селективного усилителя 5 в канале составляющей с частотой, равной частоте сканирования электронного пучка, является при Фурье-анализе амплитудой первой гармоники колебаний (фиг.2,а) и равна
где Uk вторично-эмиссионный сигнал с коллектора электронов;
w частота сканирования электронного пучка;
t момент времени, когда электронный пучок при сканировании достигает середины стыка свариваемых деталей;
d полуширина импульса вторично-эмиссионного тока;
Т период колебаний при сканировании электронного пучка.
Полагая, что величина d достаточно мала, мы получаем
A1≈ 4Aksin(ωτ)δ.
При совпадении линии стыка свариваемых деталей и оси неотклоненного электронного пучка (фиг. 2, б) τ Т/2, А1=0, т. е. имеет место равный нулю минимум сигнала. Соответственно, и амплитуда сигнала на выходе усилителя 5 в канале выделения составляющей с частотой, равной частоте сканирования электронного пучка, имеет равный нулю минимум. При t Т/2 частота импульсов вторично-эмиссионного тока w1= 2ω и амплитуда сигнала в канале усилителя 5 в канале выделения составляющей спектра вторично-эмиссионного тока с удвоенной частотой сканирования пучка имеет максимальное значение.
Сигнал с селективного усилителя 5 подается на блок 6 управления позиционированием электронного пучка, который управляет взаимным расположением линии стыка и оси электронного пучка путем подачи сигнала на вход привода перемещения свариваемых деталей 9 таким образом, чтобы обеспечить совпадение линии стыка свариваемых деталей 11 и оси неотклоненного электронного пучка. В качестве дополнительной точной подстройки при электронно-лучевой сварке тонкостенных деталей может использоваться воздействие и на отклоняющую систему 2 через усилитель тока отклонения 8.
Опробование способа производилось на установке ЭЛУ-4 с энергетическим агрегатом ЭЛА-60/15 при следующих режимах: ускоряющее напряжение 42 кВ, ток электронного пучка 4 мА, частота сканирования пучка относительно линии стыка деталей 200 Гц. Над зоной воздействия электронного пучка был установлен коллектор электронов, включенный в электрическую цепь, содержащую резистор нагрузки сопротивлением 1,2 кОм. Сигнал с резистора нагрузки обрабатывался селективным усилителем, содержащим два канала резонансного усиления с центральными частотами 200 и 400 Гц. На выходе обоих каналов были включены аналоговые вольтметры, регистрирующие амплитуды составляющих спектра с частотами соответственно 200 и 400 Гц. С помощью привода перемещения деталей электронно-лучевой установки осуществляли перемещения стыка относительно сканирующего электронного пучка, измеряя при этом амплитуды составляющих спектра вторично-эмиссионного тока с частотами 200 и 400 Гц. В процессе опробования способа при точном наведении оси неотклоненного электронного на стык имел место минимум амплитуды сигнала с частотой 200 Гц и максимум амплитуды сигнала с частотой 400 Гц.
Таким образом, предлагаемый способ, по сравнению с прототипом, обеспечивает существенное повышение точности контроля отклонения положения линии стыка при электронно-лучевой сварке за счет обработки спектра колебаний вторично-эмиссионного тока при сканировании электронным пучком относительно линии стыка на основе Фурье-анализа, который в данном случае является весьма информативным для контроля отклонения положения линии стыка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1998 |
|
RU2148484C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2000 |
|
RU2183153C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1992 |
|
RU2057627C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2002 |
|
RU2237557C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2090327C1 |
| Способ контроля отклонения стыка при электронно-лучевой сварке | 1984 |
|
SU1326414A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2024372C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2013 |
|
RU2547367C2 |
| Способ визуализации стыка и шва при сварке электронным пучком и устройство для его осуществления | 1987 |
|
SU1496960A1 |
| Устройство для электронно-лучевой сварки | 1988 |
|
SU1496961A1 |
Изобретение относится к электронно-лучевой сварке конструкционных материалов для контроля отклонения стыка. Сущность изобретения: повышение точности контроля отклонения стыка свариваемых деталей достигается тем, что при проведении сканирования электронным пучком линии стыка и оси неотклоненного электронно-эмиссионного тока, совпадение линии стыка и оси неотклоненного электронного пучка определяют по экстремуму амплитуды колебаний одной из составляющих спектра вторично-эмиссионного тока. При этом совпадение линии стыка и оси неотклоненного электронного пучка определяют по минимуму амплитуды составляющей спектра колебаний вторично-эмиссионного тока с частотой, равной частоте сканирования стыка электронным пучком и/или по максимуму амплитуды колебаний составляющей спектра с частотой, равной удвоенной частоте сканирования стыка электронным пучком. 2 ил.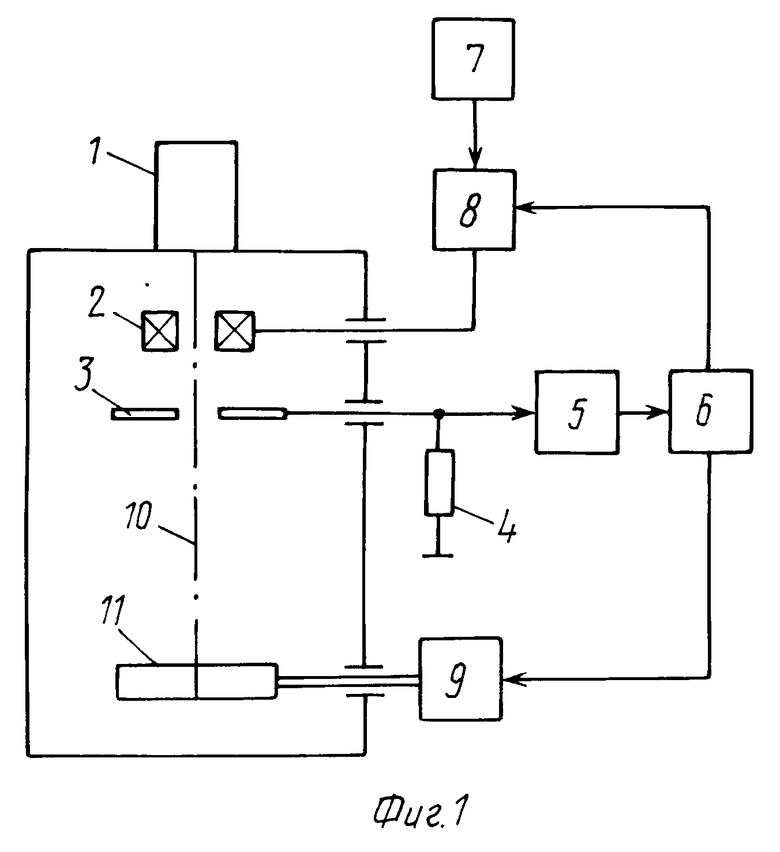
Способ контроля отклонения положения линии стыка при электронно-лучевой сварке, включающий сканирование электронным пучком линии стыка, измерение вторично-эмиссионного тока, определение совпадения линии стыка и оси неотклоненного электронного пучка путем анализа амплитуды составляющей спектра колебаний вокруг вторично-эмиссионного тока, отличающийся тем, что совпадение линии стыка и оси неотклоненного электронного пучка определяют по наличию минимума амплитуды составляющей спектра колебаний вторично-эмиссионного тока с частотой, равной частоте сканирования стыка электронным пучком, или по одновременному наличию максимума амплитуды составляющей спектра колебаний вторично-эмиссионного тока с частотой, равной удвоенной частоте сканирования стыка электронным пучком, и минимума амплитуды составляющей спектра колебаний вторично-эмиссионного тока с частотой, равной частоте сканирования стыка электронным пучком.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ контроля отклонения стыка при электронно-лучевой сварке | 1984 |
|
SU1326414A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для слежения за стыком при электронно-лучевой сварке | 1987 |
|
SU1493422A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
