Изобретение относится к изготов- лению технической кожи и может быть использовано в кожевенной промышленности для выработки кож для полировальных кругов 5 применяег-1ых при производстве, лезвий для безопасных бритв.
Цель изобретения - улучшение качества кож за счет увеличения ее твердости и толщины.
Сущность изобретения заключается в том, что в способе выработки технических кож, включающем отмоку сырья, золение, мездрение, чепрако- Вание полуфабриката, обеззоливание, промьшку, дубление соединениями хрома, нейтрализацию, жирование и отделочные операции, полуфабрикат после обеззоливания и промывки последовательно обрабатьюагат дубящими соединениями титана и циркония.при их расходе соответственно 1,5-4 и 1-5% от массы голья, считая на диоксиды металлов, дубление соединениями хро- ма проводят после нейтрализации, а лсирование ведут при расходе жиров 1-3% от массы полуфабриката.
В результате предварительного дуб ;ления соединениями титана, а затем. ; циркония происходит как химическое, так и адсорбционное взаимодействие между дубящими соединениями, облада- Ю1ЦИМИ хорошей расклинивающей способностью, и азотсодержащими группами коллагена, что способствует получению более твердой структуры и высокого объёмного выхода готовой кожи. Дубление соединениями хрома после нейтрализации и жирование при уменьшенном расходе жира обеспечивают вы- сокке абразивные свойства кожи, что в итоге позволяет использовать ее для изготовления полировальных кругов, применяемых для первой стадии полировки высококачественных лезвий безопасных бритв.
Расход дубящих соединений титана 1,5-4,0% от массы голья является оптимальным, так как при .уменьшении расхода титанового дубителя ниже 1,5% средний слой дермы остается-непродубленным и не обеспечивается требуемая твердость кожи, при увеличени его расхода выше 4,0% кожа теряет эластичность.
Расход циркониевого дубителя выбран 1-5%, так как снижение его расхода ниже 1,0% не обеспечивает полу
чения требуемой Твердости и толщины, а увеличение расхода свше 5% приводит к удорожанию-обработки без повышения качества кожи.
Расход дубящих соединений хрома 1,3-3,5% обеспечивает необходимую абразивную способность кож, так как при уменьщении его нижнего предела не обеспечивается сквозной продуб кожи, а при повьшении его расхода свыше 3,5% не происходит дальнейшего повьпиения твердости кожи.
Расход жира 1,0-3,0% дает возмож- 5 ност.ь получить кожи требуемой твердости при сохранении ее пластичности, что предотвращает в дальнейшем ее. ломкость. Снижение расхода жира ниже 1,0% увеличивает жесткость кожи вьппе Q допустимых пределов , а при повьш1ении ,его расхода вьшзе 3% снижается ее полирующая способность из-за переноса жира из козки на полируемую поверх- ность т.е. это приводит к ее осали- 5 ванию.
Предлагаемьй способ осуществляют/ следующим образом.
Недвоеное голье, полученное по методике производства кож для низа 0 обуви, после обеззоливания и промьш- ки обрабатьшают дубящими соединениями титана при расходе 1,5-4,0% от массы голья (считая на диоксид титана), дубят циркониевым дубителем при расходе 1,0-5,0% от массы голья до сквозь ного продуба, после которого производят нейтрализацию сульфитом натрия и уротропином. Затем осуществляют дубление соединениями хрома при расходе 1,5-3,5% (считая на оксид хрома) , пролежку, жирование эмульсией жиров из .расчета 1-3%, считая на 100%-ньш жир, отжим влаги, разводку, сушку до влажности 10-12%, увлажнение, пролежку, прокатку и подсушку.
Из готовых кож, имекщих толщину 4,8+0,2 мм, вырубают круги диаметром 150 м;, которые выравнивают по толщине .до-4,5+0,1 мм на машине для двоения деталей низа обуви.
Пример 1. Недвоенйе голье, полученное по методике производства кож для низа обуви из бычины тяжелой массой 40 кг, после обеззоливания и промьшки обрабатьшают дубящими соединениями титана с расходом его 1,5% от массы голья (в пересчете на диоксид титана) в течение 12 ч, затем дубят циркониевым дубителем при рас5
0
5
0
5
ходе его 3,0% от массы голья. По достижении сквозного прокраса проводят нейтрализацию сульфитом натрия и уротропином до рН среза полуфабриката 3,7. После нейтрализации проводят хромовое дубление при расходе дубящих соединений хрома (считая на оксид хрома) 1,5% в течение 18 ч.
Затем осуществляют пролежку в те- чение 12 ч и эмульсионное жирование пастой ВНИИЖ, устойчивой к электролитам при расходе 1% (считая на 100% ный жир), отжим влаги, разводку,сушку до влажности 12%, увлажнение,про- лежку, прокатку и подсушку. Из выработанных, по этой методике кож вырубают круги диаметром 150 мм и выравнивают на двоильно-ленточной машине до толщины 4,5+0,1 мм.
П р и м е р 2. Недвоеное голье, полученное по методике производства кож для низа обуви из бычины тяжелой массой 45 кг, после обеззоливания обрабатьшают титановым дубителем из расчета 3% от массы голья, дубят соединениями циркония при расходе 3% от массы голья, проводят нейтрализацию и хромовое дубление при расходе 2,5%. Эмульсионное жирование ведут при расходе жиров 2%, считая на 100%-ный жир., Последуюйще операци осуществляют как в примере 1.
П р и м е р 3. Недвоеное голье, полученное по методике производства кож для низа обуви из бычины тяжелой массой 50 кг, после обеззоливания обрабатывают титановым дубителем при расходе 4% от массы гольяj дубят цир i кониевым дубителем при расходе его 5% от массы голья. Затем проводят
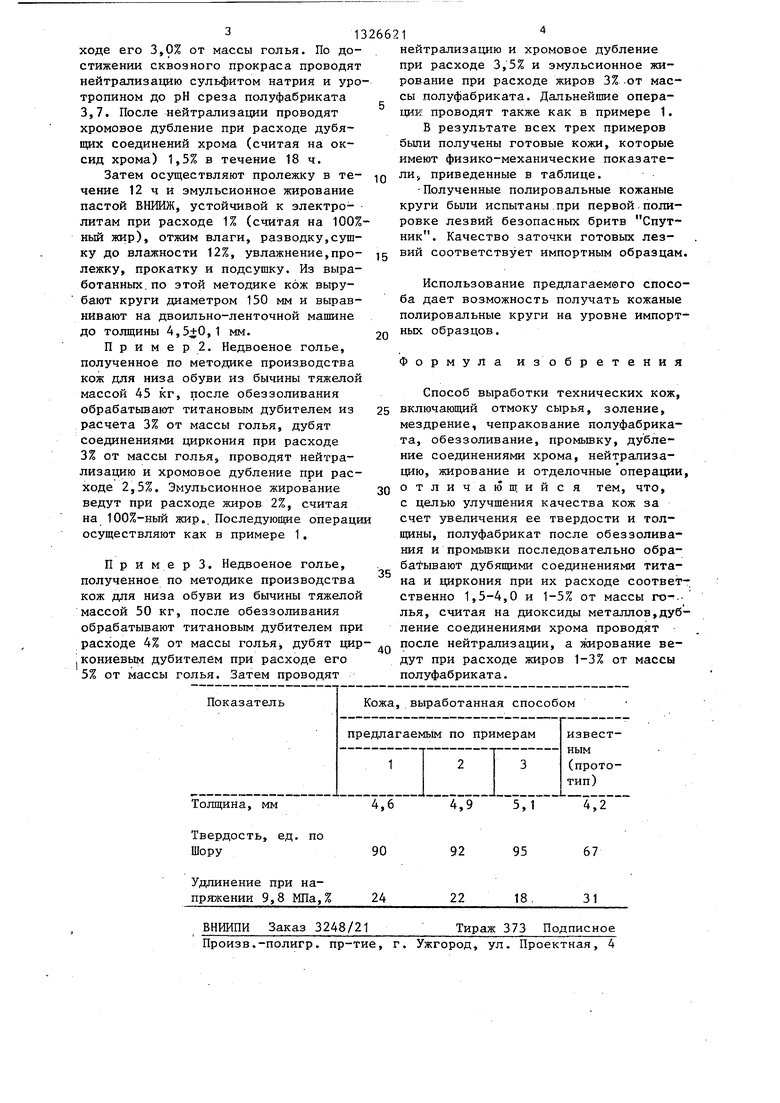
Удлинение при на- пряркении 9,8 МПа,%24
ВНИИПИ Заказ 3248/21
Тираж 373 Подписное
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
5 о
5
нейтрализацию и хромовое дубление при расходе 3,5% и эмульсионное жирование при расходе жиров 3% от массы полуфабриката. Дальнейшие операции проводят также как в примере 1. В результате всех трех примеров бьши получены готовые кожи, которые имеют физико-механические показатели, приведенные в таблице.
-Полученные полировальные кожаные круги были испытаны.при первой похш- ровке лезвий безопасных бритв Спутник. Качество заточки готовых лезвий соответствует импортным образцам.
Использование предлагаемого способа дает возможность получать кожаные полировальные круги на уровне импортных образцов.
Формула изобретения
Способ выработки технических кож, включающий отмоку сырья, золение, мездрение, чепракование полуфабриката, обеззоливание, промьшку, дубление соединениями хрома, нейтрализацию, жирование и отделочные операции, отличающийся тем, что, с целью улучшения качества кож за счет увеличения ее твердости и толщины, полуфабрикат после обеззоливания и промьюки последовательно обрабатывают дубящими соединениями титана и циркония при их расходе соответственно 1,5-4,0 и 1-5% от массы го-.- лья, считая на диоксиды металлов,дубление соединениями хрома проводят после нейтрализации, а жирование ведут при расходе жиров 1-3% от массы полуфабриката.
22
18.
31
Тираж 373 Подписное
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для нейтрализации кож для низа обуви и технических кож | 1988 |
|
SU1560552A1 |
| Способ выработки технических кож | 1986 |
|
SU1406174A1 |
| Способ выработки кож повышенных толщин для бесподкладочной обуви | 1980 |
|
SU1044633A1 |
| Способ выработки технических кож | 1988 |
|
SU1546498A1 |
| Способ выработки кожи | 1978 |
|
SU777063A1 |
| Способ выработки эластичных кож | 1990 |
|
SU1730172A1 |
| СПОСОБ ВЫРАБОТКИ КОЖ ДЛЯ ВЕРХА ОБУВИ ИЗ СПИЛКА | 1993 |
|
RU2039834C1 |
| СПОСОБ ПОЛУЧЕНИЯ БАХТАРМЯНОГО СПИЛКА | 1992 |
|
RU2036972C1 |
| Способ дубления кож | 1980 |
|
SU885265A1 |
| Способ выработки кож | 1982 |
|
SU1051127A1 |
Изобретение относится к кожевенной промьшшенности и позволяет улучшить качество кож за счет увеличения ее твердости и толщины. Недвоеное голье, полученное по методике производства кож дпя низа обуви, после обеззоливания и промывки обрабатывают последовательно дубящими соединениями титана и циркония при их расходе соответственно 1,3-4,0 и 1,0- 5,0% от массы голья, считая на диоксиды металлов. Затем проводят нейтрализацию сульфитом натрия и уротропином, дубление соединениями хрома при расходе 1,5-3,5%, считая на Ьксид хрома, от массы полуфабриката, пролежку, жирование при расходе жиров 1-3% от массы полуфабриката, отжим влаги, разводку, сушку до влажности 10-12%, увлажнение, пролежку, прокатку, и подсушку. 1 табл. i (Л ро to О5 05 to
| Методика производства кожи хромового дубления для манжет и прокладок | |||
| Утв | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
