Изобретение относится к измерительной технике, и частности к объектам для измерения погрешности положения штрихов круговых шкал,,; и может быть использовано в оптико-технической промьшхленности для аттестации лимбов, кодовых дисков и радиальных растровых решеток.
Цель изобретения - повышение точности измерений путем уменьшения noi- решности отсчетного блока.
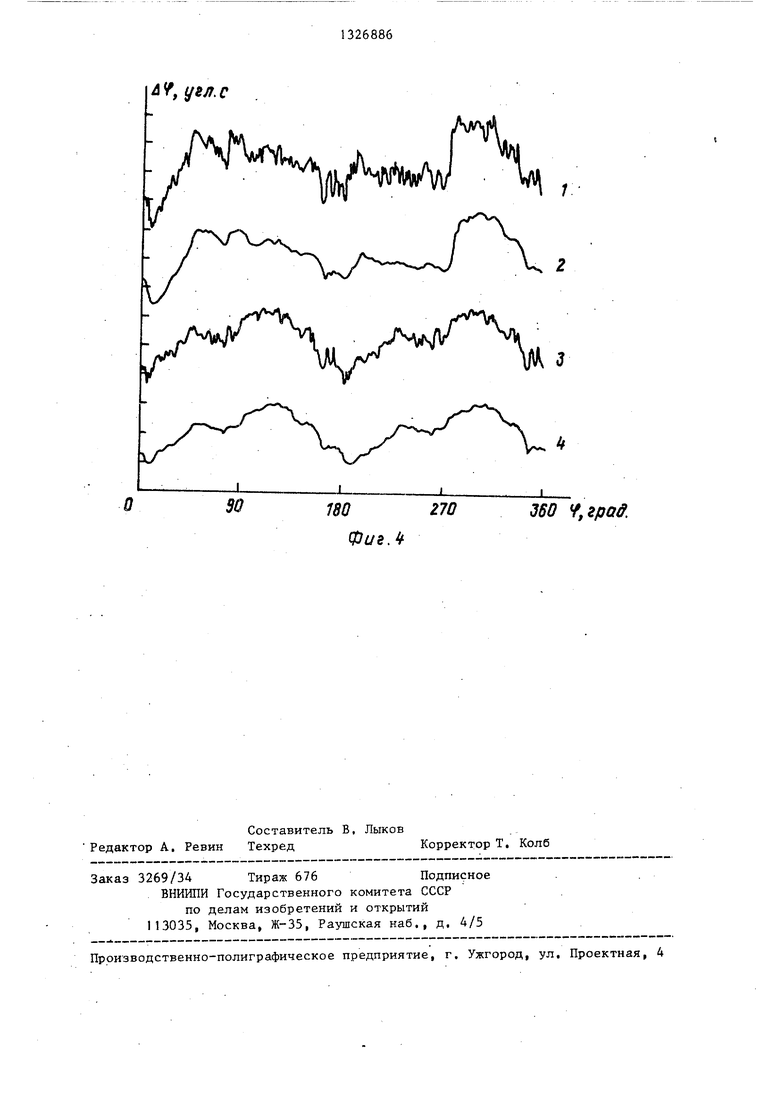
На фиг, 1 изображена структурная схема устройства для осуществления предлагаемого способа; на фиг, 2а и фиг, 26 - схемы выполнения опорно- измерительного блока фазового детектирования; на фиг. За и фиг, Зб - варианты выполнения одновходового фазового детектора; на фиг, Зв - пример выполнения корректирующего блока; на фиг, 4 - экспериментальные результаты - графики погрешностей одной из аттестованных круговых шкал (кривая 1 представляет собой распределение погрешности штрихов круговой шкалы с программной компенсацией первой гармоники; кривая 3 соответствует распределению погрешности диаметров той же шкапы, а кривые 2 и 4 отображают низкочастотные составляющие соответственно кривых 1 и 3),
Устройство (фиг, 1) содержит двигатель 1 вращения, кинематически соединенный со шпинделем 2, имеющим на торце оправку 3 для закрепления поверяемой круговой шкалы, оптически связываемый с круговой шкалой от- счетный блок 4, опорно-измерительный блок 5 фазового детектирования, блок 6 обработки, регистратор 7, а также последовательно соединенные датчик 8 начального положения, кинематически связанный со шпинделем, блок 9 управления и блок 10 радиального перемещения, механически связанный с отсчетным блоком 4, Выход отсчетного блока 4 соединен со входом опорно- измерительного блока 5 и первым входом синхронизации блока 6 обработки, второй вход синхронизации которого подключен к выходу датчика начального положения. Первый выход . опорно-измерительного блока 5 связан со входом управления двигателя вращения, а второй - с информационным входом блока обработки, выход которого связан со входом регистратора.
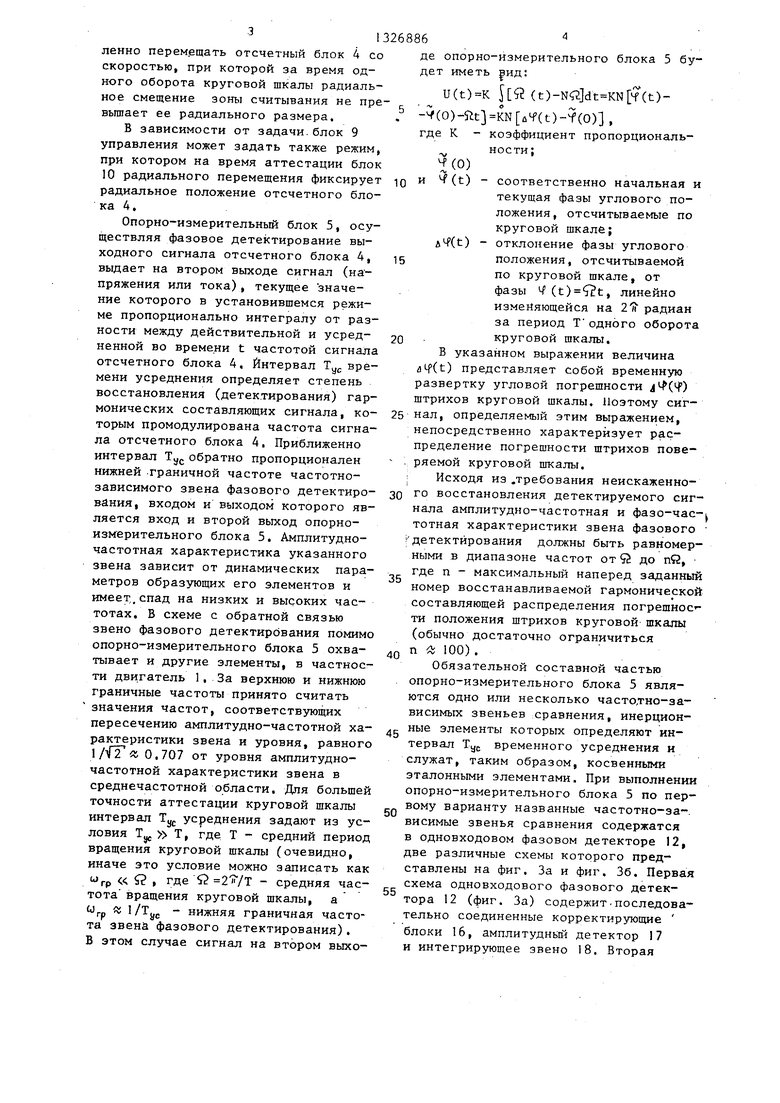
Опорно-измерительный блок 5 служит для задания скорости вращения вала двигателей 1 (по первому выходу) и для выявления сигнала, характеризующего погрешность положения щтри- хов поверяемой шкалы (по второму выходу) , В первом варианте (фиг, 2а) опорно-измерительный блок содержит 0 источник 11 опорного напряжения,
выход которого служит первым выходом опорно-измерительного блока, и одно- входовый фазовый Детектор 12, вход
и выход которого являются СООТВ6Т5 ственно входом и вторым выходом опорно-измерительного блока. По второму варианту (фиг, 26) опорно-измерительный блок содержит последовательно соединенные генератор I3 опорной часQ тоты, двухвходовый фазовый детектор 14 и корректирующий блок 15, причем входом опорно-измерительного блока является второй вход двухвходового фазового детектора 14, а первым и 5 вторым выходами - соответствующие выходы корректирующего блока 15, Устройство работает следукщим образом,
В установившемся режиме уровень
0 сигнала на первом выходе опорно-измерительного блока 5 определяет скорость вращения вала двигателя 1 и механически связанных с ним шпинделя 2 и оправы 3 круговой шкалы. Блок 9 управления задает режим работы блока 10 радиального перекрещения. Сначала на выходе блока 9 управления устанавливается код числа, соответствующий начальному радиальному положению отQ счетного блока 4, определяемому начальным радиусом информационной дорожки аттестуемой шкалы. Блок 10 радиального перемещения, отслеживая заданный код числа, выводит отсчет- ный блок 4 на заданный радиус. На выходе отсчетного блока появляется сигнал, действительная (мгновенная) изменяющаяся во времени t частота которого определяется временной разверткой фазы (t) углового положения, отсчитываемой по круговой шкале, и равна
S(t) Nd4 (t)/dt,
где N - чиспо штрихов круговой шкалы.
Затем блок 9 управления по сигналам датчика 8 начального положения (в пошаговом режиме) изменя ет свой выходной код, вынуждая блок 10 мед5
5
0
ленно перемещать отсчетный блок 4 со скоростью, при которой за время одного оборота круговой шкалы радиальное смещение зоны считывания не пре- вьшает ее радиального размера,
В зависимости от задачи.блок 9 управления может задать также режим, при котором на время аттестации блок 10 радиального перемещения фиксирует радиальное положение отсчетного блока 4 .
Опорно-измерительный блок 5, осуществляя фазовое детектирование выходного сигнала отсчетного блока 4, выдает на втором выходе сигнал (напряжения или тока), текущее значение которого в установившемся режиме пропорционально интегралу от разности между действительной и усредненной во времени t частотой сигнала отсчетного блока 4, Интервал Ту времени усреднения определяет степень восстановления (детектирования) гарионических составляющих сигнала, ко- 25 нал, определяемый этим выражением,
торым промодулирована частота сигнала отсчетного блока 4. Приближенно интервал Т обратно пропорционален нижней граничной частоте частотно- зависимого звена фазового детектирования, входом и выходом которого является вход и второй выход опорно- измерительного блока 5, Амплитудно- частотная характеристика указанного звена зависит от динамических параметров образующих его элементов и имеет., спад на низких и высоких частотах, В схеме с обратной связью звено фазового детектирования помимо опорно-измерительного блока 5 охватывает и другие элементы, в частности двигатель 1, За верхнюю и нижнюю граничные частоты принято считать значения частот, соответствующих пересечению амплитудно-частотной характеристики звена и уровня, равного 1 /VT Л 0,707 от уровня амплитудно- частотной характеристики звена в среднечастотной области. Для большей точности аттестации круговой шкалы интервал Т, усреднения задают из условия Т,„. Т, где Т - средний период вращения круговой шкалы (очевидно, иначе это условие можно записать как « где 2 и /Т - средняя частота вращения круговой шкалы, а Ырр « l/Tj,g - нижняя граничная частота звена фазового детектирования), Б этом случае сигнал на втором выхо
де опорно-измерительного блока 5 будет иметь рид:
U(t)K S (t) (t)-(0)(t)-f(0),
где К - коэффициент пропорциональности;(0)
и (t) - соответственно начальная и текущая фазы углового положения, отсчитываемые по круговой шкале;
A4 (t) - отклонение фазы углового положения, отсчитываемой по круговой шкале, от фазы 4(t), линейно изменяющейся на 2 л радиан за период Т одного оборота круговой шкалы,
В указанном выражении величина a4(t) представляет собой временную развертку угловой погрешности (Ч ) штрихов круговой шкалы. Поэтому сиг
0
5
0
5
0
5
непосредственно характеризует распределение погрешности штрихов поверяемой круговой шкалы.
Исходя из .требования неискаженного восстановления детектируемого сигнала амплитудно-частотная и фазо-час- тотная характеристики звена фазового детектирования должны быть равномерными в диапазоне частот от и до пи, где п - максимальный наперед заданный номер восстанавливаемой гармонической составляющей распределения погрещнос - ти положения штрихов круговой шкапы (обычно достаточно ограничиться п Л 100),
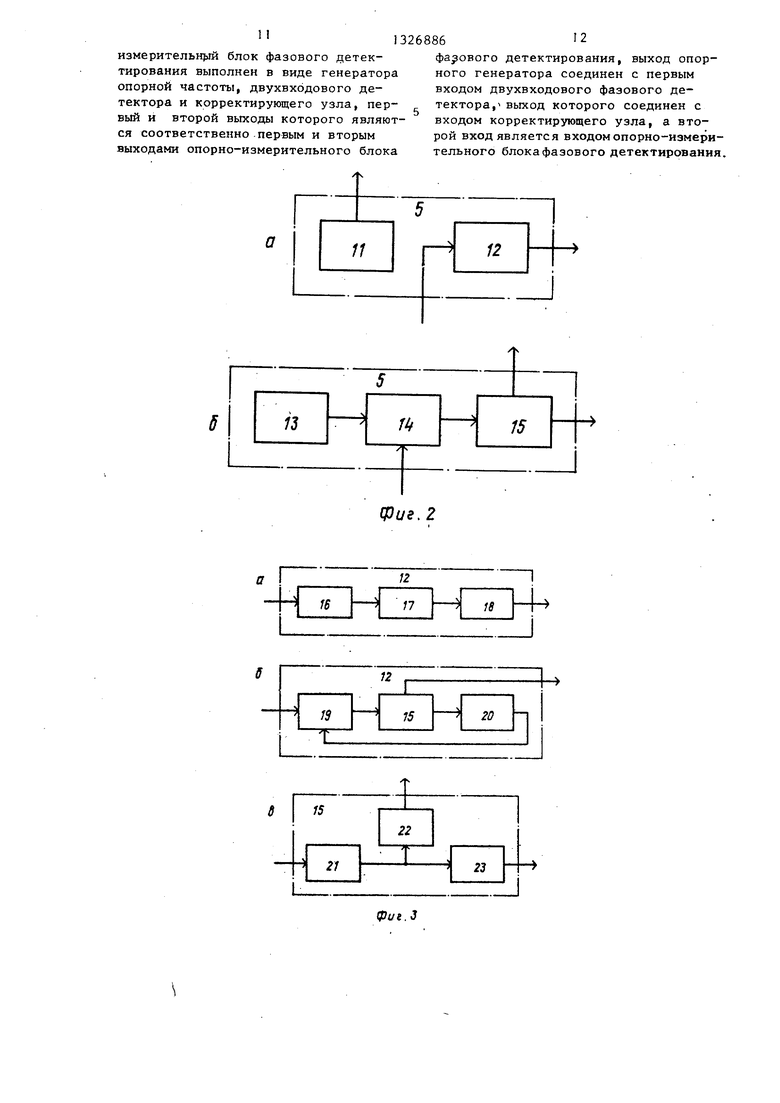
Обязательной составной частью опорно-измерительного блока 5 являются одно или несколько часто,тно-за- висимых звеньев сравнения, инерционные элементы которых определяют интервал Туе временного усреднения и служат, таким образом, косвенными эталонными элементами. При выполнении опорно-измерительного блока 5 по первому варианту названные частотно-за-. висимые звенья сравнения содержатся в одновходовом фазовом детекторе 12, две различные схемы которого представлены на фиг. За и фиг, Зб, Первая схема одновходового фазового детектора 12 (фиг. За) содержит.последовательно соединенные корректирующие блоки 16, амплитудный детектор 17 и интегрирующее звено 18. Вторая
схема одновходового фазового детек- тора (фиг,3б), отличающаяся повышенной линейностью детектирования сигнала, выполнена по схеме синхронного детектирования с фазовой автоподстройкой 1 частоты (ФАПЧ) и состоит из замкнутых в кольцо двухвхо- дового фазового детектора 19, корректирующего блока 15 и управляемого генератора 20,причем входом и выходом опорно-измерительного блока 5 в этой схеме служат второй вход двухвходового фазового детектора 19 и второй выход корректирующего блока 15, Двухвходовой (дифференциальный) фазовый детектор может быть выполнен на базе аналогового перемножителя сигналов или устройства выборки-хранения, или, наконец, специ- агшзированной аналого-цифровой схемы
Интервал Ту временного усреднения обратно пропорционален нижней граничной частоте одновходового фазового детектора 12. В первой схеме (фиг. За) частота определяется сопрягающей частотой интегрирующего звена 18, а во второй схеме (фиг, 36) частота ( зависит от параметров как корректирующего блока 15 (частотно-зависимого звена), так и двухвходового фазового детектора 19 и управляемого генератора 20, Для последней схемы вариант возможной реализации корректирующего блока с двумя выходами, показанный на фиг, Зв, состоит из входного интегрирующего звена 21, к выходу которого подключены первое 22 и второе 23 корректирующие звенья, выходы которых служат первым и вторым выходами корректирующего блока 15, Интегрирующее звено 21 и корректирующее звено 23 предназначены для обеспечения устойчивости и заданньпс показателей качества схемы с ФАПЧ и получения заданного интервала Т временного усреднения,
При выполнении опорно-измерительного блока 5 по второму варианту (фиг, 26) генератор 13 опорной частоты, а также замкнутые в кольцо двухвходовый детектор 14, корректирующий блок 15, двигатель 1, шпиндел 2 с оправой 3 круговой щкалы и от- счетный блок 4 образуют (как и для фиг, Зб) по отнощению к выявляемому сигналу схему синхронного детектирования с ФАПЧ, В этом случае выход
5
0
5
ной сигнал отсчетного блока 4 исполь зуется в качестве сигнала обратной связи в схеме с ФАПЧ. В отличие от схемы опорно- измерительного блока 5, соответствующей первому варианту (фиг, 2а), в данном случае двигатель 1 управляется сигналом рассогласования схемы с ФАПЧ, снимаемым с пер во- го выхода корректирующего блока 15 (которое может иметь структуру, аналогичную структуре корректирующего блока для второй схемы (фиг, Зб) одновходового фазового детектора 12 (фиг, Зв),
Сигнал, снимаемый со вторбго выхода опорно-измерительного блока 5 поступает на информационный вход блока 6 обработки, который по заданной программе производит анализ вводимого сигнала. Для фазовой привязки к угловому положению круговой щкалы блок 6 обработки тактируется сигналами датчика 8 начального положения и отсчетного блока 4, Тактирование позволяет определять какому щтриху круговой шкалы соответствует текущий уровень сигнала, подаваемого на. информационный вход блока 6 обработ- 0 ки. Переработав полученную информацию, блок обработки выдает данные на регистратор 7,
Сигнал на втором выходе опорно- измерительного блока 5 фазового детектрирования оказывается искаженным гармоническими составляющими момента сопротивления вращению вала двигателя (щпинделя), которые действуют на систену измерения как возмущения. Последние являются инструментальными погрешностями предлагаемого устройства и обусловлены такими факторами, как, например, неидеальность параметров двигателя 1, статистическая и динамическая неуравновешенность щпинделя 2 и неточность изготовления его подшипников.
Таким образом, при временной развертке фазы углового положения круговой шкалы фазовое детектирование позволяет выделять из сигналов отсчетного блока 4 результирующий сигнал, по форме которого можно восстановить погрешности штрихов поверяемой шкалы. Текущая амплитуда результирующего сигнала пропорциональна интегралу от разности между частотой, определяемой временной разверткой фазы углового положения,, от5
0
5
0
5
считываемой по шкале, и ускоренной во времени частотой вращения шкалы, принимаемой за эталонную частоту,
Предлагаемый способ определения погрешности можно назвать частотным компенсационным способом.
Для того, чтобы уменьшить влияние, оказываемое на процесс измерения различными дестабилизирующими факторами (электрические помехи, вибрация и случайные сотрясения установки, и т.п.) результирующий сигнал подвергают обработке в блоке 6.
С помощью блока 6 обработки форми- 5 считывания сопряжено с трудностью
руют новый сигнал, равный среднему арифметическому отдельных реализаций результирующего сигнала, начальные отсчеты которых производят через инобеспечения равномерности освещенн сти зоны считывания при большом от ношении длины зоны к ее ширине. Пр тически неравномерность освещеннос
тервалы времени, кратные периоду ти по длине зоны считывания составщения шкалы. В частности, если отсчеты каждый раз производят через один период оборота шкалы, то сигнал U(t) на выходе блока 6 обработки будет описываться выражением
U(t) iZ:u(t-mt)
М
ляет порядка 15%. Кроме того, профил штрихов некоторых шкал наклонен по отношению к радиальному, направлению или, в худшем случае, отличен от 25 прямолинейного. Для аттестации таки шкал необходима перестройка оптической схемы отсчетного устройства либ замена ее на новую, специализирован ную,
м
KN
aif(t-mt)- g-(O),
KN
М m.4 .
где М - число усреднений результирующего сигнала.
Полученный таким способом с игнал более достоверно отображает погрешности штрихов поверяемой шкалы, так как в результате временного усреднения существенно ослабляются компоненты, вносимые в результирующий сигнал дестабилизирующими факторами
При считывании информации с вращающейся круговой шкалы световой синал, воспринимаемый фотоприемником отсчетной системы, пропорционален свертке цвух функций - функции, характеризующей распределение коэффициента пропускания (отражения) вдоль окружности круговой шкалы, и функции, описывающей распределение о свещенности в зоне считывания. Поэтому на результаты измерений оказывают влияние не только собственно погрешности положения штрихов, но также и конфигурация и размеры зоны считывания. Чтобы снизить проявлени неровности края штриха (обусловленной как следствием инструментальных погрешностей установки для нанесени шкал, так и зернистостью материала шкалы и наличием на нем царапин и
проколов) за угловое положение штриха Принимают величину, усредненную по его ширине. Для удовлетворения этого условия при проектировании оптической части отсчетной системы требуется сформировать зону считывания в виде узкого прямоугольника, большая сторона которого ориентируется вдоль края штрихов и соответствует их ширине, причем распределение освещенности в зоне считывания должно быть равномерным. На практике получение указанной идеальной формы зоны
обеспечения равномерности освещенности зоны считывания при большом отношении длины зоны к ее ширине. Практически неравномерность освещенности по длине зоны считывания состав
ляет порядка 15%. Кроме того, профиль штрихов некоторых шкал наклонен по отношению к радиальному, направлению или, в худшем случае, отличен от прямолинейного. Для аттестации таких шкал необходима перестройка оптической схемы отсчетного устройства либо замена ее на новую, специализированную,
С целью повьш1ения достоверности измерения погрешности круговых шкал, а также расширения функциональных возможностей, заключающихся в возможности аттестации круговых шкал с произвольным профилем штрихов и выявлении дефектов материала шкалы (царапины, проколы) , радиальньй ijo отношению к центру вращения шкалы размер зоны считывания делают существенно меньшим радиальной ширины штрихов (при малых размерах зоны считывания легче обеспечить равномерность ее освещенности), и, перемещая местоположение зоны считывания в радиальном направлении, сканирует профиль штрихов шкалы. Скорость перемещения выбирают такой, чтобы за период одного оборота шкалы радиальное смещение зоны считывания не превышало бы ее радиального размера. Выполнение этого условия гарантирует обеспечение непрерывного (без пропусков) сканирования профиля штрихов и получение, таким образом, достоверной информации об угловом положении штрихов. Как и ранее, о погрешностях положения штрихов судят по сигналу, полученному арифметическим усреднением отдельных реализаций результи
рующего сигнала, начальные отсчеты которых производят через интервалы времени, кратные периоду вращения шкалы.
Вследствие малых размеров зоны считывания (порядка 1 мкм и менее) способ позволяет регистрировать локальные дефекты материала шкалы в виде царапин и проколов. Эти дефекты обнаруживаются блоком 6 обработки как резкие выбросы результирующего сигнала, амплитуды которых существенно превышают среднеквадратичную погрешность положения штрихов поверяемой шкалы.
Достаточно важным является повышение технологичности аттестации шкал, так как независимо от профиля штрихов при малых размерах зоны счи- тьгоания не требуется производить юстировку оптической части отсчетного блока (в отличие от других устройств в соответствии с ориентацией профиля штрихов. Одновременно з рощается конструкция оптической части отсчетного устройства вследствие возможности использования простых осесиммет- ричных оптических элементов (цилиндрические линзы не требуются).
В режиме анализа результирующего сигнала блок 6 обработки программно может выделить необходимую информацию. Например, из кривой, характеризующей погрешность положения штрихов нетрудно устранить (используя разложение ее в ряд Фурье) первую гармонику,- обусловленную наличием остаточного эксцентриситета центра круговой шкалы по отношению к центру ее вращения. Усреднением диаметрально противоположных отсчетов можно найти погрешности положения диаметров шкалы. Выделяя резкие выбросы результирующего сигнала, получают информацию о числе и местоположении дефектных участков шкалы и т.п.
Формула изобретения
1. Способ измерения погрешности положения штрихов круговых шкал, включающий непрерывное вращение поверяемой шкалы, регистрацию моментов про кождения штрихами шкалы зоны считывани и отображение информации, отличающийся тем, что, с целью повышения точности, перед отображением информации сравнивают полученный
J
10
15
20
326886 О
сигнал с усредненным по времени сигналом, выделяют их разностную частоту и интегрируют ее по времени.
2, Способ по п. 1, отличающий с я тем, что во время измерений сканируют профиль штрихов, перемещая зону считывания, радиальный размер которой меньше длины штриха в радиальном направлении, причем за время одного поворота зону считывания перемещают на расстояние, меньшее радиального размера поверяемой шкалы,
г 3, Устройство для измерения погреш- ,/ ности положения штрихов круговых шкал, содержащее двигатель вращения, кинема-: : тически соединенный со шпинделем с оправкой дпя закрепления круговой шкалы, отсчетный блок, оптически Ьвязанный с круговой шкалой и регистратор, отличающееся тем, что, с целью повышения точности измерений за счет уменьшения погрешностей отсчет- 25 ного блока, оно снабжено опорно-измерительным блоком фазового детектирования, блоком обработки, датчиком начального положения, кинематически соединенным со шпинделем, блоком управления и блоком радиального перемещения, кинематически соединенным с отсчетным блоком, выход датчика начального положения соединен через блок управления с входом блока радиального перемещения и первым входом блока обработки, выход которого соединен с входом регистратора, выход отсчетного блока соединен с вторым входом блока обработки и входом опорно-измерительного блока фазового детектированияII первый выход которого соединен с входом двигателя вращения, а второй выход соединен с третьим входом блока обработки.
4,Устройство по п, 3, о т л и - чающееся тем, что опорно- измерительный блок фазового детектирования вьтолнен в виде одновходо- вого фазового детектора и источника
(-„ опорного напряжения, выход которого является первым выходом опорно-измерительного блока фазового детектиро-г ванияв а вход и выход одновходового фазового детектора являются соответственно входом и вторым выходом опорно-измерительного блока фазового де- .тектирования,
5.Устройство поп, 3, отличающееся тем, что опорно30
35
40
45
55
11
измерительн| 1й блок фазового детектирования выполнен в виде генератора опорной частоты, двухвходового детектора и корректирующего узла, первый и второй выходы которого являют ся соответственно первым и вторым выходами опорно-измерительного блока
д 15
32688612
фагового детектирования, выход опорного генератора соединен с первым входом двухвходового фазового де- J. тектора, выход которого соединен с входом корректирующего узла, а второй вход является входом опорно-измерительного блока фазового детектирования.
срие. 2
гЬ
фие. J
А /, yi/f, с
Q
90
1802.70
ФиъЛ
360 ,рад.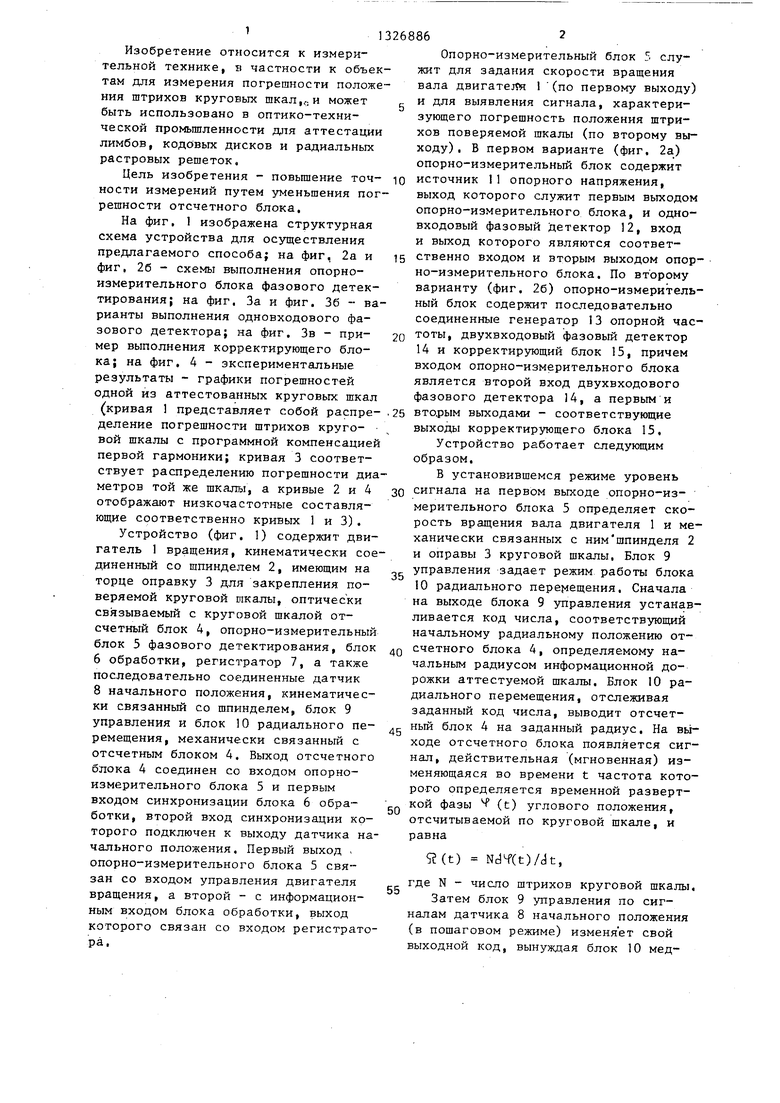



| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ИЗМЕРЕНИЯ УГЛОВ И ФОРМИРОВАНИЯ УГЛОВЫХ МЕТОК | 1995 |
|
RU2115885C1 |
| Устройство аттестации фазометров по фазоамплитудной погрешности | 1986 |
|
SU1352399A1 |
| Устройство для контроля лимбов | 1975 |
|
SU591687A1 |
| Способ изготовления эталона для проверки преобразователей угла поворота | 1973 |
|
SU578649A1 |
| Эталон единицы плоского угла | 2016 |
|
RU2637727C1 |
| Способ выработки информации о расположении штриха меры при ее динамической поверке | 1985 |
|
SU1348642A1 |
| Устройство для поверки стрелочных приборов с круговой шкалой | 1981 |
|
SU1259106A1 |
| Устройство для поверки стрелочных приборов с круговой шкалой | 1981 |
|
SU1106985A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ УГЛА НАКЛОНА ПОВЕРХНОСТИ | 2013 |
|
RU2548575C2 |
| Устройство для определения фазово-амплитудной погрешности фазометров | 1979 |
|
SU855530A1 |
Изобретение относится к измерительной технике и может быть применено в оптико-технической промьшлен- ности для аттестации лимбов, кодовых дисков и радиальных растровых решеток. Цель изобретения - повьппение точности измерений. При временной развертке фазы углового положения шкалы фазовое детектирование позволяет выделять из сигналов отсчетного блока 4 результирующий сигнал, по форме которого можно восстановить погрешность штрихов поверяемой шкалы, Текущая амплитуда результиру1още- го сигнала пропорциональна интегралу от разности между частотой, определяемой временной развертной фазы углового положения, о тсчитываемой по шкале, и ускоренной во времени частотой вращения шкалы, принимаемой за эталонную частоту. Для уменьшения влияния дестабилизирующих факторов результирующий сигнал подвергают обработке в блоке 6. Вследствие малых . размеров зоны считывания способ, позволяет регистрировать локальные дефекты материала шкалы в виде царапин и проколов, 2 с.п. ф-лы, 3 з.п. ф-лы, 4 ил. I С/) фие. 1
| МУФТА ПРЕДЕЛЬНОГО МОМЕНТА | 0 |
|
SU257947A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для КОНТРОЛЯ точности НАНЕСЕНИЯ ШТРИХОВ НА КРУГАХ ОПТИЧЕСКИХ ТЕОДОЛИТОВ | 0 |
|
SU250469A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
