Изобретение относится к сварке, з частности к оборудованию для электронно-лучевой сварки кольцевых швов длинномерных изделий малого диаметра, и может быть применено в автоматизирован- 5 ном производстве любой отрасли народного хозяйства.
Целью изобретения является повышение качества сварки и упрощение обслуживания при выполнением процесса с 0 предварительной откачкой в промежуточной раз ъемной камере и упращение услр&ий .ее обслуживания при работе установки в автоматической линии.
На фиг.f изображена установка, общий J5
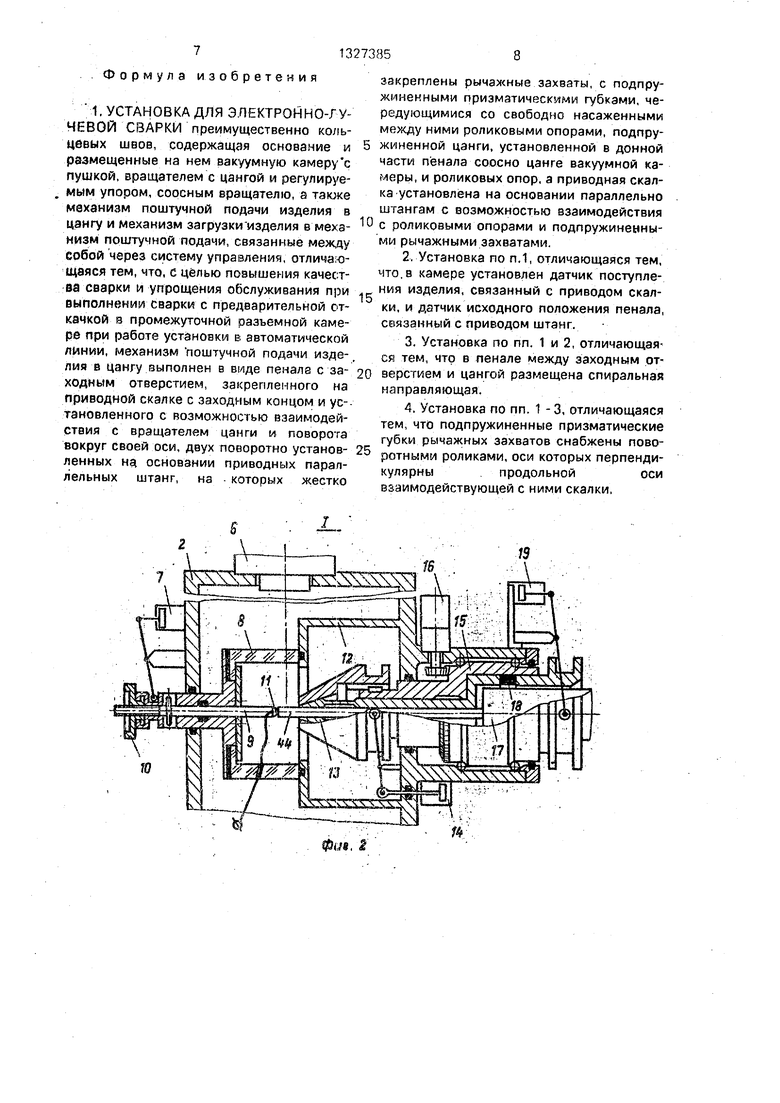
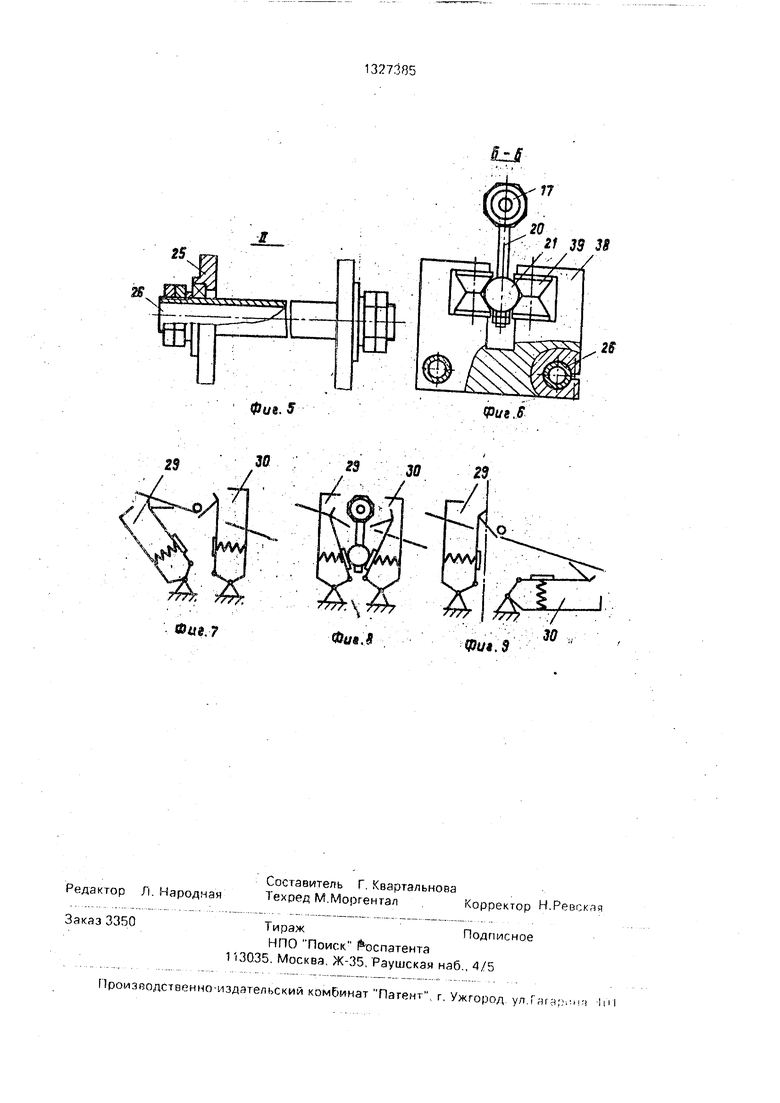
вид: на фиг.2 - узел I на фмг.1 (вакуумная камера в момент установки изделия относительно регулируемого упора на позиции сварки); на фиг.З - пенал со ск алко.й с заход- ным концом, разрез: на фиг:4 - разрез А-А 20 на фиг. 1: на фиг.5 - на фиг. 1 (заделка штанг в основании): на. фит.6 - сечение на фиг. 1: на фиг. 7-9 - положения рычажных
захватов механизма поштучной подачи изделия а цангу камеры в процессе его рабо- 25 ты. . . . .:
Установка (фиг.Т) содержит осно.вание 1. на котором установлена вакуумная камера 2, Mf3xaHM3 vt 3. поштучной подач-и изделмй 4 в камеру 2 и механ /1зм 5 (на фи.г.4 показан 30 условно) загрузки изделия 4 в камеру 2. В стьжах камеры 2 (фиг.2) закреплены: в.пото- лочной - пушка б для электронно-лучевой сварки, а одной .из боковых стенок с возмо.Ж:- /ностью продольного перемещения с по- 35 мощью .привода 7 .заделана подвижная часть 8 промежуточной разъемной камеры, через которую лропуш,ен упор 9, регулируемый с помощью гайки 10, на рабочем торце которого установлен датчик 11. В протмво- 40 положной боковой стенке вакуумной камв- ры 2 закреплена неподвижная част 12
.промежуточной разъемной камеры, в которой соосно упору 9 устано влена цанга 13, связанная с приводом 14, фиксирующая из- 5 делие 4 на позиции сварки и закрепленная
во вращателе 15, связанном с приводом 16, .
Пушка 6, регулируемый упор 9, подвижная часть 8 промежуточной камеры, приводная цанга 13 с вращателем 15, а также 50 : механизм 3 подштучной подачи изделия 4 в цангу 13 камеры 2 и -механизм 5 загрузки изделия 4. в механизм 3 поштучной подачи через датчики (на чертеже не показаны) свя- заны с системой управления (на чертеже не 55 показана). При этом механизм 3 выполнен в виде пенала 17 (см.фиг. 1 и2. закре пленного с,возможностью вззммодейстаия с враща- .телем 15 через подвижное уплотнение 18 с приводом 19 и поворота вокруг спсей оси в
шарнирных опорах 20. жестко за1 реплен- ных на скалке 21 с зрходиым KOi-iuoM 22, перемеидаемой по роликовым направляющим 23 приводом 24. На основании 1 параллельно направляющим 25 и друг другу установлены две (см.фиг. 1 и 5) поворотные а шарнирных опорах 25 штанги 26.
- На штангах 26 через прорези 27, стянутые винтами 28, жестко закр.еплены рычажНые захваты 29 и 30 с подпружиненными пружинами 31 относительно последних призматическими губками 32 и 33 с 1ов оротнымй роликами 34, оси 35 которых перпендикулярны продольной оси взаимодействующей с ними скалки 21. Каждый из рычажных захватов 29 и 30 через шарнирные оси Зб связаны с приводами 37. Между захватами 29 и 30 на штангах 26 свободно насажены опоры 38 с роликами 39. Кроме того, в донной части пенала 17 (см.фиг.З) соосно.цанге 13 вакуумной камеры 2 установлена подпружиненная пружиной 40 другая цанга 41, усилие зажима которой в два раза меньше усилия центрального из рычажных захватов 29 и 30, а между цангой 41 и заходным отверстием 42 пенала 17 размещена спиральная направляющая 43.. При ЭТОМ для взаимодействие с цанГой 13 вакуумной камеры 2 длина приводной скалки 21 выполнена несколько больше длины пенала 17, а направляющие 23 ска.пки 21 закреплены.на.основании 1 параллельно штангам 26, которые установлены на основа.нии параллельно оси 44, проходящей через упор 9, цангу. 13 вакуумной камеры 2 и цангу 41 пенала 17. Кроме того, датчик 45 поступления изделия 4 в механизм 3 поштучной загрузки через систему управления (на чертеже не оказана) связан с приводом 24 скалки 21, а датчик 46 исходного положения пенала 17 через систему управления - с приводом штанг 26. При этом датчик 47 выгрузки изделия через систему управления связан с приводами 37 захватов 29 и 30.
Устройство работает следующим образом.
Перед началом работы элементы установки приводят в исходное положение. Приводами 14 ; 19 разжимают соответственно цангу 13 и уплотнение 18 пенала 17. К неподвижной части 12 основной камеры 2 с помощью привода 7 подводят и уплотняют подвижную часть 8, образующую промежуточную разъемную камеру. Производят откачку воздуха из основной камеры 2. С помощью гайки 10 устанавливают рабочее положение упора 9 и отводят пенал 17 со скалкой 21 в исходное крайнее положение до срабатывания датчика 46. Включают приводы 37 поворота в опорах 25 штанг 26.
которые через шарнирные оси 36 поворачивают захваты 29 из вертикального положения в крайнее нижнее положение для приема изделия 4 из механизма 5 его загрузки.
После поступления изделия А срабатывает датчик 45, связанный с системой управления, и захваты 29 занимают вертикальное положение (см.фиг.4).
Изделие 4 центрируется губками 32 и 33 крайних захватов 29 и 30. Включают привод 24 перемещения пенала 17 вдоль оси 44 со скалкой 21 по направляющим 23 в сторону камеры 2. Пенал 17 с помощью заходного отверстия 42 и спиральной направляющей 43 надвигается на изделие 4, зажатое центральным из рычажных захватов 29 и 30, усилие зажима которого в два раза больше усилия зажима цанги 41. В процессе своего движения скалка 21 своим заходным концом 22 входит в ролики 39 опоры ,38 (см.фиг.6) и далее - в первые на своем пути ролики 34 на осях 35 рычажных захватов 29 и 30, раздвигая подпружиненные призматические губки 32 и 33 для прохождения пенала 17. При прохождении пеналом 17 центрального из рычажных захватов 29 и 30 призматические губки 32 и 33 отпускают изделие 4 и оно перемещается вместе с пеналом 17. Пройдя крайний к камере 2 рычажный захват 29 и 30, изделие 4 попадает в камеру 2 и перемещается до упора 9 (см.фиг.2). При этом удар конца изделия 4 об упор 9 амортизируется пружиной 40 пенала 17, а сварной стык точно позиционируется по оси луча пушки 6. Срабатывает датчик 11 остановки пенала 17 на позиции сварки.
Затем привод 14, взаимодействующий, например, с заходным концом 22 скалки 21 зажимает изделие 4 в цанге 13, при этом уплотнение 18 обжимает пенал 17 и таким, образом промежуточная камера отсекается от атмосферы. Включают форвакуумиую откачку промежуточной камеры и пенала 17, после чего подвижную часть 8 промежуточной камеры отводят от неподвижной части 12 камеры .2. Изделие 4 готово к сварке. Включают привод 16 вращателя 15 изделия 4 и начинают электронно-лучевую сварку пушкой 6 изделия 4, которое в процессе сварки вращается совместно с пеналом 17 в опорах 20. По окончании сварки дается пауза на остывание изделия 4. После чего подводят к части 12 промежуточной камеры другую ее часть 8 и напускают воздух в промежуточную камеру, разжимается цанга 13 и разуплотняется уплотнение 18 пенала 17. Изделие 4 с пеналом 17 выходит из камеры
2. Пройдя крайний к камере 2 рычажный захват 29 и 30 и опорные ролики 39. пенал 17 с изделием 4 входит в центральный из рычажных захватов 29 и 30, который после 5 этого своими призматическими губками 32 и 33 зажимает изделие 4. Поскольку усилие центрального из захватов 29 и 30 в два раза больше усилия зажима цанги 41 пенал 17 сходит с изделия 4 и занимает крайнее ис- 0 ходное положение, при этом срабатывает датчик 46, Изделие 4 остается в рычажных захватах 29 и 30. Откидываются захваты 30 и изделие 4 выгружается (см.фиг.9). При этом срабатывает датчик 47 и через систему
5 управления осуществляется подьем захватов 30 в исходное вертикальное положение, а захваты 29 при этом откидываются для приема следующего изделия 4 и цикл повторяется.
0 Предложенное устройство позволяет обеспечить повышение качества сварки с предварительной откачкой в промежуточной разъемной камере при работе установки в автоматической и упрощает ее
5 обслуживание за счет того, что в йей один и,
тот же механизм одновременно выполняет
две функции: загрузки и выгрузки изделия
из ца.нги камеры и герметизации изделия,
для чего герметизирующий элемент его 0 пенал через приводную екалку связан с рычажными захватами и роликовыми опорами, закрепленными на параллельных штанга, и имеет в своей донной части другую цангу, соосную цанге вакуумной камеры, в резуль5 тате этого герметизирующий пе«ал в процессе своего взаимодействия с вращателем вакуумной камеры (при состыковке) несет в цангу изделие, заранее отцентрированное и . практически готовое к сварке.
0 Предложенное устройство повышает качество сварного шва путем автоматизации процесса центрирования изделия на позиции сварки с помощью пенала, цанг и скалки, а также позволяет упростить обслу5 живание установки в процессе ее работы в автоматическом цикле за счет того, что механизм поштучной подачи изделий в камеру в камеру одновременно выполняет функции герметизаций изделия в процессе сварки.
0 При этом снижается металлоемкость и занимаемая производственная площадь..
(56) Авторское свидетельство СССР N601098 . кл, В 23 К 9/16, 1978. 5Заявка Великобритании N 2135926.
B3R, 1984,.
Авторское свидетельство СССР N 1087287, кл. В 23 К 15/00,1984.
.Формула изобретения
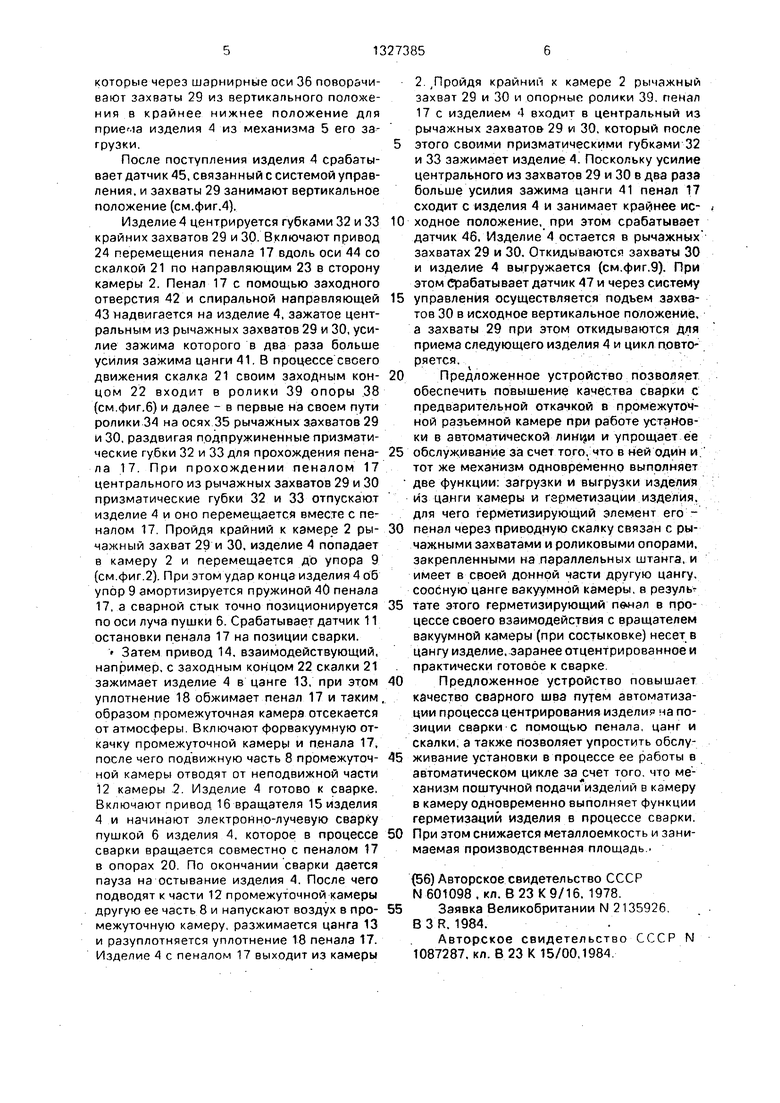
1. УСТАНОВКА ДЛЯ Э.ПЕКТРОННО-ГУ- ЧЕВОЙ СВАРКИ преимущественно кольцевых швов, содержащая основание и размещенные на нем вак /умную камеру с пушкой, вращателем с цангой и регулируемым упором, соосным вращателю, а таюке механизм поштучной подачи изделия в цангу и механизм загрузки изделия в механизм поштучной подачи, связанные меж,ду собой через систему управления, отличающаяся тем, что, с целью повышения качества сварки и упрощения обслуживания при выполнении сварки с предварительной откачкой в промежуточной разъемной камере при работе установки в автоматической линии, механизм поштучной подачи изделия в цангу выполнен в виде пенала с за- ходным отверстием, закрепленного на приводной скалке с заходным концом и ус-- тановленного с возможностью взаимодействия с вращателем цанги и поворота вокруг своей оси, двух поеоротно установленных на основании приводных параллельных штанг, на которых жестко
0
5
0
5
закреплены рычах ные захваты, с подпружиненными призматическими губками, чередующимися со свободно насаженными между ними роликовыми опорами, подпружиненной цанги, установленной в донной части пенала соосно цанге вакуумной камеры, и роликовых опор, а приводная скалка установлена на основании параллельно штангам с возможностью взаимодействия с роликовыми опорами и подпружиненными рычажными захватами.
2,Установка по п.1, отличающаяся тем, что. в камере установлен датчик поступления изделия, связанный с приводом скалки, и датчик исходного положения пенала, связанный с приводом штанг.
3,Установка по пп. 1 и 2, отличающаяся тем, что в пенале между заходным отверстием и цангой размещена спиральная направляющая.
4,Установка по пп. 1 - 3, отличающаяся тем, что подпружиненные призматические губки рычажных захватов снабжены поворотными роликами, оси которых перпендикулярныпродольнойосивзаимодействующей с ними скалки.
tf
7 ik
42
гг
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для лучевой обработки трубчатых изделий | 1987 |
|
SU1446809A1 |
| Устройство для маркировки плоских изделий | 1990 |
|
SU1745565A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И АВТОМАТИЧЕСКАЯ ЛИНИЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2084026C1 |
| ЗАХВАТНОЕ УСТРОЙСТВО | 2009 |
|
RU2395446C1 |
| ГЕРМЕТИЧНЫЙ ПЕНАЛ ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2008 |
|
RU2372678C1 |
| Устройство для электронно-лучевой сварки | 1986 |
|
SU1372766A1 |
| Устройство для упаковки в пеналы стержнеобразных изделий | 1990 |
|
SU1794805A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЧАСТИЧНО ПОВРЕЖДЕННОЙ ДВУХПУЧКОВОЙ ТОПЛИВНОЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА, КАМЕРА ДЛЯ РАЗДЕЛКИ И ФАЛЬШТВЭЛ ДЛЯ ВОССТАНОВЛЕНИЯ ТОПЛИВНОЙ СБОРКИ | 1992 |
|
RU2072569C1 |
| Ключ для свинчивания и развинчивания труб | 1986 |
|
SU1413234A1 |
| Устройство для упаковки изделий в мешки из термосклеивающегося материала | 1978 |
|
SU765120A1 |
Изобретение отяосится к оборудованию для электронно-лучевой сварки кольцевых швов длинномерных изделий малого диаметра и может быть применено в автоматизированном производстве любой отрасли народного хозяйава. Цель изобретения - повышение качества сварки и упрощение обслуживания при выполнении процесса с предварительной откачкой в промежуточной разъемной камере и упрощение условий ее обслуживания при работе установки в стоматической пинии. В установке для эпектронно-пучевой сварки механизм 3 поштучной подачи изделия аыпопняет одновременно функцию загрузки и выгрузки изделия 4 из цанги камеры (К) 2 и герметизации изделия 4. дпя чего герметизирующий транспортирующий эпемент - пенал 17 через гртеоДную скапку 21 связан с рычажными захватами и роликовыми опорами, закрепленными на параллель 1х щтангах 26, и имеет в своей додаой части другую цангу, соосную цанге вакуумной К 2. Герметизирующий пенал 17 при взаимодействии с вращателем вакуумной К 2 несет в цангу изделие, заранее отцентрированное и практически готовое к сварке. 3 з.п. ф-лы. 9 ил.
30
фиг л
.|ЩЙS
2S
фие. S
(pui.S
Oitti.7
Фил.З
Составитель Г. Квартальнова Редактор Л. НароднаяТехред М.Моргентал .Корректор Н.Ревская
I и раж
НПО Поиск f ocnaTenTa 113035. Москва, Ж-35, Раушская наб., 4/5
Подп
Производственно-издательский комбинат Патент., г. Ужгород. ул.Гдга;) -иг -iii i
Подписное
