О5
00
р
Изобретение относится к сварке, Б частности к оборудопаншо для элек- тронно лучевой сварки трубчатых изделий из тугоплавких металлов монокри- сталлкческой структуры с предвари- . тельной ионной очисткой, и может быть применено в энергетическом машиностроении.
Цель изобретения - повышение ка- чества сварки трубчатых изделий мо- нокристаллической структуры путем повышения точности сборки заготовок под сварку и исключения их присутствия в процессе манипулирования вне зоны защиты, повьипение производительности процесса за счет сокращения межопера1щояного времени.
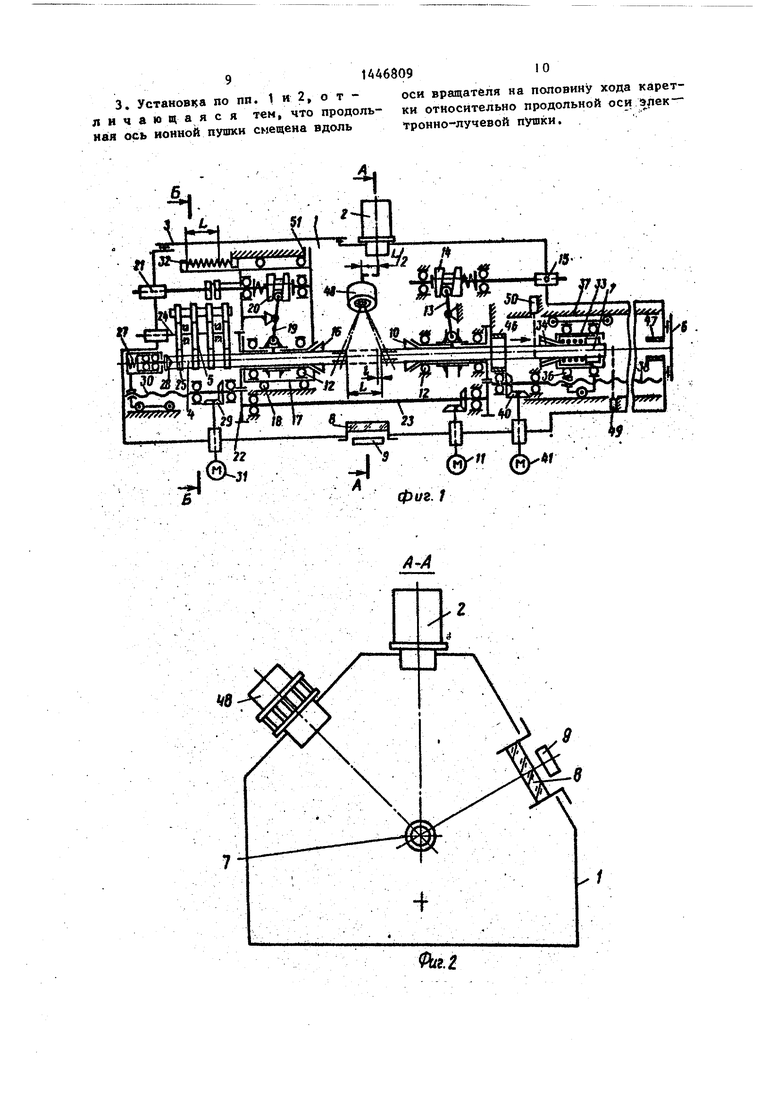
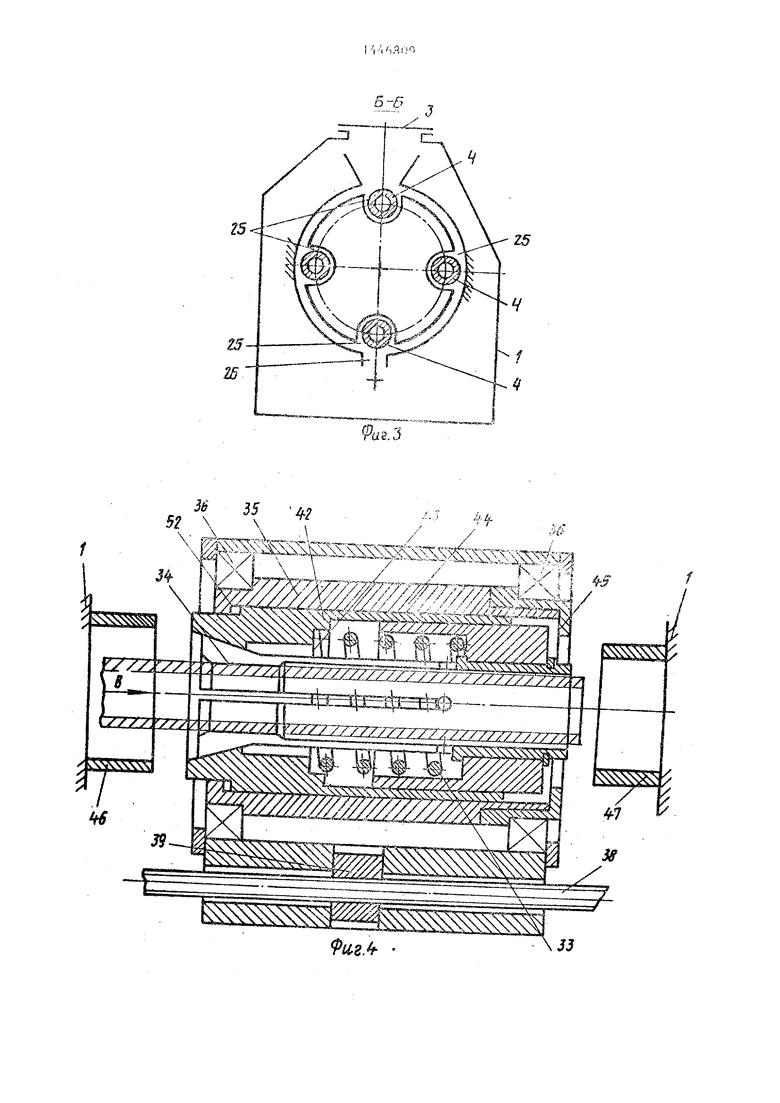
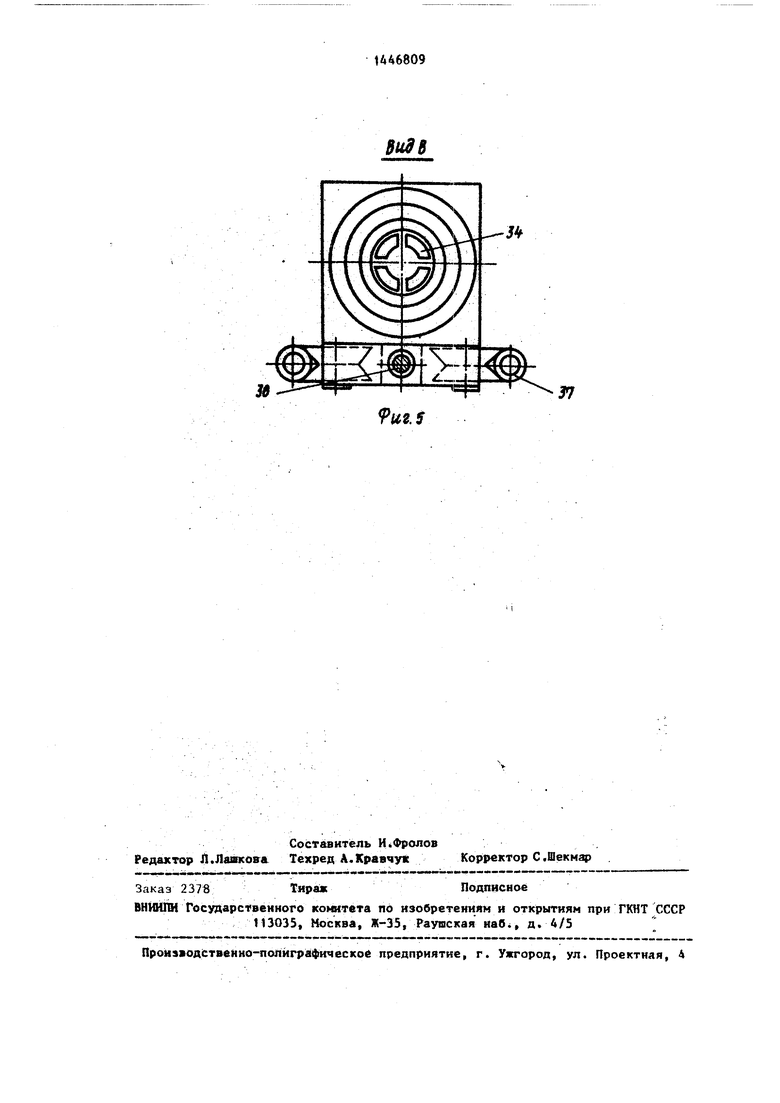
На фиг.1 показана кинематическая схема предложенной установки для лу- .чевой обработки трубчатых изделий}- на фиг.2 сечение А-А на фиг.1; на фиг.З - сечение Б-Б на фиг,1;на фиг.4 конструкция цанги механизма, загрузки и выгрузки изделия из вращателя с концевыми упорами; на фиг.5 - вид по стрелке Б на фиг,4 (цанга меканизма загрузхси к выгрузки изделия из нращателя).
Установка содержит (см. фиг.1) Е1акуумную камеру 1, на которой закреплена электронно-лучевая пушка 2. По одну сторону от Пушки 2 выполнен зтк 3 для размещения заготовок 4 в механизме поштучной подачи - магазин . 5 перед сваркой, а с противоположной стороны в боковой стенке камеры 1 Е1ыполнен другой люк 6 для выгрузки гатового изделия 7 из этой камеры 1. Напротив электронно-лучевой пушки 2 в стенке камеры 1 выполнено смотровое окно 8s с внешней стороны которого установлен видеодатчик 9 положения заготовок А изделия 7 яа позициях ионно-лучевой очистки и электронно-лучевой сварки. Для поворота заготовок 4 изделия 7 в процессе сборки, ионной очистки и электронно-лучевой сварки н камере 1 установлен вращатель, выполненный s виде цанги 10, которая в камере 1 31акреплена неподвижно в продольном направлении и чере зубчатое зацепление связана с приводом 11 ее вращения в направляющих 12, а через двуплечий рычаг 13 и систему кулач- ков 14 - с приводом 15 механизма за- iMiMa и дополнительной цинги 16, которая размещена на каретке 17, за
.
5
0 5
0 д
5
крепленной в камере 1 с возможностью продольного перемещения по направ- .
18. Дополнительная цанга. 16 соосна с цангой 10 и подобно ей через двуплечий рьпаг 19 и систему кулачков 20 связана с приводом 21 другого механизма зажима, а через зубчатое зацепление 22 и вал 23 - с приводом 11 вращения цанги 10. Магазин 5 для размещения трубчатых заготовок 4 изделия 7 выполнено в виде набора дисков, закрепленных на приводном валу 24 (фиг.З), в каждом из которых выполнены гнезда 25 с прорезями 26 для перемещения подпружиненного пружиной 27 ко, нусного толкателя 28 механизма загрузки. Толкатель 28 перемещается соосно с прорезяг и 26, цангами 10, 16 и через зубчатое зацепление 29 и вал 30 связан с приводом 31 его продольного перемещения. .Усилие пружины 27 в два раза больше усилия 32 и направлено в сторону каретки 17, которая отжата пружиной 32 в сторону, противоположную дей- jCTBKM усилия пружины 27. Механизм поштучной подачк заготовки 4 в цангу 10 вращателя и выгрузки из-нее вьтолнен в виде другой подпружиненной пружиной 33 цанги 34, соосной цанге 10 и закрепленной во втулке 35, которая закреплена в камере 1 с возможностью поворота в кольцевых направляющих 36 и продольного перемещения по направлянщим 37 и валу 38 (см.фиг.4), связанном через плз - ванйцую гайку 39 с втулкой 35, а через зубчатое зацепление 40 - с приводом 41. На цангу 34 во втулке 35 свободно насажен стзкаи 42, в донной части которого со стороны конуса цанги 34 выполнено отверстие, ответное зтому конусу. В зоне упорной поверхности 43 втулки 35 и упорной поверхности 44 на хвостовике цаи- гк 34 между стаканом 42 и хвостовиком цанги 34 размещена пружина 33. Кроме того, 80 втулке 35 выполнена упорная поверхность 45 для ограниче- НИН продольного перемещения в ней стайана 42 с цангой 34. В камере 1 концентрично цанге 34 по обе Стороны от нее закреплены концевые кольцевые упоры 46 и 47, контактные в крайних положениях один с торцем втулки 42, а другой - с ее хвостовиком. При зтом
внутренний диаметр кольцевого yrtopa
А6 (см, фиг.) больше диаметра большего основания конусной цапгн 34, а внешний - равен или больше большег диаметра ответного конусного отвер- стия в стакане 42, но меньше диаметра донной части этого стакана. Внутренний диаметр кольцевого упора 47 больше диаметра цилиндрической части цанги 34, а внешний диаметр его мень ше диаметра ответного отверстия во втулке 35. Кроме того, в стенке камеры 1 (см. фиг.2) закреплена пушка 48 для ионной очистки свариваемого стыка, продольная ось которой нахо- дится от продольной оси пушки 2 для электронно-лучевой сварки на расстоянии L/2,где L - ход пружины 32 возврата каретки 17 в исходное положение. Датчик 49 фиксирует наличие за- готовок 4 или готового изделия 7 в цанге 34, а датчик 50 дает информацию о величине и месте прогиба изделия 7 после-сварки. Для установления каретки 17 в исходное положе- ние в камере 1 вьшолнена упорная поверхность 51, а для осуществления перемещения стакана 42 вдоль цанги 34 во втулке 35 выполнена упорная ,поверхность 52. Приводы 11, 15, 21, 24, 31 и 41 и датчики 9, 49 и 50 связаны между собой через систему управления.
Устройство работает следующим об- I разом.
Через, открытый люк 3 (см, фиг. 1) камеры 1 в магазин 5 загружают заготовки 4 Изделия 7. Затем люк 3 закрывают, герметизируют и н ачинают откачку.камеры 1 до высокого ваку- ума, который поддерживают до окончания лроцесса обработки. Приводом 31 устанавливают толкатель 28 в крайнее левое положение (исходное). Цанги 16, JO и 3,4 разжаты, при этом цанги 16 и 34 находятся в крайнем левом (исходном) положении, для чего цанга 16 перемещена до упорной поверхности 51, вьшолненной на камере 1 -по ее ходу, а цанга 34 - до упора 46, к которому (см. фиг.4) через упорную поверхность 44 хвостовой части цанги 34 и упорную поверхность 43 поджат рабочий торец стакана 42.
Включают привод 31, который через .зубчатое зацепление 29 и вал 3Q перемещает толкатель 28 вправо. Проходя через прррезь 26 (см.фиг.1, 3) гнезда 25, толкатель 28 входит в контакт
5 0 5 0
5
0 5
5
0
и подлет заготовку А черс дополнительную цангу 16 в цангу 10 лращате- ля и цангу 34 (механизма выгрузки изделия 7 из камеры 1), При этом толкатель 28 перемещается .цо упора в цангу 16 (крайнее правое положение толкателя 28), Если заготовка 4 оказалась по дли)1е недостаточной и не пропта в цангу 34, о чем сообщает датчик 49 наличия ее, то снова вклю- чают привод 31, которьй возвращает толка.тель 28 в крайнее левое положение, включается приводной вал 24 магазина 5, вал которого поворачивается и напротив толкателя 28 устанавливается следующее гнездо 25 со следующей заготовкой 4. Снова включают привод 31,0 и толкатель 28 перемещается вправо, проходит через прорезь 26 гнезда 25 и уже вторую заготовку 4. в цангу 16 враща- теля до соприкосновения с первой заготовокй 4, которая теперь уже поступает в цангу 34, о чем сообщает датчик. 49. В этот момент отключается привод 31 толкателя 28 и сразу включается привод 41, через зубчатое зацепление 40, винт 38 и гайку 39 перемещает втулку 35 по направляющим 37 вправо. При этом стакан -- 2 под действием пр гжины 33 некоторое время остается прижатьт к упору 46, а цанга 34 под действием той же пружины 33 начнет перемещаться вправо, следуя за втулкой 35, к зажи.-мая при этом с noMonvbio ответного конуса в стакане 42 первую заготовку 4. Как только заготовка 4 будет стаканом 42 I зажата в цанге 34, втулка 35 своей упорной поверхностью 52 коснется стакана 42 и весь узел начнет перемещаться вправо до совмещения свободного торца этой заготовки с осью электронно-лучевой пушки 2, о чем свидетельствует видеодатчик 9 через окно 8. Одновременно отключается привод 41 цанги 34. Далее включается привод 15 механизма зажима и через систему 14 кулачков и двуплечий рычаг 13 зажимают другой конец первой заготовки 4 в цанге 10. Далее (см. фиг.1) включают двигатель 31 и продолжают толкателем 28 перемещение второй за. готовки 4 через цангу 16 до совмещения торца второй заготовки 4 с заданным положением на расстоянии L от левого торца первой заготовки 4, при этом L/2 - равно расстоянию между ПРОДОЛЬНЫМ осями электронной 2
5
и ионной А8 пушками вдоль продольной оси установки. При этом ось ионной пушки 48 размещаемся по середине расстояния.между торцами первой и второй заготовок 4, подлежащих . ионной очистке. Теперь включают при« вод 21 механизма зажина цанги 16 и через систему нзаимосвяз.анных кулачков 20 и двуплечий рычаг 19, вторую заготовку 4 в цанге 16 зажимают. Включают привод 11, которьй через вал 23 и зубчатое зацепление 22 одновременно в направляющих 12.вращает дополнительно цанги 16-и 10 вращателя и цангу 34 в нaпpaвляюliy x 36 с первой и второй заготовками 4, При этом включается ионная пушка 48 и осуществляется ионная очистка торцов заготовок 4 и прилегающих к ним внешних и внутренних поверхностей на ширину не менее .величины aoHw термического влияния, образующейся в процессе осуществления сварки. После окончания ионной очистки пушку 48 отключают, а вращение заготовок продолжают до момента появления на видеодатчике 9 риски на второ.й заготовке 4. После чего привод 11 выклю- чают и цанги 16, 10 останавливаются. Снова включают привод 31 и толкателем 28s преодолевая усилие пружины. 32 через вторую заготовку 4., зажатую в цанга 16,.по напрааляющим 18 пере10
15
ствляют сварку стыка изделия 7, После окончания процесса сварки отключают пушку 2 и привод 11, а включают привод 21 механизма зажима, ко- 5 торый через систему кулачков 20 и двуплечий рычаг 19 разжимает цангу 16, каретка 17 которой под действием пружины 32 перемещается вправо до упорной поверхности 51 и займет исходное положение, войдя в зацепление 22 привода 11. С помощью привода 31 отводят толкатель 28 влево до его исходного положения. В этот момент включается приводной вал 24 магазина 5, которьй поворачивается и против толкателя 28 останавливает следующее гнездо. 25 с третьей заготовкой 4, Затем операции повторяются: производится ионная очистка и электронно-лучевая сварка следующих двух стыков заготовок 4 до чения изделия 7. Далее с помощью датчика 50 определяют поводки изде ЛИЯ 7 и в случае необходимости на ручном режиме и с помощью электронно-лучевой пушки направляют поводки на изделие 7. По окончании процесса сварки готовое изделие 7 остается зажатым лишь в цанге 34. Включают привод 41 и через зубчатое зацепление 40, вал 38 и д-айку 39 перемещают втулку 35 с цангой 34 до контакта хвостовика цанги 34 с упором. 47. При этом втулка 33 со ста-.
20
25
30
мещают вправо каретку 17 до некоторого зазора 1 между торцами первой и 35 каком 42 с помощью гайки 39 и при- второй заготовок 4 изделия 7, вьгео- водного вала 38 продолжают свое дни дя ц ангу 16 из зацепления с приводом жение вправо до тех пор, пока упор- 11,После чего привод 11 снова включа ные поверхности 43 стаканов Л2 и 44 ют и вращают Цангу Ю с первой загс- хвостовика цанги 34 не войдут в кои- товкой 4 до совмещения ее риски с 40 такт, в результате которого лепест- риской на второй заготовке 4, зажатой кн цанги 34 будут освобождены стенками ответного конуса в стакане 42, изделие 7 разжато, а привод 41 отключен. Напускают в камеру 1 воздух,
в цанге 16. После, совмещения рисок ,привод It вьключают, а привод 31
включают и толкатель 28 продолжает свое движение вправо, преодолевая усилия пружины 32 до соприкосновения торцов обеих заготовок 4 и усилия прузхины 27 - до обеспечения тре буамого усилия сжатия торцов заго4g открь1вают 6 для извлечения готового изделия 7 из камеры. Теперь включают привод 41 и втулку 35 с цангой 34 перемещают влево до контакта стакана 42 с упором 46 с одной
товок 4. После этого привод 31 отклю-50 стороны и упорной,поверхностью 45 чают и толкатель 28 останавливается. втулки 35 с другой стороны. Далее все
Повторяется.
При сварке трубчатых изделий монокристаллической структуры необ- охлаждения прихватки. Затем включают 55 ходимо обеспечить чистоту стыков привод t1, обеспечивая вращение трубчатых заготовок, подлежащих сварке, путем их предварительной очистки ионным лучом в вакуумной камере с дальнейшей сборкой в той же каме-Вк;иочают электронно-лучевую пушку 2 и выполняют прихватку и некоторое время выдерживают стык до полного
цанги 10 н через изделие 7 - вращение цанг 16 и 34. Теперь включают электронно-лучевую пушку 2 и осуще
6
10
15
ствляют сварку стыка изделия 7, После окончания процесса сварки отключают пушку 2 и привод 11, а включают привод 21 механизма зажима, ко- 5 торый через систему кулачков 20 и двуплечий рычаг 19 разжимает цангу 16, каретка 17 которой под действием пружины 32 перемещается вправо до упорной поверхности 51 и займет исходное положение, войдя в зацепление 22 привода 11. С помощью привода 31 отводят толкатель 28 влево до его исходного положения. В этот момент включается приводной вал 24 магазина 5, которьй поворачивается и против толкателя 28 останавливает следующее гнездо. 25 с третьей заготовкой 4, Затем операции повторяются: производится ионная очистка и электронно-лучевая сварка следующих двух стыков заготовок 4 до чения изделия 7. Далее с помощью датчика 50 определяют поводки изде ЛИЯ 7 и в случае необходимости на ручном режиме и с помощью электронно-лучевой пушки направляют поводки на изделие 7. По окончании процесса сварки готовое изделие 7 остается зажатым лишь в цанге 34. Включают привод 41 и через зубчатое зацепление 40, вал 38 и д-айку 39 перемещают втулку 35 с цангой 34 до контакта хвостовика цанги 34 с упором. 47. При этом втулка 33 со ста-.
20
25
30
35 каком 42 с помощью гайки 39 и при- водного вала 38 продолжают свое дни жение вправо до тех пор, пока упор- ные поверхности 43 стаканов Л2 и 44 хвостовика цанги 34 не войдут в кои- 40 такт, в результате которого лепест- й кн цанги 34 будут освобождены стенками ответного конуса в стакане 42, изделие 7 разжато, а привод 41 отключен. Напускают в камеру 1 воздух,
ре no рискам с целью сохраирпин структуры моттокрнсталпа металла после ссйрки электронным лучом. При этом все и,7лелие должно иметь структуру одного кристалла, заготовки, из которых оно сварипаетсл, имеют разную длину, поэтому все узлш, входящие в устройство, должны обеспечивать
манипулирование трубчатых заготовок разной длины как в процессе их сборки, так и в процессе ионной очистки и электронно-лучевой сваргп.
Установка для лучевой обработки трубчатых изделий позволяет повысить производительность процесса сварки изделий монокристаллической структуры из нескольких заготовок различ- ной длины, за счет сокращения межоперационного времени, так как сборка всех стыков заготовок разной длины свариваемого изделия под ионную очистку и сварку, ионная очистка, электронно-лучевая сварка, манипулирование заготовки в течение этих процессов, а также правка изделия после сваг ки осуществляются в одной и той же камере в автоматическом или ручном режиме, обеспечивая при этом высокую то чность сборки, качество очистки. При этом резко повышается и качество сварного соединения трубчатых изделий мопокристалличе-- ской структуры путем .предварительной очистки ионным как наружных поверхностей стыков, так и внутренних их торцов, для чего в установке предусмотрена система разведе- ния торцов заготовок НА величину, равную ходу каретки с дальнейтим их сведением и выставкой по риске с целью сохранения структуры монокристалла металла после сварки элек- трон1шм лучом. Кроме того, качество сварного соединения повышается путем
обеспечения точности сборки заготовок под сварку за счёт двустороннего центрирования Свариваемых заготовок и исключения присутствия очищенных ионным лучом заготовок перед сваркой вне вакуумной камеры, в результате чего исключается окисление поверхности металла околошовнЬй зоны.
Возможность свободного перемещения заготовок в осевом направлении при термическом расширении способствует свободной усадке швов и снижению внутренних сварочньк напряжений, что попожите гj, Hp ,:кнзь1яартся на качество сплриого соедштення,
Формул а
гз о б р т с н и я
10
15
20
25
30
35
40
5
0
5
1, Устанопка для лучспой обра- бот.к трубчатых издел1 Й, содержащая вакуумную камеру с элегстроино-луце- вой пушкой и установленные в камере враьчатель изделия и пиде приводной данги, механизм выгрузки изделий в виде приводной подиружинснной цанги, закрепленной во втулке с воз можностью продольного перемещения, и подпружиненного толкателя, соос- Hhtx с цангой вращателя, магазин для размещения изделий в камере перед сваркой, а также cиcтe fy управления, отличающаяся тем, что, с целью повышения качества свар ки трубчатых изделий монокристаллической структуры путем повьппения точности сборки заготовок лод сварку и исключения их присутствия в процессе манипулирования вне зоны защиты, поььппения производительности процесса за счет сокращения меж операционясго времени, она снабжена ионной пуоосой, вращатель снабжен кареткой продолг ного пере.мешсния и допслни7 ельной поворотной цангой, устаиовлеиной на этой каретке со- осно с цангой вращ ггеля, механизм ВЫГРУ31СИ снабжен двумя концевыми упорами 5 вьшолненкьп ш кольцепы ш и смонтированными в камере концсн- трично цанге механизма выгрузки изделия , стаканом с конусным отверстием в дне, ответным конусу цанги механизма выгрузки, на втулке и хвостовике цанги механизма выгрузки выполнены упоры, при этом стакан установлен на цанге механизма выгрузки с возможностью перемещения между упорами втулки и хвостовика цанги, в каждом гнезде ; поворотного магазй- на вьтолнена прорезь для прохода толкателя, причем пружина толкателя вьтолнена с жесткостью, большей жесткости пружины-дополнительной цанги, а пружина цанги механизма выгрузки размещена внутри стакана между его дном и хвостовиком цанги.
2. Установка по п.1, о н ч а- ю щ а я с я тем, что дополнительная поворотная цанга кинематически связана с приводом вращателя.
3. Установ1 а по пп. 1 и 2, от - оси вращателя на половину хода карет- яичающаяся тем, что продоль- ки относительно продольной оси эцек- мая ось ионной пушки смещена вдоль тронно-лучевой пушки.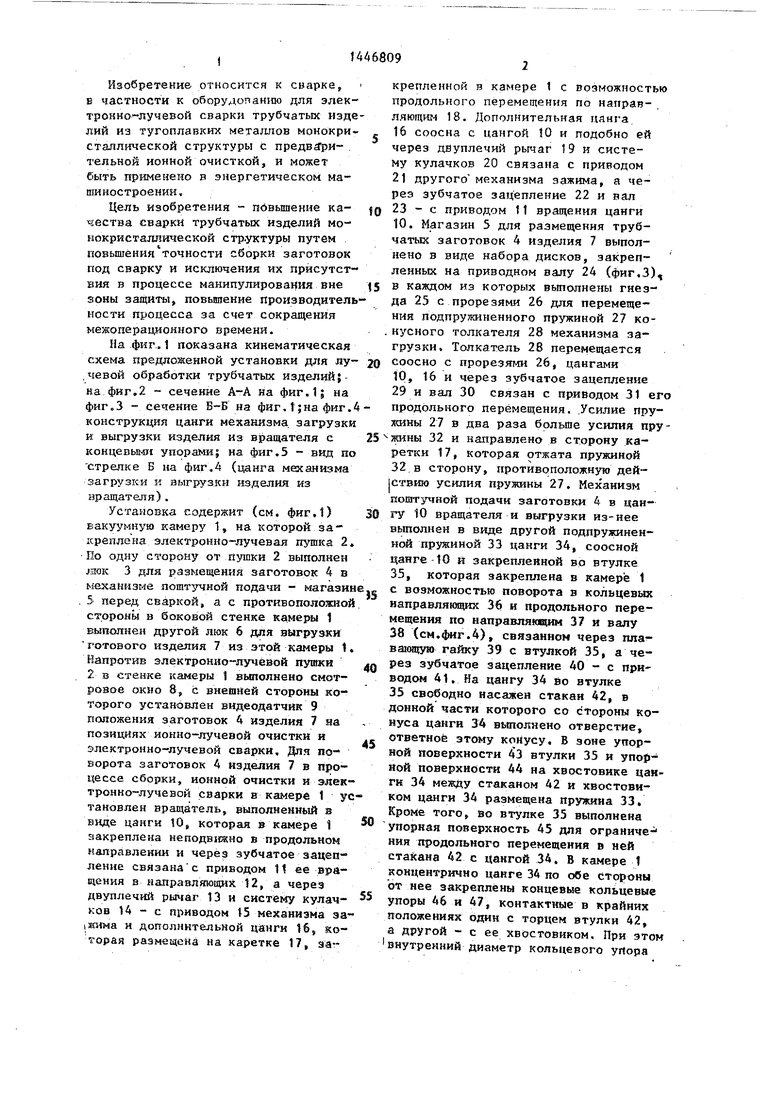
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для электронно-лучевой сварки | 1985 |
|
SU1327385A1 |
| Устройство для электронно-лучевой сварки | 1986 |
|
SU1372766A1 |
| Автомат для изготовления пружинных колец из винтовых пружинных заготовок | 1985 |
|
SU1278085A1 |
| Установка для электронно-лучевой сварки | 1980 |
|
SU824566A1 |
| Установка для гидростатическогопРЕССОВАНия пОлыХ издЕлий | 1979 |
|
SU841761A1 |
| Зажимное устройство машин для сварки трением | 1984 |
|
SU1376379A1 |
| Автоматическая роторная линия для сборки и сварки металлоконструкций | 1978 |
|
SU766801A1 |
| Установка для электроннолучевой сварки кольцевых швов | 1982 |
|
SU1087287A1 |
| Устройство для электронно-лучевой сварки | 1987 |
|
SU1516280A1 |
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
фиг. 1
Зё 35-4; - 4f
/ /
;SSSSS5SSSS3S xS fe5
/ / Уп f
-« -- V f T ™7 Ч V - V/- - г- v- : -y т - . V 5 t
77 77; 777Ж, П / A X/f/V / / vi S J/
Г г-
0-5
/ / Уп
. V 5 t
77 77; 777Ж, П / A X/f/V / / vi S J/
2
JJ
gu9B
3
ftC2.$
| Устройство для электронно-лучевой сварки | 1986 |
|
SU1372766A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР 1327383, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
