/«;/ is/t h
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для электронно-лучевой сварки | 1985 |
|
SU1327385A1 |
| Устройство для сварки | 1986 |
|
SU1398260A1 |
| Установка для лучевой обработки трубчатых изделий | 1987 |
|
SU1446809A1 |
| Устройство для электронно-лучевой сварки | 1961 |
|
SU140512A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Устройство для сварки длинномерных изделий в контролируемой атмосфере | 1976 |
|
SU601098A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И АВТОМАТИЧЕСКАЯ ЛИНИЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2084026C1 |
| Установка для диффузионной сварки | 1979 |
|
SU863250A1 |
| Установка для сварки труб в трубных досках | 1986 |
|
SU1412919A1 |
| Устройство для автоматической сборки нецоколеванных миниатюрных ламп накаливания | 1958 |
|
SU121512A1 |
Изобретение относится к электроннолучевой сварке, в частности,к оборудованию для электронно-лучсвоП сварки с непрерывной загрузкой и выгрузкой. Целью изобретения является повышение качества сварки, особенно поворотных стыков изделий путем сох
/..
гт РТ
I --«- и и
и
х
Jf
§
(Л
со
sl
ND
ч|
Од
О
/ /J
1п
f , т/
TW
13
р нония |1)икги11(1нан11ог (1 тг(|(жгм1Ич гц. сдн.цштелык соболиного сгмка. Длч ТОГО заготопки 12 и 14 изделия го- Г ирамт п цппге 1 1 с гтринодпым механизмом и прижимным црнтром 1, кои- тактирукицим с. упором ЗА. З-тгем цангу 11 ртмещпют п опряпке 9, ныполпеи- ной р виде втулки с упором 34, под- пр ткиисиной ОТНОГИТОГ1Ы1О поворотного
1
ИзоОретсни отмогитгя к оП.пасти снарки, в частности, к оборудованию для элР троииолучсной сварки г иепрерыг(лой тагруякой и пьи рузкой,
Целью итобрртения пяляетсч иовы(иенио качества спэркм, особенно поворот нь1х стыков ичделий, путем сохранения фиксированного положения предварительно собранного CTiiiKa.
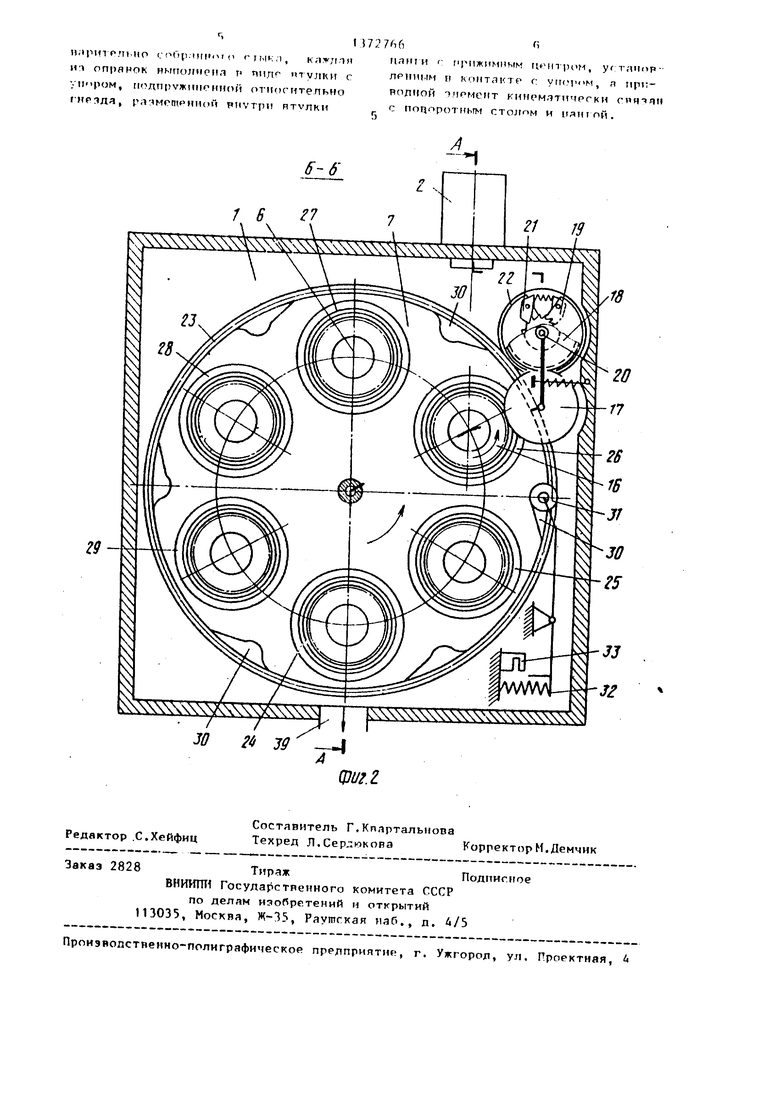
На фиг.1 показ; но устройстио, рая- рг -л по Л-Л; 1ТЯ фиг. 2 - то же, разрез по Ь-15.
Устройство для электронно-лучевой спарки содержит рабочую камору 1 , в одной из стенок которой размещена электроннолучевая пушка 2, а в другой выполнен герметичньш: ввод 3 для подачи и пыгрузки изделия 4 из нее. (( осно вводу 3 в противоположной ему стенке рабочей камеры 1 закреплен принодной элемент 5 промежуточной к;1М1)«ы 6. КроЫе того, в камере закреплен приводной фиксируемый П пюрот Hbu i стод 7, каждое гнездо 8 которого соосно герметичному вводу 3. В каждо гнезде 8 с возможностью продольного перемещения закреплена оправка 9 в виде втулки, подпружиненной относительно поворотного стола 7 в сто- рону промежуточной камеры f. В процессе работы оправка 9 совместно с Г4 рметичным приводным элементом 5, уплотнениями в стенке камеры 1 в месте ввода 3 и кр1.п11кой 10 (на фи1-.1 .показана в открытом положении) образуют замкнутый объем промежуточной камеры 6. Каждая оправка 9 снабжена цангой 11 для сборки и центрирования, а в процессе сварки - для вра- щения заг отовок изделия i, состоящег из эат отовгж 12 и 13. Для этогч ц,чн
2;вб
слпиа 7. Ирипоцпой чягмеит Из цлиги 11 киирматиче ки спнчян с общим при- подом гтопя 7, Г11)ипод таимодейстоу- ет пстгрр(мот{но с:о столом 7 н припод- ным члемептом 1 f цлиги 11. Обеспечи- пж тгя с.опм(мцени з осей гнариялемых деталей и гохрапеиие гоимете- нип н процессе вывода изделия ил место спарки, 2 ил.
; o 5 о ,.
Ь
2
га 1 1 в()1полнена в виде поджимного центра I и зажима 15 с приходным элементом 1 fi, При псючоредном включении приводной элемент 16 цанги 11 череч щрг тсрии 17, 18 и храповик 19 связан с реверсивн1.1м приводом 20, KoToiibii i через храповик 21 противоположного действия и иестерню 22 связан с ненцом 23 поворотного стола 7. Для остгзновки этого стола на соот- ветствующеГ) технологической позиции ( - загрузки-выгрузки, промежуточной откачки изделия 4; 25 - откачки изделия в рабочей камере; 2fi - подогрева изделия А перед сваркой, сварки и последующего г)тжига, а также 27, 28 и 29 охлаждения его после сварки в высокого вакууме) в рабочей камере 1 эакреттлен соответственно фигурным пазам 30 в поворотном столе 7 рычажный фиксатор 31, который через флажок 32 на его подпружиненном плече связан, например, с фотодйтчи- ком 33, связанным с системой управления приводом 20. Для фиксации положения цанг и 1 1 в оправке 9 выполн ены упор ЗА, штифт 35 и фиксатор 36, а в цанге 11 - ответно опорная поверхность 37 и ци.-1индримеский паз 38 под штифт 35, Рабг1чая 1 камера и промежуточная 6 камеры через каналы 39 и 40 связаны с соответствующими вакуумными системами откачки.
Устройство работает следу1опр1м образом.
Вначале включают двигатель приводного герметичного элемента 5 на перемещение его до торца опт)авки 9 и совместного их перемеп1рния вдоль оси гнезда В поворотно1-о с-гола 7 до упора противодежаще1 о торпа оггравки 9 в
т ррметичпое уплотмриис ппода 3, в результате чего обря:1уетгп aaMKMyii,ii оГ)ъем np eжyтo н ort камерм 6, Через клнал клмрру Ь наполняют ноядухом и открывают крьпику 10.
ripennapiiTRJU.Ho в цянге 1 1 г памо- ЩГ Ю зажима 15 и no;tmvfMHoro центра 14 собирают заг оторки 13 н 12 изделия
до сормсщепия рисок на них, Цянгу 11 с изделием Д пставллют на позиции 24 н оправку 9 до ко 1тактиро зания ее поверхности 37 с упором ЗА оправки 9. Положение цанги 11 фиксирует uia- рикопый фиксатор 3fi. Да;гее чакрыпают крьпику 10 и через канал 40 производят промежуточную откачку. Отводят приводной элемент 5 камеры 6 н исходное положение (на фи1ч1 крайнее лево положение показано пунктиром), при sToVf подпружиненная оправка 9 перемещается вдоль гнезда 8 в том же направлении до полной остановки. Рабочую камеру 1 через канпл 39 откачивают в процессе эксплуатации постоянно, поддерживая п ней тpe5ye п.lй вакуум. Как только приводноГ элемент 5 займет исходное положение, а на позиции 26 закончится сварка, на привод 20 поступает сигнал вк. тючении, при этом собачка храповика 21 поворачивается совместно с валом привода 20, поворачивал его храповое колесо, жестко соединенное с шестерней 22, входящей в зацепление с BOUIUJM 23 поворотного стола 7. В результате этого стоп 7 поворачивается до тех пор, пока фиксатор 31 на позиции 25 не войдет в его фигурный паз 30 и через флажок 32 и датчик 33 выдаст сигнал на включение привода 20, На позиции 25 изделие 4 в камере 1 откачивается до высокого пакуума. В это время заканчивается сварка предыдущего изделия 4 и на привод 20 снопа поступает сигнал включения. Снопа через храповик 21 и шестерню 22 стол 7 поворачивается и фиксируется рычажным фиксатором 31 на позиции 26 - сварки. В этот момент приводной эле- мент 16 цанги 11 входит в зацеп.ченис с шестерней 17, закрепленной на рычаге, свободно сидящем на налу привода 20, и шестерней 18, жестко связанной с хря1то 1Ь м колесом xpnnoFuiKa 19 противополоя иого действия . Ъиюлре- менно датчик 33 имдлл сигнал на реверс привода 20, который пачпч вращать приводной элемент 16 цант и 11
f: издс.лисц , 1;разу Hi-;iiiiM;iiin гРОННУЮ l1 ILIl4y 2, KOTOI/ЛЧ llJldM ИМЦИГ
прсдпари ельный нагреп илдглич 4 и f сварку ег о с последующим отжиг ом,
По окгнч,1нии технологичр них операций на позиции 26 поступает г-иг- нал на рсперсииный приисд ; li, кого- рый вновь перестраивается на врлщснио
0 iTOBOpoTHoro стола 7, 11я позициях 27, 28, 29 происходит охлаждение изделия 4 в Bi.tcoKOM вакууме.
По возвращении изделия 4 ня позицию 24 - В1.1грузки его из камеры 1
5 приводной стол 7 останавливают, а
припод гой элемент 5 перемещают до уи- лотнени последнего с опранкой 9 и вводом 3 камеры 1. И иолученньш замк- Hyiiiu i объем промежуточной кммерм 6
0 через канпл 40 напускают воздух и (п- крывают крьппку 10 ввода 3, Па(п-у 11 с изде1шсм 4 извлекают из клмерм 6, где на сборочном столе тм.тнимаи т ич- делие 4,
Изобретение позволяет поиысить K;I чс ство сварного соединения за счет сохранения lIpeдвяpитeльF o фиксиргпшн ного положения собраьпюго стыка и - делия, поскольку обеспечивает оснс н0 кое условие при спарке изделий, в
частности, монокристал и1чсской - туры, а именно, совмещение крист.чллс - графических осей свариваемых частей. Это обеспечено тем, что кажл.и смт5 ранка, в которой зафиксир М япо гтргм- варительно собранное издопие, погмчг - янно связана с каждым гиозлчм гк нпрот- ного стола и coBei iiia M олио дпи 4 ми перемещение вдоль оси каждого 1- ч--чл ,
0 в результате чего положение и дели в момент предварительной отк.ччки, сварки и прочего манипулирокоршп раняется строго пос.,о1.
5 Ф О р м у л а и 3 о б р е т ( II и ч
Устройство для 1лектрпн|1 1лу м.й сварки, содержащее ч.ч.-кттишмг jiv i vvHi пушку, рабочую KaMopv, гтрпмг -т чич К
0 камеру, repMeTn4Hbivi лпч iiojiTin и выгрузки из рабочей Kanepi.i итделии, соосио которому устангчитены iне uia фиксируемого поворотного nri- равками для крепления и- легши, я ык5 же приводной элемент, о i л и м я щ е е с я тем, что, с петт.н и-ап.шк -- ния качества сварки, о ч-Г .мп. ротных стыков изделий, iivrf-м пхрлш - ния фиксированно о ики iii-.
//.хг
J/7 / J
WVVW-$;-J2 vs
07/7/7
| Многопозиционный манипулятор | 1981 |
|
SU1031690A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
