Изобретение относится к сельскохозяйственному машиностроению, в частности к способам и устройствам контроля параметров измельчающих аппаратов с ножевыми барабанами.
Цель изобретения - повышение точности и быстродействия измерения параметров измельчающего аппарата кормо- уборочной машины.
На фиг. 1 изображена общая схема
подается в зону резания вальцами 8. Номинальный зазор необ.ходим для получения хороших энергетических и качественных показателей измельчения.
Контроль зазора по краям противореза осуществляется датчиками 4. Сигнал с выхода последних поступает на измерительный блок 6. В момент прохождения одним из ножей 2 области противореза 3 на выходе датчика 4 появляется импитающе-измельчающего аппарата кормо- Ю пульс напряжения. Амплитуда этого им- уборочной машины с устройством конт-пульса зависит от величины зазора между ножом 2 и противорезом 3 и от скорости движения ножа 2, т.е. от частоты вращения барабана 1. Резание массы происходит со скольжением, что достигается
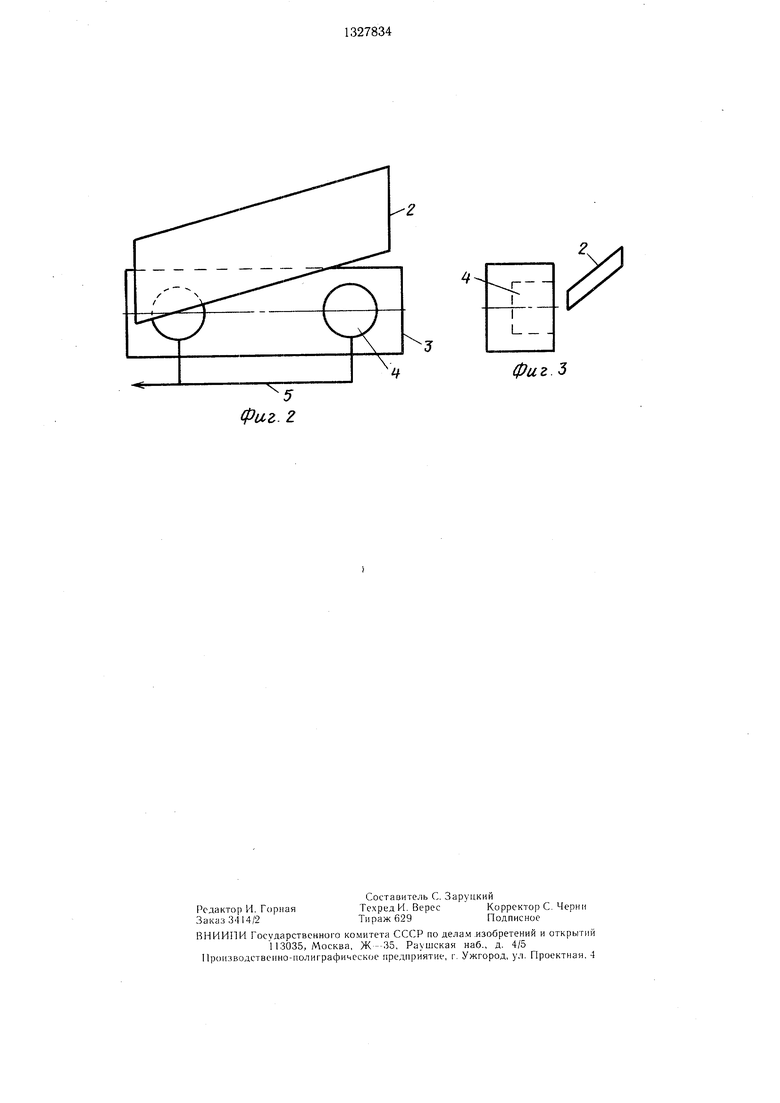
роля; на фиг. 2 - схема взаимодействия ножа с противорезом, вид со стороны барабана; на фиг. 3 - то же, вид сбоку; на фиг. 4 - блок-схема устрой15
ства контроля параметров измельчающе- установкой ножей 2 наклонно к оси ба- го аппарата.рабана 1. Нож 2 взаимодействует с проСпособ контроля параметров измель- тиворезом 3 последовательно с одного края чающего аппарата кормоуборочной маши-последнего до другого. Вследствие этого
ны заключается в том, что зазор междуимпульсы с датчиков 4 зазора, установпротиворезом и режущими ножами опреде- 20 ленных по концам противореза 3 (фиг. 2), ляют в крайних точках по ширине реза-разнесены во времени. Временной интерния отдельно для каждого ножа, а для определения частоты вращения ножевого барабана измеряют интервал времени его поворота на угол, соответствующий моменвал между импульсами с датчиков 4 зазора, соответствую1ций прохождению одного и того же ножа 2, зависит от скорости движения последнего и измеряется схемой
там прохождения одним ножом последо- 25 g измерения временных интервалов. Сигнал с выхода последней поступает на индикатор 10 частоты вращения барабана 1. Такая схема измерений обеспечивает-независимость показаний индикатора 10 от числа ножей 2 на барабане 1. Количество импульсов с выхода датчиков 4 зазора прямо пропорционально числу ножей 2 и частоте вращения барабана 1 и характеризует собой число резцов в единицу времени.
Амплитуда импульсов с выхода индуквательно первого и второго индуктивных датчиков зазора.
Устройство контроля параметров измельчающего аппарата, осуществляющее способ, содержит ножевой барабан 1, на котором закреплены под углом к его оси ножи 2. Противорез 3 установлен параллельно оси барабана 1 с некоторым зазором относительно режущего ножа 2. В корпусе противореза 3 ближе к краям ножей закреплены по крайней мере два ин30
дуктивных датчика 4 зазора. С помощью тивных датчиков 4 зависит от скорости кабеля 5 датчики 4 зазора соединены сдвижения ножа 2 и величины зазора межизмерительным блоком 6, на выходе кото-ду последним и противорезом 3 и опреде- рого установлен блок 7 индикаторов. Наляется зависимостью одной раме с измельчающим аппаратомAI kif/d, (i) расположены питаю1цие вальцы 8, которые40 где AI - амплитуда сигнала;
осуш,ествляют подачу растительной массы в измельчающий аппарат.
Измерительный блок 6 содержит схему 9 измерения временных интервалов, вход которой соединен с двумя датчиками 4 :ui:u)ia, а выход - с индикатором 10 час- TiiTbi вращения и входами множительных ч-тройств 11 и 12. К другим входам последних подключены пиковые детекторы 13 11 14, входы которых соединены с соответствующими датчиками 4 зазора. Выхо- ;U)i множительных устройств соединены с входами блока 15 индикатора зазора.
Устройство контроля параметров измельчающего ащтарата работает следующим образом.
В 1рс)цесее измельчения растительной мпссы необходимо поддерживать номинальный :( меж;1у противорезом 3 и но- :.-;ами 2 6; n;inan:i 1. Растительная масса
подается в зону резания вальцами 8. Номинальный зазор необ.ходим для получения хороших энергетических и качественных показателей измельчения.
Контроль зазора по краям противореза осуществляется датчиками 4. Сигнал с выхода последних поступает на измерительный блок 6. В момент прохождения одним из ножей 2 области противореза 3 на выходе датчика 4 появляется имленных по концам противореза 3 (фиг. 2), разнесены во времени. Временной интервал между импульсами с датчиков 4 зазора, соответствую1ций прохождению одного и того же ножа 2, зависит от скорости движения последнего и измеряется схемой
g измерения временных интервалов. Сигнал с выхода последней поступает на индикатор 10 частоты вращения барабана 1. Такая схема измерений обеспечивает-независимость показаний индикатора 10 от числа ножей 2 на барабане 1. Количество импульсов с выхода датчиков 4 зазора прямо пропорционально числу ножей 2 и частоте вращения барабана 1 и характеризует собой число резцов в единицу времени.
5
с
0
k| - коэффициент пропорциональности;
f - частота вращения ножевого барабана 1; d - величина зазора между ножом 2
и противорезом 3.
Выходы пиковых детекторов 13 и 14 соединены с соответствующими входами множительных устройств 11 и 12. На другие входы множительных устройств 11 и 12 поступает сигнал со схемы 9 измерения временных интервалов, обратно пропорционально связанный с частотой вращения барабанов.
Аа kzT k3/f,(г)
где т - временной интервал между импульсами с выходов датчиков 4 зазора, соответствующих последовательному прохождению ножом 2 датчиков 4.
В результате перемножения сигналов, соответствующих выражениям (1) и (2), на выходе множительных устройств И и 12 появляется сигнал, амплитуда которого зависит только от величины зазора, причем обратно пропорционально.
Сигналы с выходов 11 и 12 поступают на блок 15 индикатора, где осуществляется их сравнение с номинальными значениями. В случае отклонения величины зазора от номинального подается сиг- нал оператору.
При падении оборотов ножевого барабана 1 на выходе блока вырабатывается команда о необходимости предотвращения перегрузки барабана 1.
Формула изобретения
1. Способ контроля параметров измельчающего аппарата кормоуборочной машины, включающий измерение посредст- вом датчиков зазора между противорезом и режущими ножами и измерение частоты вращения ножевого барабана, отличающийся тем, что, с целью повышения точности и быстродействия измерений, зазор между противорезом и режущими но- жами определяют в крайних точках по ширине резания отдельно для каждого ножа, а для определения частоты вращения ножевого барабана измеряют интервал времени его поворота на угол, соответствующий моментам прохождения одним ножом последовательно первого и второго датчиков зазоров.
2. Устройство контроля параметров измельчающего аппарата кормоуборочной машины, содержащее ножевой барабан с установленными под углом к его оси ножами, закрепленный с зазором относительно режущих ножей противорез, в корпусе которого установлены два индуктивных датчика, измерительный блок с индикаторами зазора между противорезом и режущими ножами и частоты вращения .ножевого барабана и двумя пиковыми детекторами, отличающееся тем, что, с целью повышения точности и быстродействия измерений, измерительный блок устройства снабжен двумя множительными устройствами и схемой измерения временных интервалов, при этом ее входы соединены с выходами индуктивных датчиков зазора, а выходы соединены с первыми входами множительных устройств и входом индикатора частоты вращения ножевого барабана, причем выходы индуктивных датчиков через соответствующие пиковые детекторы соединены с вторыми входами множительных устройств, выходы которых соединены с входами индикатора зазора между противорезом и режущими ножами.
I
Фиг.5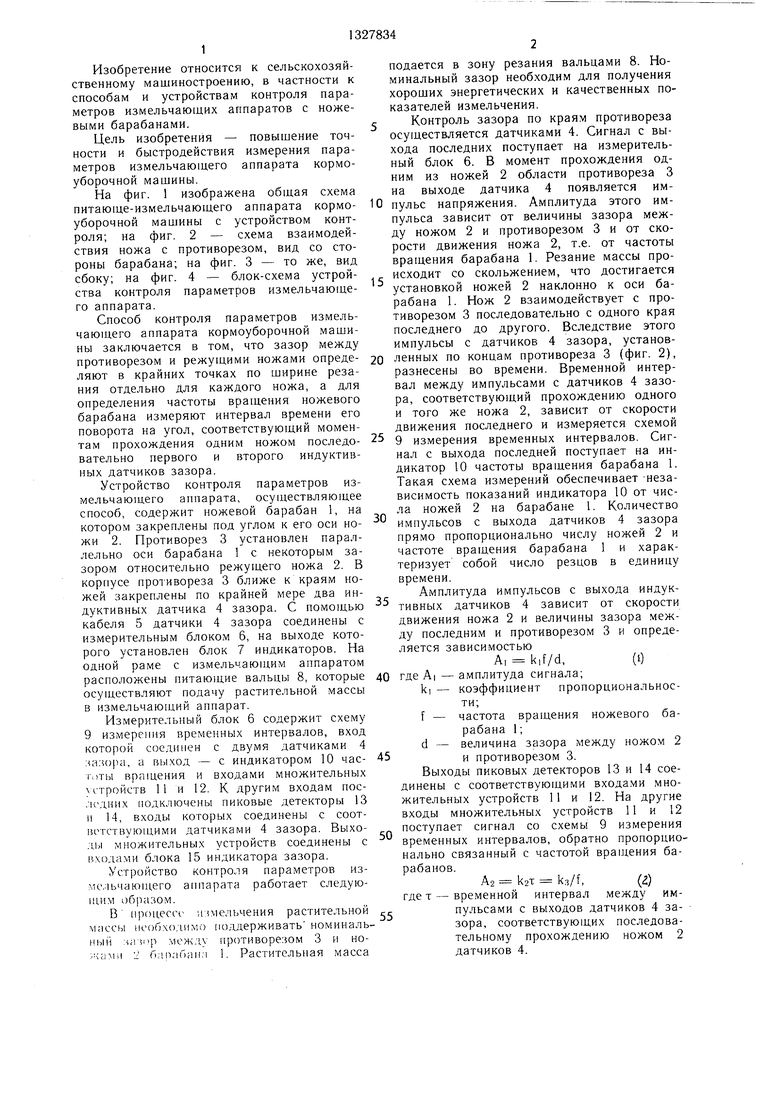

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля остроты ножей измельчающего аппарата кормоуборочной машины | 1987 |
|
SU1436930A1 |
| РЕГИСТРИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ СТЕПЕНИ ИЗНОСА ИЗМЕЛЬЧАЮЩЕГО НОЖЕВОГО УЗЛА | 2020 |
|
RU2809580C2 |
| КОРМОУБОРОЧНЫЙ КОМБАЙН | 2018 |
|
RU2779653C1 |
| АППАРАТ ДЛЯ ИЗМЕЛЬЧЕНИЯ СТЕБЛЕЙ ХЛОПЧАТНИКА | 1992 |
|
RU2048733C1 |
| Измельчающий аппарат кормоуборочного комбайна | 1986 |
|
SU1457855A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ МЯСА | 2005 |
|
RU2305944C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ОТХОДОВ ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 2004 |
|
RU2277469C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТРОТЫ РЕЖУЩИХ КРОМОК НОЖА ИЗМЕЛЬЧИТЕЛЯ | 2012 |
|
RU2585046C2 |
| Измельчитель кормов | 1988 |
|
SU1628941A1 |
| Устройство для поперечного разделения полотна на отрезки заданной длины в соответствии с нанесенными на полотно печатными метками | 1986 |
|
SU1802836A3 |
Изобретение относится к сельскохозяйственному машиностроению. Цель изобретения - повышение точности и быстродействия измерений. Способ состоит в измерении зазора между противорезом и режущими ножами в крайних точках по ширине резания отдельно для каждого ножа. Для определения частоты вращения ножевого барабана измеряют интервал времени его поворота на угол, соответствующий моменту прохождения одним ножом последовательно первого и второго индуктивных датчиков зазора. Для осуществления способа устройство имеет измерительную схему и блок индикаторов. Измерительная схема снабжена схемой 9 измерения временных интервалов, выход которой соединен с входами многожительных устройств (МУ) 11, 12 и индикатора 10 частоты вращения ножевого барабана. Пиковые детекторы 13, 14 соединяют вторые входы МУ 11, 12 с соответствующими датчиками 4 зазора. Входы блока 15 индикатора зазора соединены с выходами МУ 11, 12. В момент прохождения ножом области противореза появляется импульс напряжения. Амплитуда импульса зависит от величины зазора и частоты вращения барабана. Схема 9 измерения временных интервалов измеряет временной интервал между импульсами с датчиков 4 зазора, соответствующий последовательному прохождению одного и того же ножа. В результате обработки сигналов МУ II, 12 образуется сигнал, амплитуда которого зависит от величины зазора. Этот сигнал отображается блоком 15 индикатора зазора. При отклонении величины зазора от номинальной подается сигнал оператору. При снижении частоты вращения ножевого барабана оператору подается сигнал о перегрузке с индикатора 10 частоты вращения. 2 с.п. ф-лы, 4 ил. (О Q) со 1чЭ СХ5 СО 4: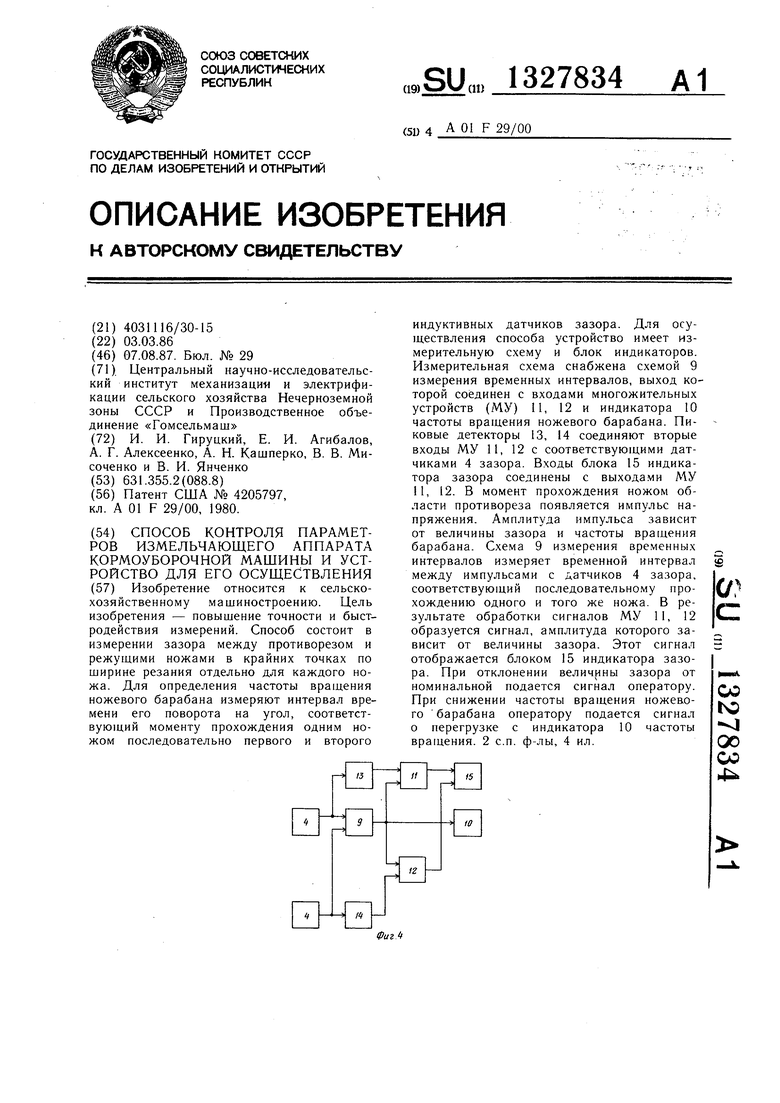
Г сдактор И. Горная Заказ 3414/2
ВНИИПИ Государственного комитета СССР по делам .изобретений и открытий
113035, Москва, , Раушская наб., д. 4/5 Производствеино-полиграфическое предприятие, г. Ужгород, у.п. Проектная, 4
Составитель С. Заруцкий Техред И. ВересКорректор С. Черни
Тираж 629Подписное
| Патент США № 4205797, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
