180° и выполняют углубления на другой грани заготовки. При этом углубления на ней располагают также в шахматном порядке так, что углубления на одной грани смещены относительно углублений другой грани на 100 мм. Затем слиток протягивают на плоских бойках с выравниванием обеих граней заготовки и правкой по ребрам. В результате получают прямоугольную поковку размерами 60- 400- 1200 мм. Макроконтроль металла поковки показывает полное отсутствие в нем дефектов и высокую проковку металла заготовки. Формирование углублений в шахматном порядке и одновременно со смеш,ением на противоположных
Изобретение относится к обработке металлов давлением, а именно к ковке заготовок прямоугольного сечения из малопластичных сталей и сплавов.
Цель изобретения - повышение качест- 5 ва изделий, преимущественно типа пластин, из малопластичных сталей и сплавов путем исключения взаимовлияния зон затрудненной деформации.
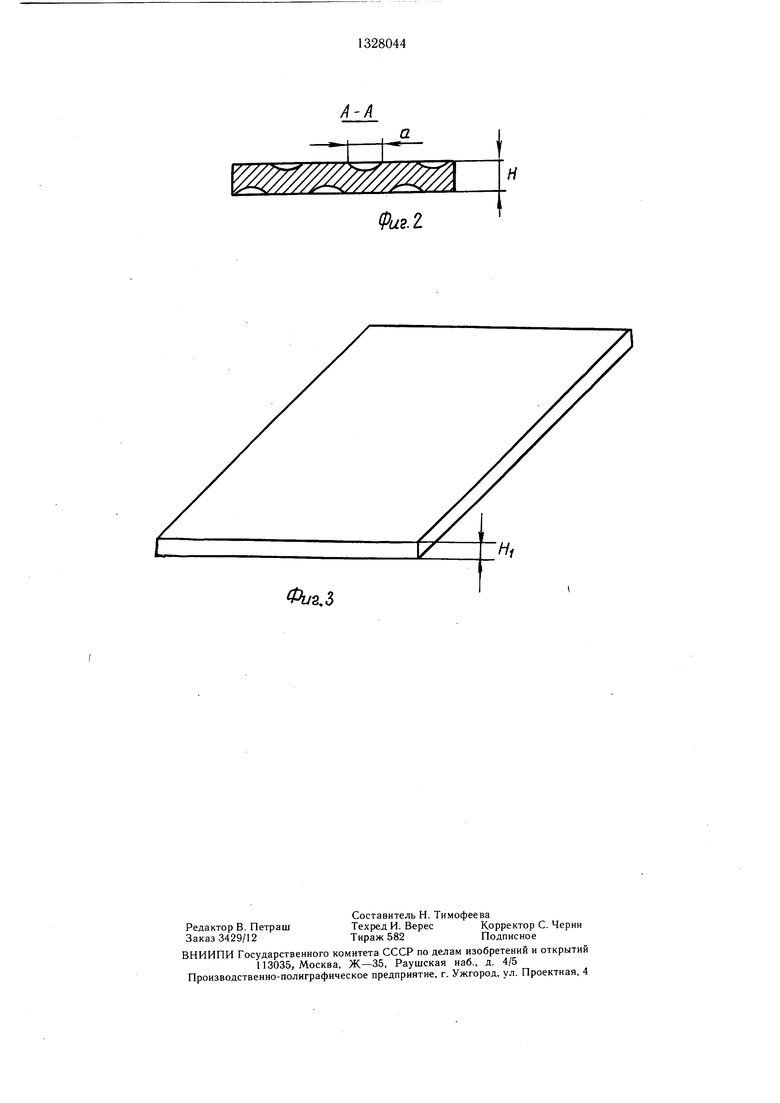
На фиг. 1 изображена заготовка после формирования на ее гранях углублений в шахматном порядке; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - изделие прямоугольного сечения после обжатия плоскими бойками.
Способ осуществляют следующим об- гранях позволяет избежать при деформиро- разом.вании взаимовлияния зон затрудненной деНа двух противоположных гранях 1 за-формации (на двух противоположных граготовки путем вдавливания бойков с Bbicty-нях) и исчерпания запаса пластичности стапами (сферической, круглой, прямоугольнойли по плоскостям максимального сдвига,
и др. формы) формируют углубления 2, рас-что предотвращает образование трещин типа
положенные в шахматном порядке так, 20 «ковочный крест, что углубления на одной из граней смещены относительно углублений на противоположной. После формирования углублений 2 осуществляют осадку или протяжку на плоских бойках до получения пластины с плоскими гранями.
Минимальный поперечный размер а контура углублений равен толщине заготовки Н.
Пример. Изготавливают пластины толщиной 60 мм и размерами в плане 400х 1200 мм из стали. Плоский слиток электрощлакового -зп преимущественно типа пластин, из малоплас- переплава толщиной 100 мм с размерами в тичных материалов путем исключения взаи- плане мм нагревают в печи домовлияния зон затрудненной деформации,
1000°С, устанавливают плоскую нижнююформирование впадин в шахматном порядке
плиту пресса усилием 30 МН и формируютосушествляют на каждой грани заготовки,
путем вдавливания бойка со сферическимипри этом впадины на одной грани выполвыступами на глубину 20 мм углубления, 35 няют над выступами на противоположной, расположенные в шахматном порядке. Диа-а деформирование выступов производят посметр углублений у поверхности заготовкиле формирования впадин на двух противосоставляет 100 мм, расстояние между углуб-положных гранях.
лениями также составляет 100 мм, т. е. тол-2. Способ по п. 1, отличающийся тем, что
щине исходной заготовки.минимальный поперечный размер впадины у
После формирования углублений на- од- 40 новерхности заготовки выполняют равным ной грани слитка его перекантовывают натолщине последней.
25
Формула изобретения
1. Способ ковки заготовки, заключающийся в деформировании последней с формированием на ее боковой поверхности впадин в шахматном порядке с последующим деформированием выступов до получения плоских граней, отличающийся тем, что, с целью повышения качества изделий.
180° и выполняют углубления на другой грани заготовки. При этом углубления на ней располагают также в шахматном порядке так, что углубления на одной грани смещены относительно углублений другой грани на 100 мм. Затем слиток протягивают на плоских бойках с выравниванием обеих граней заготовки и правкой по ребрам. В результате получают прямоугольную поковку размерами 60- 400- 1200 мм. Макроконтроль металла поковки показывает полное отсутствие в нем дефектов и высокую проковку металла заготовки. Формирование углублений в шахматном порядке и одновременно со смеш,ением на противоположных
«ковочный крест,
преимущественно типа пластин, из малоплас- тичных материалов путем исключения взаи- мовлияния зон затрудненной деформации,
Формула изобретения
1. Способ ковки заготовки, заключающийся в деформировании последней с формированием на ее боковой поверхности впадин в шахматном порядке с последующим деформированием выступов до получения плоских граней, отличающийся тем, что, с целью повышения качества изделий.
Фиг. г
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ТРУДНОДЕФОРМИРУЕМЫХ ПОКОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ И СПЛАВОВ | 2004 |
|
RU2258575C1 |
| Способ ковки литых заготовок | 1981 |
|
SU963661A1 |
| Способ ковки поковок типа штамповых кубиков | 1986 |
|
SU1424926A1 |
| Способ ковки крупных поковок | 1979 |
|
SU804151A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| Способ ковки поковок типа дисков | 1989 |
|
SU1710176A1 |
| Способ изготовления поковок из слитка | 1989 |
|
SU1747227A1 |
| Способ ковки поковок типа пластин | 1990 |
|
SU1761364A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК КВАДРАТНОГО ИЛИ ПРЯМОУГОЛЬНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2005 |
|
RU2283715C1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
Изобретение относится к обработке металлов давлением, а именно к способам ковки пластин. Целью изобретения является повышение качества изделий путем исключения взаимодействия зон затрудненной деформации. Цель достигается за счет формования на двух противоположных гранях углублений в шахматном порядке и расположения углублений на одной грани со смешением относительно углублений на другой. После формования углублений пластину обжимают плоскими бойками до толшины готовой пластины. 1 з.п.ф-лы, 3 ил. со N3 оо N 4
Фи,3
| Инструмент для выдавливания | 1980 |
|
SU963668A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
