(54) СПОСОБ КОВКИ КРУПНЫХ ПОКОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления поковок типа валов | 1982 |
|
SU1165521A1 |
| СПОСОБ КОВКИ КРУПНЫХ поковок | 1969 |
|
SU252826A1 |
| СПОСОБ КОВКИ КРУПНОГО СЛИТКА | 1969 |
|
SU244847A1 |
| Способ ковки поковок типа валов | 1991 |
|
SU1816242A3 |
| Способ получения поковок типа пластин | 1983 |
|
SU1159706A1 |
| Способ ковки слитков и устройство для его осуществления | 1985 |
|
SU1303238A1 |
| СПОСОБ КОВКИ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2006327C1 |
| Способ ковки крупных поковок | 1971 |
|
SU499020A1 |
| СПОСОБ КОВКИ КРУПНЫХ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2009753C1 |
| Способ ковки крупных стальных поковок | 1978 |
|
SU871961A1 |
1
Изобоетение относится к обработке металлов давлением, а именно к способам ковки крупных поковок.
Известен способ ковки крупных поколок, включающий биллетированиё слитка с подстуживанием, формирование граней на биллете и отжиме граней бойками,неперекрывакхцими ширину граней 1 .
Недостатком этого способа является неравномерная проработка осевой дефектной зоны слитка вследствие несимметричности полей деформацией сверху и снизу, вызванной разной геометрией инструмента: верхнего и нижнего бойка. При этом течение металла в поперечном направлении (уширение) будет преобрадающим. Максимальная по абсолютной величине деформация сдвинута по отношению к оси слитка, а очаг деформации несимметрично расположен по отношению к оси слитка.Поэтому известный способ не может гарантировать получение качественных крупных поковок с заваренными во всем объеме металлургическими дефектами, особенно в осевой зоне слитка.
Цель изобретения - повышение качества поковок за счет локализации
очага деформации в осевой дефектной зоне слитка.
Поставленная цель достигается тем, что в способе ковки крупных поковок, включающем биллетированиё слитка с подстуживанием, формирование граней на биллете и обжатие грлней бойками, неперекрывающими грани по ширине, подстуживание ведут до тем0пературы поверхности Л 1050°С, при формировании граней на биллете отковывают его до пластины с соотношением высот в поперечном ее сечении 1,1-2,0 и обжимают пластину в направле5нии большей высоты бойками, перекрывающими грани по ширине, а обжатие бойками, не перекрывающими грани по ширине,,ведут в направлении меньшей высоты пластины с двух сторон.
0
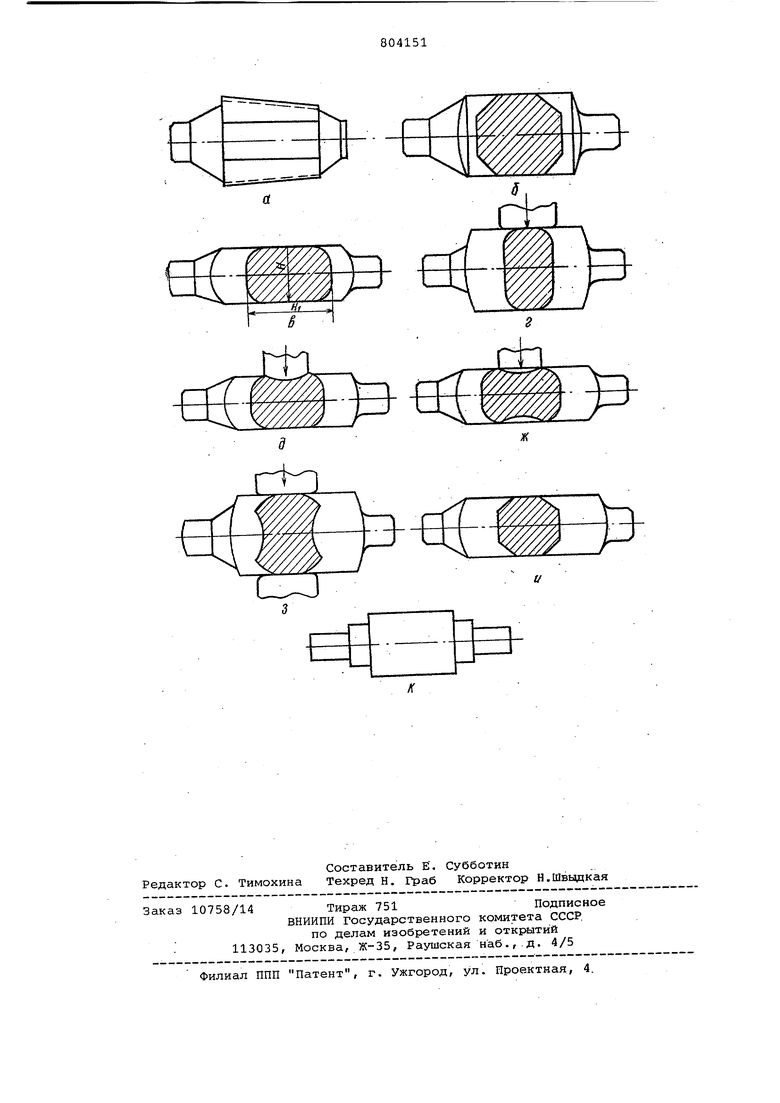
На чертеже схематически показана последовательность преобразования слитка в готовую поковку.
Способ осуществляется следующим образом.
Слиток после биллетирования (биллет) подвергают ковке на пластину под ллоскими бойками, например с проходом вдоль грани на всю длину с последующей кантовкой на 180, до соотношения высот в поперечном сечении пластины . l,l-2, 0.
Больше соотношения Н./Н22 ковать пластину нельзя, так как, во-первых, при последующей ее ковке может произойти потеря УСТОЙЧИВОСТИ (продольный изгиб),а,во-вторых, это лимитировано техническими характерисл:иками пресса и инструмента. Меньше соотношения ,,1,1 -ковка практически будет осуществляться по извесТ ному способу со всеми присущими ему недостатками.
После биллетирования ковку на пластину осуществляют для лучшей предварительной проковки металла во всем объеме блока, увеличения суммарной поверхностной площади и, следовательно, уменьшения времени подстуживания, уменьшения высоты заготовки под последующую ковку и улучшения проковки .осевой зоны. Подстуживание пластины осуществляют до температуры
поверхности Ау, 1050 С,. Ниже 1050°С сталь обладает низкими пластическими характеристиками и высоким сопротивлением дефоргиирования. Все это может привестр в ряде случаев к тому, что мощности существующих прессов не хватит для обжатия подстуженных слитков. Выше lOSO C начинается интенсивный рост аустенитного зерна. После подстуживания пластину обжимают на ребро, например под плоскими бойками, перекрывающими ширину меньшей грани с проходом вдоль грани на всю ее длину . При этом очаг деформации локализуется в осевой зоне, металл претерпевает пластическое течение в направлении длины пластины, и практически уширение отсутствует. После обжатия пластину кантуют на 90,затем обжимают ее в направлении меньшей высоты с двух противоположных сторон бойками с выпуклой рабочей поверхностью, неперекрывающими ширину ее большей грани, В этом случае металл .в осевой зоне претерпевает пластическое течение - уширение.
Таким образом, при такой схеме обжатия подстуженной пластины металл осевой зоны претерпевает интенсиВНое знакопеременное пластическое деформирование при схеме напряженного состояния всестороннего сжатия. После этого блок нагревают до максимально допустимой температуры и куют до поковочных размеров.
Пример ..Ковка опорного ролика диаметром по бочке 2150 мм из стали бБхЗМФ из слитка массой 200 т.
Первоначально слиток массой 200 т (чертеж,а) нагревают.до максимально допустимой ковочной температуры , биллетируют, например, в комбинированных бойках, закатывают цапфу под патрон (чертеж,б). После промежуточного нагрева биллет подвергагот обжатию под плоскими бойка.ми (например Е 10-15% за ход пресса, относительная величина подачи 0,5-0,8) до.получения пластины с раз мерами 3100x2100 в поперечном сечении мм, Н2,2100 мм (чертеж, в). Соотношение высот в поперечном сечении пластины ,5. Ковка на -пластину и подстуживание осуществляют одновременно. После подстуживания до температуры поверхност
, температуры центра 1200°С (А 775с (для стали 65ХЗМФ) пластину ставят на ребро, например, на плоский боек и обжимают (Е 8-10%, мм) плоским бойком (чертеж,г) сначала в направлении большей высоты (Н) плоскими бойками, перекрывающими ширину меньшей грани с проходом вдоль грани на всю ее длину, кантуют на 90°. После этого пластину обжимают в направлении меньшей высрты с двух противоположных сторон (чертеж, д, ж) бойками с выпуклой рабочей поверхностью, неперекрывающими ширину ее большей грани. Оожатия осуществляют со степенью деформации (, мм) с проходом вдоль грани на всю длину с последующей кантовкой на 180°. После этого блок подвергают нагреву до максимально допустимой ковочной температуры 1200-1220°С и обжимают (чертеж,з,и), например, в плоских бойках по схеме: восьмигранник-круг и последующая ковка до поковочных размеров (чертеж , к) .
Использование предложенного способа при изготовлении ступенчатых поковок обеспечивает повьинение качества получаемых поковок.
Формула изобретения
Способ ковки Крупных поковок, включающий биллетирование слитка с подстуживанием, формирование граней на биллете и обжатие граней бойками, Неперекрывающими грани по ширине, отличающий ся тем, что, с целью повышения качества поковок, подстуживание ведут до температуры поверхности А 1050°С, при формировании граней на биллете отковывают его до пластины с соотношением высот в поперечном ее сечении 1,1-2,0 и обжимают пластину в направлении большей высоты бойками,перекрывающими ширину граней, а обжатие бойками, не перекрывающими грани по ширине, ведут в направлении меньшей высоты пластины с двух сторон.
Источники информации, принятые во внимание при экспертизе
X
