Изобретение относится к обработке металлов давлением и может быть использовано в кузнечно-прессовом производстве, преимущественно при ковке поковок с прямоугольным сечением типа пластин, плит и т.д., в частности при изготовления поковок с применением операций осадки слитков. Известен способ ковки поковок по авт. св.. № 1207603, кл. В 21 J 1/04, при котором слиток биллетируют, осаживают совместно с кюмпелем в осадочных плитах, предварительно протягивают его на прямоугольник и окончательно протягивают на поковочные размеры, чередуя протяжку донной и прибыльной частей слитка. Однако при вдавлива™ нии кюмпеля в тело слитка из малопластичных сталей возможно трещинообразование на торцевой его части в виде конусообразной формы. Это, в свою очередь, снижает качество изготовляемых поковок.
Наиболее близким по технической сущности и достигаемому результату является способ ковки поковок типа пластин, включающий биллетировку слитка, формирование углубления на торце, окончательную протяжку в направлении от прибыльной к донной части до исключения углублений.
Недостатком известного способа является ограниченность технологических возможностей получения пластин с широким диапазоном поперечных сечений в связи с формированием ут- лублеяия на диаметре биллета слитка.
Х|
О
0
W
о J
Известный способ не позволяет полумать поковки типа пластцн большой ширины и не обеспечивает получение поковок высокого качества
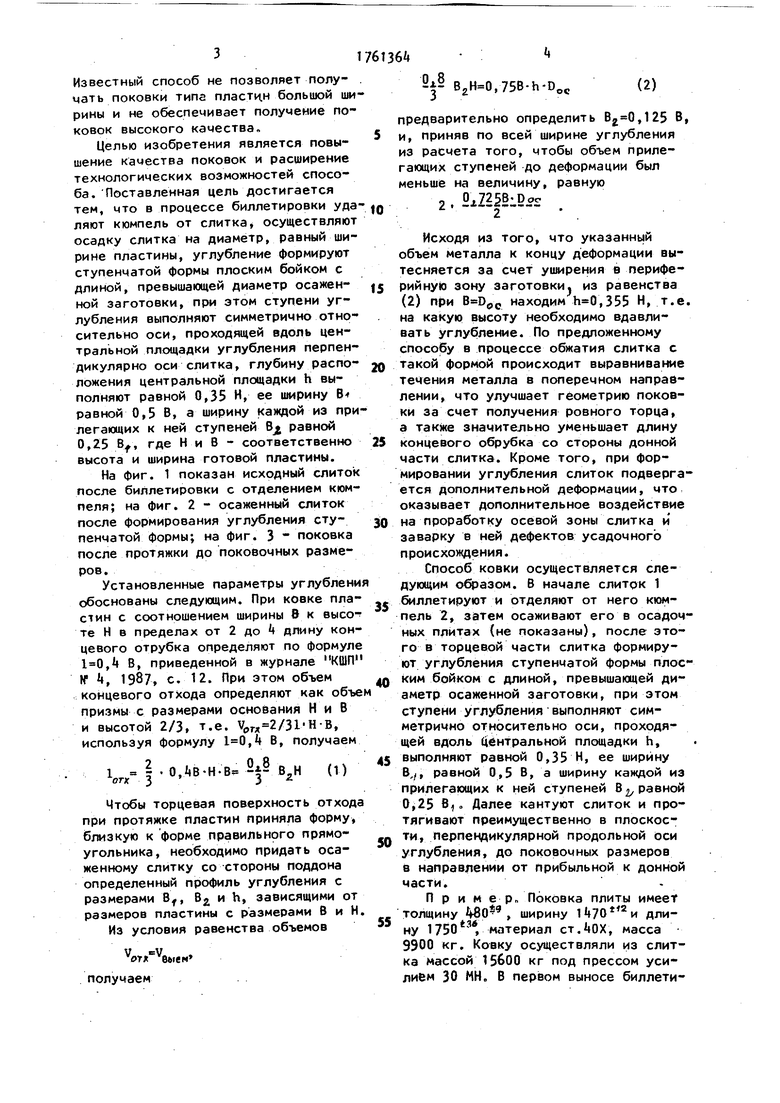
Целью изобретения является повышение качества поковок и расширение технологических возможностей способа. Поставленная цель достигается тем, что в процессе биллетировки уда ляют кюмпель от слитка, осуществляют осадку слитка на диаметр, равный ширине пластины, углубление формируют ступенчатой формы плоским бойком с длиной, превышающей диаметр осаженной заготовки, при этом ступени углубления выполняют симметрично относительно оси, проходящей вдоль центральной площадки углубления перпендикулярно оси слитка, глубину расположения центральной площадки h выполняют равной 0,35 Н, ее ширину В равной 0,5 В, а ширину каждой из прилегающих к ней ступеней В равной 0,25 Bj,, где Н и В - соответственно высота и ширина готовой пластины.
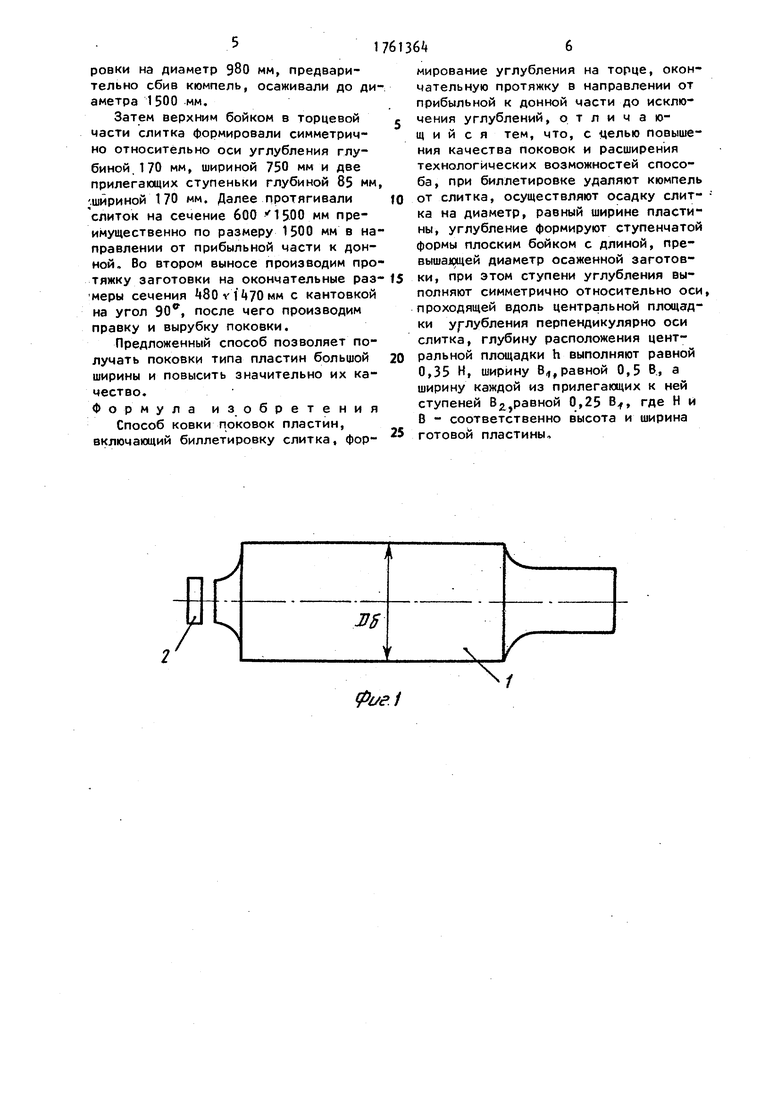
На фиг. 1 показан исходный слиток после биллетировки с отделением кюм- пеля; на фиг. 2 - осаженный слиток после формирования углубления ступенчатой формы; на фиг. 3 поковка после протяжки до поковочных размеров.
Установленные параметры углублени обоснованы следующим. При ковке пластин с соотношением ширины 8 к высоте Н в пределах от 2 до 4 длину концевого отрубка определяют по формуле ,4 В, приведенной в журнале КШП N1 4, 198, с. 12. При этом объем концевого отхода определяют как объе призмы с размерами основания Н и В
2/3, т.е. „ 2/31-Н-В, формулу ,4 В, получаем
.O.IIB-H.B- Цв2н
(1)
Чтобы торцевая поверхность отхода при протяжке пластин приняла форму, близкую к форме правильного прямоугольника, необходимо придать осаженному слитку со стороны поддона определенный профиль углубления с размерами Bf, B2 и h, зависящими от размеров пластины с размерами В и Н.
Из условия равенства объемов
и v Vr уеыем
получаем
Ц- ,75B-h-Doe
(2)
5
Q
5
0
5
0
5
0
5
предварительно определить ,125 В, и, приняв по всей ширине углубления из расчета того, чтобы объем прилегающих ступеней до деформации был меньше на величину, равную
2 , 2xZ25§lD5S
Исходя из того, что указанный объем металла к концу деформации вытесняется за счет уширения в периферийную зону заготовки из равенства
(rinnjFIW OV-rrtjr OOI W I VJDrVKl « KIO | ЯОСГИ
(2) при находим ,355 H, т.е. на какую высоту необходимо вдавливать углубление. По предложенному способу в процессе обжатия слитка с такой формой происходит выравнивание течения металла в поперечном направлении, что улучшает геометрию поковки за счет получения ровного торца, а также значительно уменьшает длину концевого обрубка со стороны донной части слитка. Кроме того, при формировании углубления слиток подвергается дополнительной деформации, что оказывает дополнительное воздействие на проработку осевой зоны слитка и заварку в ней дефектов усадочного происхождения.
Способ ковки осуществляется следующим образом. В начале слиток 1 биллетируют и отделяют от него кюмпель 2, затем осаживают его в осадочных плитах (не показаны), после этого в торцевой части слитка формируют углубления ступенчатой формы плоским бойком с длиной, превышающей диаметр осаженной заготовки, при этом ступени углубления выполняют симметрично относительно оси, проходящей вдоль Центральной площадки h, выполняют равной 0,35 Н, ее ширину B,lt равной 0,5 В, а ширину каждой из прилегающих к ней ступеней В равной 0,25 В). Далее кантуют слиток и протягивают преимущественно в плоскости, перпендикулярной продольной оси углубления, до поковочных размеров в направлении от прибыльной к донной части.
П р и м е р„ Поковка плиты имеет толщину , ширину I470tf2n длину , материал ст.ОХ, масса 9900 кг. Ковку осуществляли из слитка массой 15600 кг под прессом усилием 30 МН„ В первом выносе биллети 1
ровки на диаметр д80 мм, предварительно сбив кюмпель, осаживали до диаметра 1500 мм.
Затем верхним бойком в торцевой части слитка формировали симметрично относительно оси углубления глубиной, 170 мм, шириной 750 мм и две прилегающих ступеньки глубиной 85 мм шириной 170 мм. Далее протягивали слиток на сечение 600 1500 мм преимущественно по размеру 1500 мм в направлении от прибыльной части к донной. Во втором выносе производим протяжку заготовки на окончательные раз меры сечения 480 vl 470мм с кантовкой на угол 90, после чего производим правку и вырубку поковки.
Предложенный способ позволяет получать поковки типа пластин большой ширины и повысить значительно их качество. Формула изобретения
Способ ковки поковок пластин, включающий биллетировку слитка, фор
, 5
0
5
мирование углубления на торце, окончательную протяжку в направлении от прибыльной к донной части до исключения углублений, отличающийся тем, что, с целью повышения качества поковок и расширения технологических возможностей способа, при биллетировке удаляют кюмпель от слитка, осуществляют осадку слит- ка на диаметр, равный ширине пластины, углубление формируют ступенчатой формы плоским бойком с длиной, пре- вышаххцей диаметр осаженной заготовки, при этом ступени углубления выполняют симметрично относительно оси, проходящей вдоль центральной площадки углубления перпендикулярно оси слитка, глубину расположения центральной площадки h выполняют равной 0,35 Н, ширину В„, равной 0,5 В, а ширину каждой из прилегающих к ней ступеней В2}равной 0,25 В,,, где Н и В - соответственно высота и ширина готовой пластины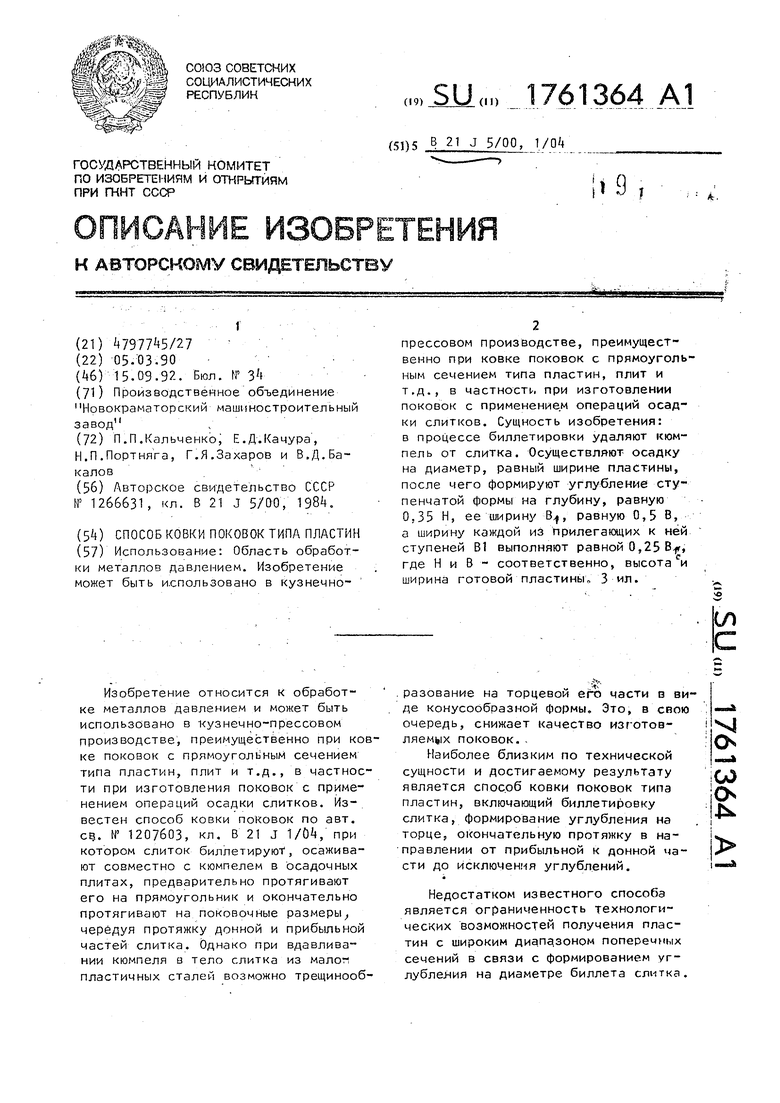
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки поковок типа валов | 1991 |
|
SU1816242A3 |
| Способ ковки полых поковок | 1986 |
|
SU1391791A1 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| Способ ковки поковок | 1983 |
|
SU1207603A1 |
| Способ ковки поковок ступенчатых валов | 1989 |
|
SU1697972A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 1992 |
|
RU2025182C1 |
| Способ получения поковок коленчатых валов | 1988 |
|
SU1556806A1 |
| Способ ковки поковок типа пластин | 1980 |
|
SU889248A1 |
| Способ изготовления полых ступенчатых поковок | 1987 |
|
SU1505651A1 |
| Способ ковки поковок типа пластин | 1987 |
|
SU1532169A1 |
Использование: Область обработки металлов давлением. Изобретение может быть использовано в кузнечнопрессовом производстве, преимущественно при ковке поковок с прямоугольным сечением типа пластин, плит и т.д., в частности при изготовлении поковок с применением операций осадки слитков. Сущность изобретения: в процессе биллетировки удаляют кюм- пель от слитка. Осуществляют осадку на диаметр, равный ширине пластины, после чего формируют углубление ступенчатой формы на глубину, равную 0.35 Н, ее ширину В, равную 0,5 В, а ширину каждой из прилегающих к ней ступеней В1 выполняют равной 0,25 , где Н и В - соответственно, высота и ширина готовой пластины„ 3 ил.
38
Фие.1
фиг 2
#
J
| Способ ковки поковок типа пластин | 1984 |
|
SU1266631A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
