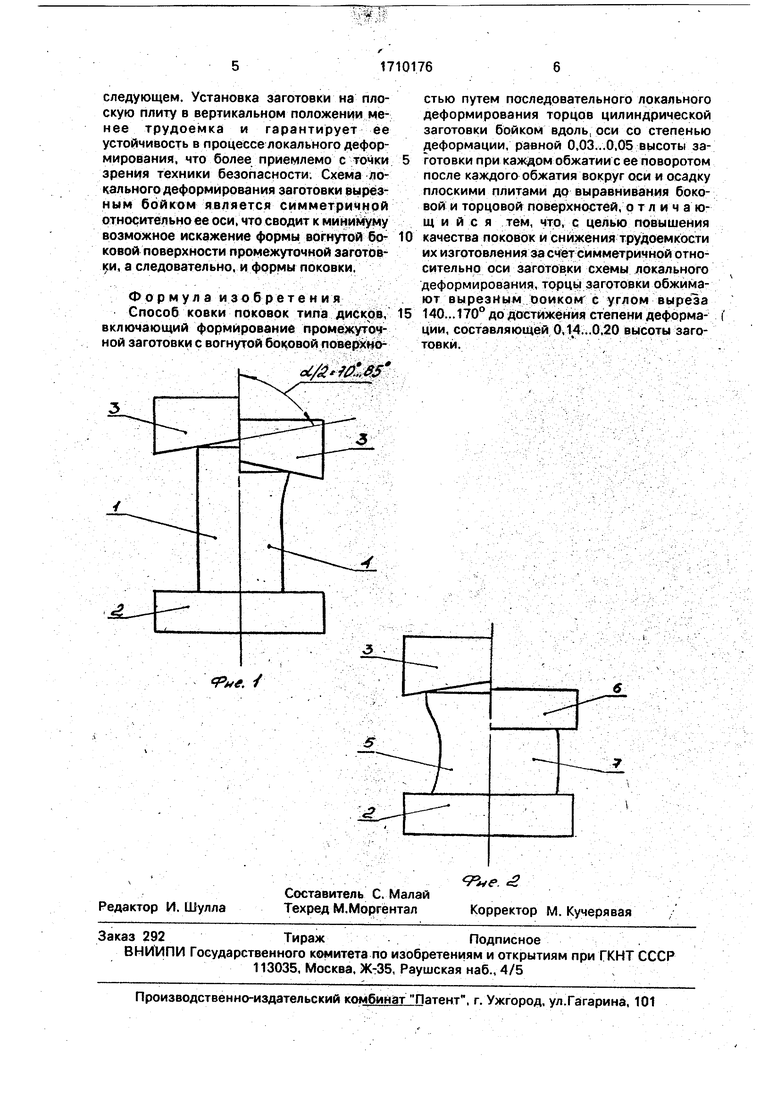
Вырезным бойком: 3 осуществляют локальное деформирование торца указанным обр:азом и формируют промежуточную заготовку 5 с вогнутой боковой поверхностью (фиг.2). Посйе осадки промежуточной заготовки верхней плоской плитой 6 до заданного размера получают поковку 7с боковой поверхностью, близкой к цилиндрической.
При внедрении вЫрезного & периферийную часть торца цилиндрицеской заготовки вытесняемый из-под бойка металл под влиянием недеформируемой осевой зоны течет в основном в радиальном направлении. Угол выреза бойка снижает интенсивность перемещения металла в нап авяенйи к центру заготовки. При обжатии торца бойком со степенью деформации, составляющей 0,03 - 0,05 высоты заготовки, прорабатывается структура металла в периферийной зоне затрудненной деформации, прилегающей к торцу заготовки. В результате последующей осадки плоской плитой за готовки с торцом в виде конуса осуществляется деформационная проработка осевой зоны за р удненной дефорг ации, прилегающей к торцу заготовки.
Последовательное локальное Д1еформирование каждого тбрца вырезным бойком с углом вы реза 140- 170° со степенью деформации 0,14 - 0,0 высоты заготовки обеспечивает получение промежуточной заготовки с вогнутой боковой поверхностью требуемой формы. При окончательной осадке промежуточной заготовки плоскими плитами средняя по ее высоте осевая зона металла находится в резко выраженном объемном напряженном состоянии за счёт подпирающего действия вогнутой-боковой поверхности. Это создает благоприятные условия для закрытия внутренних дефектов. После осадки получают поковку с боковой поверхностью, близкой к цилиндрической, что позволяет значительно уменьшить технологический напуск на сферичность.
Величина центрального угла выреза бойка в пределах 140 - .170° обусловлена необхо; имостью формирования вогнутой боковой поверхности оптимальной формы. При меньшем угле выреза бойка резко увеличивается перемещение металла в радиальном направлении на торцах заготовки, что может привести К образованию зажимов на боковой поверхности при окончательной осадке плоскими плитами, при большем угле это перемещение недостаточно. Изменение степени деформации в пределах 0,03 0,05 высоты заготовки при каждом обжатии бойком связано с тем, что при меньшей степени деформации перемещение металла в радиальном направлении на торцах незначительно, при большей возникают зажимы на поверхности торцов. Если при локальном деформировании каждого торца заготовки степень деформации менее 0,14 ее высоты,
то вогнутость боковой :поверхности может быть недостаточной для существенного устранения бочкообразности поковки, если более 0,20, то вогнутость чрезмерна и существует опасность образования зажи0 мое на боковой Иоверхности или искажения формы поковки.
Для достижения более высокой производительности ковки целесообразно использовать вырезной боек с шириной не
5 менее полЬвины диаметра исходной ципиндрической заготовки.
П р и м ер. Слиток массой 29,5 т из стали 30 нагревают до ковочной температуры, биллетируют на прессе усилием 100 МН и
0 отрубают Цилиндрическую заготовку диаметром 1220 мм, высотой 2100 мм. После нагрева в печи до заготовку устанавливают в вертикальном положении на нижнюю поворотную плиту. Бойком шириной
5 1200 мм с центральным углом вь|реза 160° обжимают верхний торец заготовки за четыре прохода (по два обжига в каждом проходе), поворачивая заготовку на 90° после каждого обжатия. При атом после каждого прохода
0 осуществляйэт дополнительно поворот заготовки на 45°, смещая границы обжатий.
Обжатую заготовку высотой 1780 мм. диаметром . в средней по высоте части 1300 мм осаживают верхней переходной
5 плитой до высоты 1700 мм для получения плоского участка на торцовой поверхности, Затем заготовку переворачивают на 180° с помощью клещей и крана и вновь помещают на нижнюю поворотную плиту в вертикальном положении. По аналогии с обжатием верхнего торца обжимают за четыре прохода противоположный торец заготовки. Сформированную промежуточную заготовку с вогнутой боковой поверхностью высо5 ТОЙ 1420 мм. диаметром в наиболее вогнутой части 15рО мм осаживают установленной на верхний торец плоской осадочной плитой до заданных размеров поковки диска высотой 885, диаметром
0 1805 мм. Масса поковки составляет 18.7 т.
При изготовлении поковки диска указанных размеров по принятой технологии ковки, предусматривающей нагрев, биллетирование слитка массой 34,5 т, отрубку цилиндрической заготовки высотой 2400 мм, диаметром 1250 мм, нагрев и осадку заготовки плоскими плитами, масса поковки составляет 22,5 т.
Преимущества предлагаемого способа по сравнению с известными заключаются в следующем. Установка заготовки на плоскую плиту в вертикальном положении менее трудоемка и гарантирует ее устойчивость в процессе локального деформирования, что более приемлемо с точки зрения техники безопасности. Схема локального деформирования заготовки вырезным бойком является симметричной относительно ее оси, что сводит к минимуму возможное искажение формы вогнутой боковой поверхности промежуточной заготовки, а следовательно, и формы поковки. Формула изобретения Способ ковки поковок типа дисков, включающий формирование промежуточной заготовки с вогнутой боевой повер сж ci/ f :.s стью путем последовательного локального деформирования торцов цилиндрической заготовки бойком вдоль, оси со степенью деформации, равной 0,03...0,05 высоты заготовки при каждом обжатии с ее поворотом после каждого обжатия вокруг оси и осадку плоскими плитами до выравнивания боковой и торцовой поверхностей, отличающийся тем, что, с целью повышения качества поковок и снижения трудоемкости их изготовления за счет симметричной относительно оси заготовки схемы локального деформирования, торцы заготовки обжимают вырезным ооиком с углом выреза 140...170° до достижения степени деформации, составляющей 0,14...0,20 высоты заготовки.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| СПОСОБ КОВКИ ПЛИТ ИЗ СЛИТКОВ | 2010 |
|
RU2459682C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННЫХ ПОКОВОК И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2291755C2 |
| Способ ковки поковок | 1984 |
|
SU1248711A1 |
| Способ изготовления поковок типа валов | 1982 |
|
SU1165521A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| Способ изготовления поковок типа пластин | 1988 |
|
SU1794571A2 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПОКОВОК КОВКОЙ | 2007 |
|
RU2369459C2 |
| Способ ковки поковок | 1988 |
|
SU1608005A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при ковке поковок типа дисков, цилиндров и муфт на прессах. Цель изо^ре- тения - повышение качества поковок и сни-жение'трудоемкости их изготовления. Торцы цилиндрической заготовки последовательно обжимают бойком с центральным углом вырезо 140...170°. Каждое обжатие производят со степенью деформации 0,03...0,05 высоты заготовки и поворотом ее вокруг оси между обжатиями. Формирование промежуточной заготовки заканчивают деформацией, составляющей 0,14...0,20 высоты заготовки. При этом боковая поверхность промежуточной заготовки приобретает вогнутую форму. На заключительном этапе ковки осуществляют осадку заготовки плоскими плитами до выравнивания ее боковой и торцовой поверхностей. Уменьшение затрат времени на установку заготовки и ее обжатие снижает трудоемкость изготовления поковок за счет симметричной относительно оси заготовки схемы Локального деформирования. 2 ил.^^^Изобретение относится к обработке метал лов давлением и может быть использовано в кузнечно-прессовых цехах машиностроительных и металлургических предприятий при ковке поковок типа дисков, цилиндров и муфт на прессах.Цель изобретения - повышение качества поковок и снижение трудоемкости их изготовления за счет симметричной относительно оси заготовки схемы локального деформирования.На фиг.1 изображены исходная цилиндрическая заготовка (слева) и промежуточная заготовка после локального деформирования одного из торцов вырезным бойкоМ (справа); на фиг.2 - промежуточная заготов^ ка после переворота е'е на 180° и локального деформирования другого торца вырезным бойком (слева) и поковка после осадки про-межуточной заготовки плоскими плитами' (справа).Способ осуществляют следующим обра- ,зом.Нагретую до ковочной температуры цилиндрическую заготовку 1, откованную из слитка, помещают Hci нижнюю поворотную плоскую плиТу 2 (фиг.1). Бойком 3 с центральным углом вЫреза за несколько проходов с поворотом заготовки вокруг оси после каждого Обжатия осуществляют локальное деформирование верхнего торЦа цилиндрической заготовки. Полученную промежуточную заготовку 4 с торцом в виде конуса осаживают верхней переходной плитой до получения плоского участка на верхнем торце заготовки. Затем заготовку переворачивают на 180° с помощью ковочного манипулятора или крана и вновь устанавливают на нижнюю поворотную плиту 2.ЧО^о
| Способ ковки поковок | 1984 |
|
SU1248711A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
