113
Изобретение относится к способам электрического соединения преимущест венно волосовидных однопроволочных проводов каркасных катушек, применяе мых в приборостроении.
Цель изобретения - повышение качества соединения проводов.
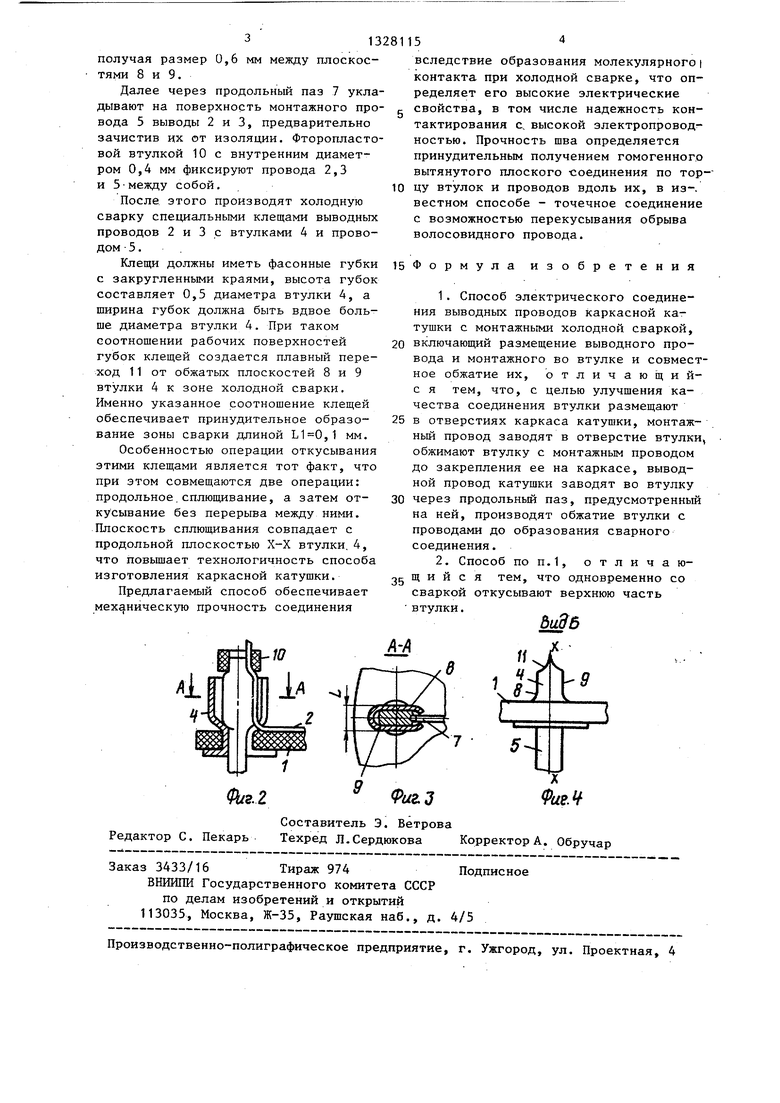
На фиг.1 изображена каркасная катушка с холодной сваркой проводов, общий вид, разрез; на фиг.2 - узел обжатия; на фиг.З - сечение А-А на фиг.2 на фиг.4 - вид Б на фиг.1.
На каркас 1 наматывают волосовидный провод с выводами 2 и 3. Далее на каркас 1 с проводом устанавливают до упора две втулки 4, в отверстиях которых расположены монтажные провода 5. Направляющий диаметр каркаса 1 с на мотанным на него волосовидным проводом образует каркасную катушку б. Каждая втулка 4 имеет продольный паз 7 для прохода выводов 2 и 3.
Производят продольное обжатие с
пластической деформацией каждой втул- 25 той в сторону поверхности от сварки.
ки 4 с монтажным проводом 5 для жесткого закрепления их на каркасной катушке 6. При этом на втулке 4 образуются плоскости 8 и 9 с размером L между ними для инструмента.
ПЪсле этого через пазы 7 укладывают выводы 2 и 3, предварительно очищенные от изоляции, вдоль монтажных проводов 5 и фиксируют их взаимное расположение, например, технологичес30
35
зерна металла одной стенки втулки 4 будут контактировать с зернами металла противоположной стенки втулок 4 до расстояния атомного взаимодействия и производят сращивание стенок втулок 4 совместно с проводами 2,3,5, характеризуемое однородной структурой и прочностью, близкой к прочности основ ного металла втулок 4. Образуется гомогенное единство соединения проводов 2,3 и 5с втулками 4. Таким образом, происходит холодная сварка металла в результате его пластической деформации. При этом усилие сжатия сварочных клещей значительно превосходит предел текучести металла, например меди.
40
зерна металла одной стенки втулки 4 будут контактировать с зернами метал ла противоположной стенки втулок 4 д расстояния атомного взаимодействия и производят сращивание стенок втуло 4 совместно с проводами 2,3,5, харак теризуемое однородной структурой и прочностью, близкой к прочности осно ного металла втулок 4. Образуется го могенное единство соединения проводо 2,3 и 5с втулками 4. Таким образом, происходит холодная сварка металла в результате его пластической деформации. При этом усилие сжатия сварочны клещей значительно превосходит преде текучести металла, например меди.
кой трубкой 10 (фиг.2) 5ПЛОТНО надетой: на монтажный провод 5. В этом случае выводы 2 и 3 и провода 5 расположены в продольной плоскости Х-Х втулок 4. Далее производят холодную сварку каждого соединения, состоящего из одного из выводов 2 или 3, монтажного провода 5, втулки 4 специальными клещами. Происходит пластическая деформа-. тушку 6 обмоточным проводом ПЭТВ-1 ция сплющиванием втулки 4 с проводами, 00,02 мм и этим же проводом выполня- например, на уровне плоскости А-А ют выводные провода каркасной катуш- (фиг.2) с силой, превосходящей предел ки 6, а затем производят сушку лака
Пример. На керамический каркас с лаком наматывают каркасную катекучести материала втулки 4 и этих проводов, до тех пор, пока противоположные стенки втулки 4, обжимая и пластически деформируя эти провода, сомкнутся одна с другой и не образуют плоский слой длиной L1, расположенный в продольной плоскости Х-Х втулки 4, имеющий плавный переход 11 к плоскостям обжатия 8 и 9 втулки 4 и параллельный этим же плоскостям 8 и 9.
0
При этом длина L1 составляет 10% от диаметра втулки 4.
Поскольку выводы 2 и 3 прижаты трубкой 10 к поверхности монтажного провода 5, то при холодной сварке эти выводы все время находятся внутри втулки 4, обжимаются ее стенками и образуют единый холодносварной слой совместно с втулкой 4 и монтажным проводом 5. Одновременно при холодной сварке верхняя часть втулок 4 и проводов (расположенная выше плоскости А-А) перекусывается специальными кле- 5 щами.
В результате холодной сварки достигается высокая прочность соединения следующим образом. При сжатии клещей втулки 4 с проводами 2,3 и 5, выполненными из однородного материала, например меди, сплющиваются и настолько плотно сжимаются в плоскости Х-Х, что окисная пленка, всегда покрывающая а. металл, окажется разрушенной и выжа0
0
5
0
зерна металла одной стенки втулки 4 будут контактировать с зернами металла противоположной стенки втулок 4 до расстояния атомного взаимодействия и производят сращивание стенок втулок 4 совместно с проводами 2,3,5, характеризуемое однородной структурой и прочностью, близкой к прочности основного металла втулок 4. Образуется гомогенное единство соединения проводов 2,3 и 5с втулками 4. Таким образом, происходит холодная сварка металла в результате его пластической деформации. При этом усилие сжатия сварочных клещей значительно превосходит предел текучести металла, например меди.
. тушку 6 обмоточным проводом ПЭТВ-1 00,02 мм и этим же проводом выполня- ют выводные провода каркасной катуш- ки 6, а затем производят сушку лака
тушку 6 обмоточным проводом ПЭТВ-1 00,02 мм и этим же проводом выполня- ют выводные провода каркасной катуш- ки 6, а затем производят сушку лака
Пример. На керамический каркас с лаком наматывают каркасную ка
каркасной катушки 6. Устанавливают в нее подвижно до упора медную втулку 4, например заклепку с наружным диаметром 1 мм и внутренним диаметром 0,5 мм со вставленным медным проводом 0,4 мм.При этом длина вылета втулки 4 от каркаса 1 составляет 6 мм. Специальным инструментом, например плоскогубцами с зазором, равным 0,6 мм между губками (в сжатом состоянии), производят обжатие втулки 4,
получая размер 0,6 мм между плоскостями 8 и 9.
Далее через продольный паз 7 укладывают на поверхность монтажного провода 5 выводы 2 и 3, предварительно зачистив их от изоляции. Фторопластовой втулкой 10 с внутренним диаметром 0,4 мм фиксируют провода 2,3 и 5-между собой.
После этого производят холодную сварку специальными клещами выводных проводов 2 и 3 с втулками 4 и проводом 5.
Клещи должны иметь фасонные губки с закругленными краями, высота губок составляет 0,5 диаметра втулки 4, а ширина губок должна быть вдвое больше диаметра втулки 4. При таком соотношении рабочих поверхностей губок клещей создается плавный переход 11 от обжатых плоскостей 8 и 9 втулки 4 к зоне холодной сварки. Именно указанное соотношение клещей обеспечивает принудительное образование зоны сварки длиной ,1 мм.
Особенностью операции откусывания этими клещами является тот факт, что при этом совмещаются две операции: продольное.сплющивание, а затем откусывание без перерыва между ними. Плоскость сплющивания совпадает с продольной плоскостью Х-Х втулки, 4, что повьш1ает технологичность способа изготовления каркасной катушки.
Предлагаемый способ обеспечивает механическую прочность соединения
вследствие образования молекулярного| контакта при холодной сварке, что определяет его высокие электрические
свойства, в том числе надежность контактирования с, высокой электропроводностью. Прочность шва определяется принудительным получением гомогенного вытянутого плоского соединения по торЦУ втулок и проводов вдоль их, в из-, вестном способе - точечное соединение с возможностью перекусывания обрыва волосовидного провода.
Формула изобретения
1.Способ электрического соединения выводных проводов каркасной катушки с монтажными холодной сваркой,
включающий размещение выводного провода и монтажного во втулке и совместное обжатие их, отличающий- с я тем, что, с целью улучшения качества соединения втулки размещают
в отверстиях каркаса катушки, монтажный провод заводят в отверстие втулки, обжимают втулку с монтажным проводом до закрепления ее на каркасе, выводной провод катушки заводят во втулку
через продольный паз, предусмотренный на ней, производят обжатие втулки с проводами до образования сварного соединения.
2.Способ ПОП.1, отличаю- щ и и с я тем, что одновременно со
сваркой откусывают верхнюю часть втулки.
buSb
и
г.2
ff Г
Ж
PwaJ
fe.
Составитель Э. Ветрова Редактор С. Пекарь Техред Л.Сердюкова Корректор А. Обручар
Заказ 3433/16 Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2011 |
|
RU2458768C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ И КОМПОЗИЦИОННЫХ ЗАГОТОВОК ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2610653C1 |
| Способ сварки пластиковых труб | 2020 |
|
RU2751682C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕКЦИОННОГО БИМЕТАЛЛИЧЕСКОГО РАДИАТОРА | 2015 |
|
RU2581750C1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА МОДУЛЬНОЙ ОПАЛУБКИ | 2005 |
|
RU2282700C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ЗАГОТОВОК ВЫВОДНЫХ РАМОК ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1989 |
|
SU1777517A1 |
| Способ соединения многожильных проводов | 1990 |
|
SU1709452A1 |
| ТРАНСПОРТНО-ПУСКОВОЙ КОНТЕЙНЕР ДЛЯ РАКЕТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2166166C1 |
| БЕЗРИГЕЛЬНЫЙ КАРКАС ЗДАНИЯ, СООРУЖЕНИЯ | 2009 |
|
RU2501915C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ И КОМПОЗИЦИОННЫХ ЗАГОТОВОК ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2625372C2 |
Изобретение относится к спосо- бам электрического соединения преимущественно однопроволочных проводов каркасных катушек с монтажными, прит меняемым в приборостроении. Целью изобретения является повышение качества соединения проводов. Втулка 4 с монтажным проводом 5 устанавливается в отверстии каркаса 1 катушки и закрепляется на нем путем обжатия втулки с проводом. Втулка 4 выполнена с продольным пазом 7. В паз 7 заводится провод 2. Производится обжа- тие втулки 4 с проводами до образования сварного соединения. Одновременно со сваркой откусывают верхнюю часть втулки. Способ обеспечивает механическую прочность соединения с высокими электрическими свойствами. 1 з.п. ф-лы, 4 ил. 5-1 Р Itsd 00 ел 
| Фролих Я | |||
| Непаяные соединения :в электронике | |||
| - М.: Энергия, 1978, с.83-84. |
