1 .13
Изобретение относится к деревооб- рабатьшающей промышленности, а именно к устройствам для формирования стружечного ковра.
Цель изобретения - повьшение качества плит.
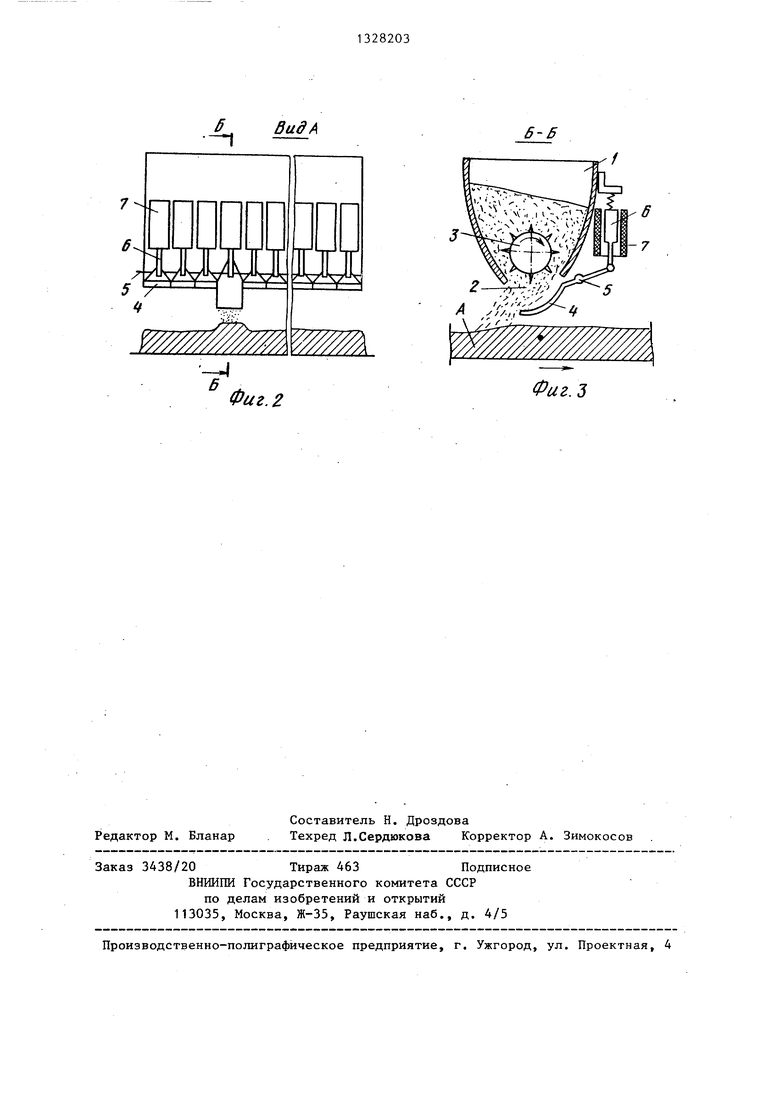
На фиг. 1 представлено устройство для формирования стружечного ковра, общий вид; на фиг. 2 - вид А на фиг. на фиг. 3 - разрез Б-Б на фиг. 2.
Устройство состоит из бункера 1
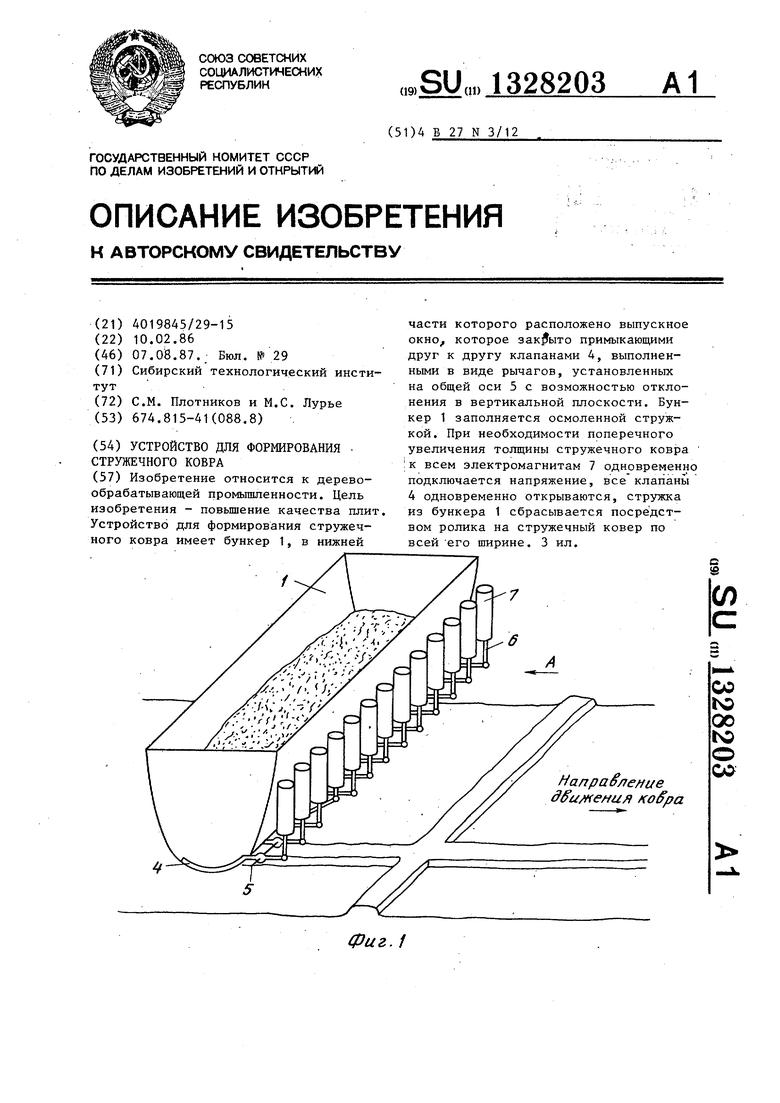
стружки, в нижней части которого расположено выпускное окно 2, выполненное в виде щели, перпендикулярной направлению движения ковра. Внутри бункера 1 расположен с возможностью вращения разрыхляющий ролик .3, одновременно являющийся разбрасывающим, а выпускное окно 2 закрыто примыкающими один к другому клапанами 4, выполненными в виде рычагов, установ- лекных на общей оси 5.с возможностью отклонения в вертикальной плоскости. Одно плечо 1 клапана 4 изогнуто по дуге окружности, а второе соединено с сердечником 6 электромагнита 7.Число клапанов 4 и электромагнитов 7 выбирается из соотношения
п
1 b
(1)
где В b
ширина стружечного ковра; ширина клапана 4, равная 20- 50 мм в зависимости от ширины уплотненного участка кромки изготовляемой плиты.
Устройство работает следующим образом.
Бункер , 1 заполняют осмоленной стружкой, в которую возможно добав-, ление красящего веще ства, например сажи, для визуального определения уплотненных участков в готовой плите. Разрыхляющий ролик 3 вращается,постоянно разрыхляя стружку в нижней части бункера 1. Сформированный известным способом стружечный ковер подают под насыпной головкой. При необходимости поперечного увеличения толщины стружечного ковра, например, в местах поперечного раскроя готовых плит, к всем электромагнитам 7 одновременно подключается напряжение (вручную или .автоматически), сердечники 6 электромагнитов 7 втягиваются,все клапаны 4 одновременно открываются, стружка из бункера 1 сбрасывается с помощью ролика. 3 на стружечнЪш .ковер по всей
0
его ширине, толщина ковра повьппается, например, в 1,3 раза. После истечения времени t напряжение (Отключается
ОТКР . I ..
от электромагнитов 7, их сердечники 6
выдвигаются посредством собственного веса или посредством пружины,клапаны 4 одновременно закрываются. Стружечный ковер имеет поперечный участок повышенной толщины. Время подачи напряжения на электромагниты 7 определяется из выражения 1
откр.
V
0
5
0
5
0
5
1
где V - -скорость подачи стружечного ковра А, м/с;
заданная длина участка ковра повышенной толщины, зависящая от ширины уплотнения кромки плиты, а также от ширины разделяемого промежутка при поперечном раскрое стружечного ковра на отдельные пакеты. При необходимости получения на стружечном ковре в одном или нескольких местах участков повьш1енной толщины в продольном направлении, например в местах установки пил (не показаны) при продольном раскрое готовых плит, подается напряжение на электро магниты 7 соответствующих клапанов 4, которые открываются, на стружечный ковер сыпятся один или несколько стружечных потоков заданной ширины. В результате этого на ковре образуются одна или несколько продольных полос, утолщенных, например, в 1,3 раза.
Далее ковер направляется на поперечный раскрой и/или прессование, из него получают плиты с участками повышенной плотности, по которым производят раскрой.
Изобретение обеспечивает сокращение издержек на упрочение кромок плит.
5 Формула изобретения Устройство для формирования стружечного ковра, включающее бункер стружки с выпускным окном и разрыхляющий ролик, отличающееся тем, что, с целью повышения качества плит, устройство снабжено системой клапанов, которые размещены друг за другом на общей оси и каждый из которых выполнен в виде двуплечего рычага с электромагнитом, при этом одно плечо рычага изогнуто и размещено под выпускным окном с образованием щели, а другое соединено с сердечником электромагнита.
0
5
В ид А
6-6
Фиг. г
Редактор М. Бланар
Составитель Н. Дроздова
Техред Л.Сердюкова Корректор А. Зимокосов
Заказ 3438/20Тираж 463Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.З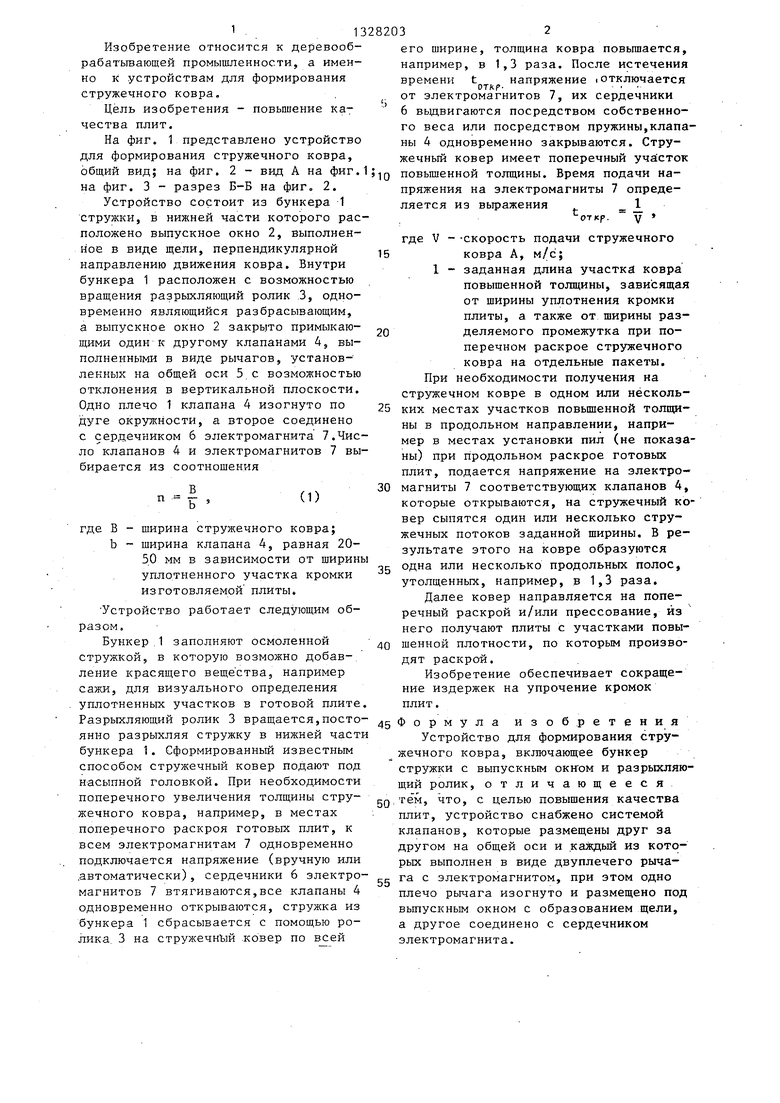
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства мебельных деталей из стружечной массы и линия для его осуществления | 1991 |
|
SU1831424A3 |
| Линия изготовления древесно-стружечных плит | 1984 |
|
SU1245433A1 |
| Устройство для формирования многослойного древесностружечного ковра | 1981 |
|
SU1002169A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ДРЕВЕСНЫХ ЧАСТИЦ | 2007 |
|
RU2342246C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ С ДВУХСТОРОННЕЙ ОБЛИЦОВКОЙ | 1994 |
|
RU2048289C1 |
| Способ изготовления древесностружечных плит | 1987 |
|
SU1521598A1 |
| Устройство для загрузки дозировочных бункеров сыпучим материалом | 1991 |
|
SU1791116A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ДРЕВЕСНОСТРУЖЕЧНОГО КОВРА | 1997 |
|
RU2122945C1 |
| Устройство для формирования однослойного стружечного ковра | 1989 |
|
SU1629190A1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛИТ | 1995 |
|
RU2078686C1 |
Изобретение относится к деревообрабатывающей промьшшенности. Цель изобретения - повьппение качества плит. Устройство для формирования стружечного ковра имеет бункер 1, в нижней части которого расположено выпускное окно которое закрыто примыкающими друг к другу клапанами 4, выполненными в виде рычагов, установленных на общей оси 5 с возможностью отклонения в вертикальной плоскости. Бункер 1 заполняется осмоленной стружкой. При необходимости поперечного увеличения толщины стружечного ковра I к всем электромагнитам 7 одновременно подключается напряжение, все клапаны 4 одновременно открываются, стружка из бункера 1 сбрасывается посредством ролика на стружечный ковер по всей его ширине. 3 ил. Г::- 7 (Л Напра лемае д и/нени/1 Koffpa со to 00 to о оо фиг. 1