Изобретение относится к линиям изготовления древесно-стружечных плит и может быть применено в деревообрабатывающей промышленности о
Цель изобретения - повышение про иэводительности линии.
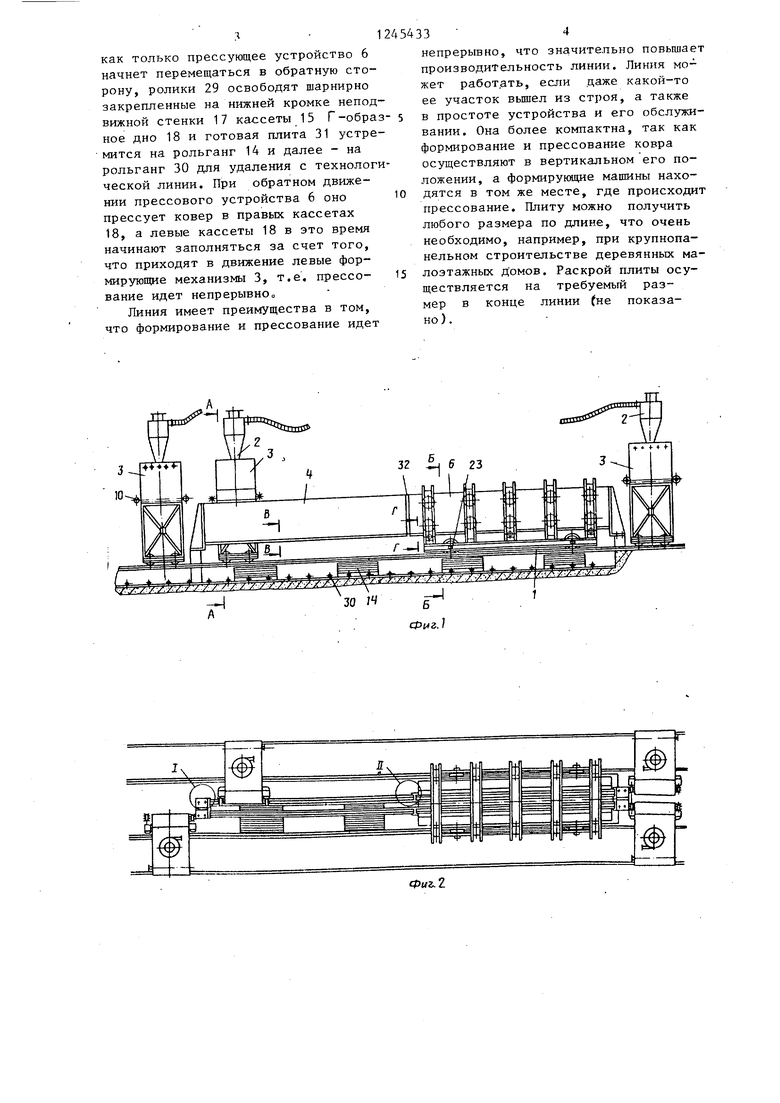
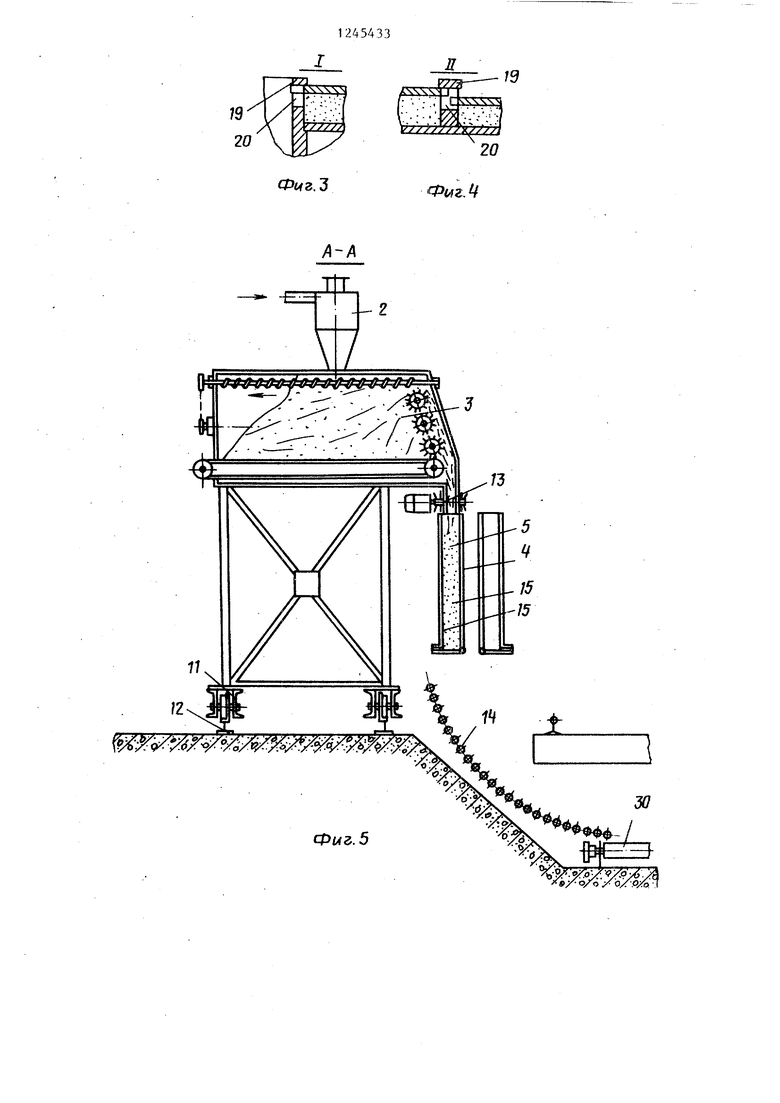
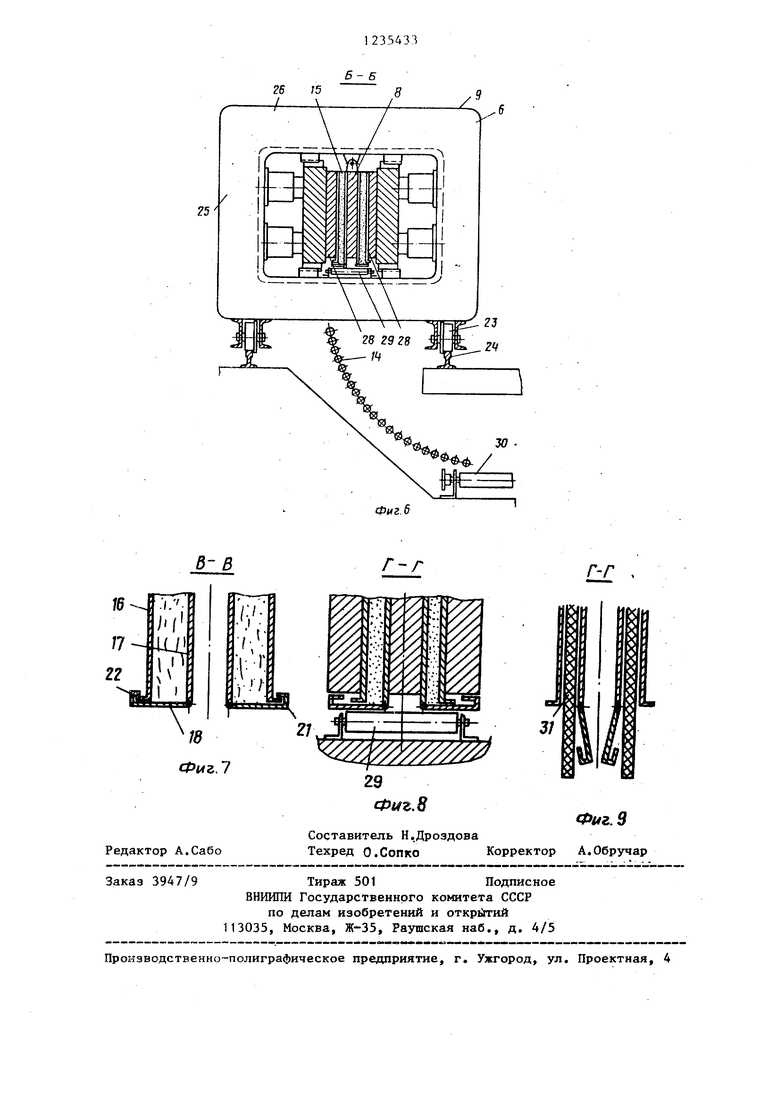
На фиго 1 изображена линия изготовления древесно-стружечных плит, вид спереди; на фиг. 2 - то же, вид сверху; на фиГо 3 - узел I на фиг на фиг. 4 - узел II на фиг. 2; на фиг. 5 - разрез А-А на фиг 1; на фиг. 6 - разрез Б-Б на фиг. If на фиг. 7 - разрез В-В на фиг. 1; на фиг.8 - разрез Г-Г на фиг о 1f на фиг. 9 - то же, в момент открытия дна. .
,
Линия изготовления древесно-стружечных плит включает станину 1, узел 2 подачи осмоленной стружки, формирующие механизмы 3, узел 4 формирования ковра 5 и узел 6 прессования с гидроцилиндрами 7 и нагревательными плитами 8, размещенными внутри рамы 9 и привод 10. Формирующие машины 3 снабжены установленной под ними кареткой 11, которая вьшолнена со смонтированными параллельно узлу 6 прессования направляющими 12, при этом выгрузные патрубки 13 формирующих механизмов 3 смонтированы параллельно продольной оси узла 6 прессования, узел 4 формирования ковра 5 снабжен размещенными в нижней его части вогнутыми роликовьми направляю щими 14 и выполнен в виде вертикально установленных разъемных кассет 15 с подвижной 16 и неподвижной 11 7 с.тен- ками Г-образным дном 18 и вертикальными направляющими 19 со сквозны- ми окнами 20, при этом неподвижная стенка 17 кассеты 15 соединена с изог нутой полкой 21 дна 18, а подвижная стенка 16 кассеты 15 имеет расположенный вдоль ее нижней кромки выступ 22, который своей верхней плоскостью контактирует с внутренней плоскостью полок 21 Г -образного дна 18, узел 6 прессования снабжен размещенными в нижней его части приводными ролика- ми 23 с направляющими 24, при этом гидроцилиндры 7 смонтированы на вертикальных стойках 25 рамы 9, средняя нагревательная плита 8 шарнирно связана с горизонтальными перемычками 26 рамы 9, на внутренних кромках которых смонтированы направляющие 27 для боковых нагревательных плит 28,
5
Ю 15
20
30
35
25 55
межд;у которьми установлены опорные ролики 29.
Кроме того, линия снабжена рольгангом 30 для удаления с технологической линии готовых плит 31, а кассеты 15 разделены перемычкой 32.
Линия работает следующим образом.
Осмоленная стружка посредством узла 2 подачи (циклона) поступает в формирующие механизмы 3. Последние расположены на каретках 11, которые могут перемещаться по направляющим 12 вправо и влево вдоль длинных кас- сзт 15, движение их ограничивается в центре их пути перемычкой 32, а формирование и прессование ковра 5 осуществляется в вертикальном его положении.
Формирующие механизмы 3 (левые) „обсл ткивают только левые кассеты 15 и работают ке одновременно с формирующими механизмами 3 (правыми), т.е. правые формирующие механизмы 3 начинают работать тогда, когда засыпаны левые кассеты 15.
Формирующие механизмы 3 перемещаются до перемычки 32 и обратно в рабочее положение. За прямой и обратный путь насыпаются кассеты 15 (две левые или правые) полностью.
Кассета 15 имеет Г-образное дно 18, а подвижная стенка 16 кассеты 15 имеет расположенный вдоль ее нижней кромки выступ 22. Контакт Г-образного дна 18 и выступа 22 обеспечивает де,постность насыпанной в кас- сету 15 стружки. После засыпки кассет 15 (например левых) приходит в действие прессующее устройство 6, которое также перемещается посредством роликов 23 по направляющим 24 вдоль кассет 15,. но путь его в два раза длиннее (т„е, он может пройти вдоль всех кассет). Когда кассеты 15 наполняют, прессующее устройство 6 подходит к ним и его средняя 8 и боковые 28 греющие плиты обхватывают кассеты 15 со стружкой.
BкJгючaк)т гидроцилиндры 7 и они сдавливают кассеты, вследствие чего подвижные их стенки 16 перемещаются навстречу друг другу.. Контакт Г -образного дна 18 и выступа 22 нарушается, но отпрессованный ковер не вываливается за счет того, что Г-образное дно 18 удерживается опорными роликами 29, смонтированными в нижней части узла прессования. Но
как только прессующее устройство 6 начнет перемещаться в обратную сторону, ролики 29 освободят шарнирно закрепленные на нижней кромке неподвижной стенки 17 кассеты 15 Г-образ ное дно 18 и готовая плита 31 устремится на рольганг 14 и далее - на рольганг 30 для удаления с технологической линии. При обратном движении лрессового устройства 6 оно прессует ковер в правых кассетах 18, а левые кассеты 18 в это время начинают заполняться за счет того, что приходят в движение левые формирующие механизмы 3, т.е. прессе- вание идет непрерывноо
Линия имеет преимущества в том, что формирование и прессование идет
непрерывно, что значительно повышает производительность линии. Линия может работать, если даже какой-то ее участок вьппел из строя, а также в простоте устройства и его обслуживании. Она более компактна, так как формирование и прессование ковра осуществляют в вертикальном его положении, а формирующие машины находятся в том же месте, где происходит прессование. Плиту можно получить любого размера по длине, что очень необходимо, например, при крупнопанельном строительстве деревянных малоэтажных Домов. Раскрой плиты осуществляется на требуемый размер в конце линии (не показано).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ, ДРЕВЕСНОВОЛОКНИСТЫХ И ТОМУ ПОДОБНЫХ ПЛИТ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2044635C1 |
| Способ производства мебельных деталей из стружечной массы и линия для его осуществления | 1991 |
|
SU1831424A3 |
| Установка для изготовления многопустотных древесно-стружечных плит | 1984 |
|
SU1242376A1 |
| Машина для формирования стружечного ковра | 1985 |
|
SU1289689A1 |
| Установка для непрерывного изготовления плитных материалов | 1976 |
|
SU571386A1 |
| Линия изготовления древесностружечных плит | 1986 |
|
SU1320065A1 |
| Линия изготовления изделий из стружечно-клеевой смеси | 1987 |
|
SU1519875A1 |
| Линия изготовления древесного слоистого материала | 1981 |
|
SU935278A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 2011 |
|
RU2453428C1 |
| Линия изготовления биоводостойких древесностружечных плит | 1985 |
|
SU1248809A1 |
10
д
-Id
ЬЛ
k4444V
fe
EZZZZZZZ
ЗУ777
20
СРкг.З
Фиг,. 5
х о/ЬХох §г&а
26 I
;5
/
Фиг. 6
Редактор А.Сабо
Фиг. В
Составитель Н.Дроздова
Техред О.Сопко Корректор А.Обручар
г-г
г-г ,
3947/9
Тираж 501Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открйтий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Шварцман Г.М | |||
| Производство древесностружечных плит | |||
| М.: Лесная промьшшенность, 1977, с о 266 | |||
| .Ожилев И.Л., Штейнберг И.Б | |||
| Справочник по древесностружечным плитам М.: Лесная промышленность, 1983, с | |||
| Аппарат для передачи изображений на расстояние | 1920 |
|
SU171A1 |
