Изобретение относится к теплооб- менной аппаратуре и может быть ис- пользозано в энергетической промышленности.
Цель изобретения - повышение качества изготовления.
На чертеже изображено устройство для осуществления предлагаемого способа.
Устройстве содержит ванну 1 с флюсаьш 2 и расплавом припоя 3, технологическую втулку 4, плотно сжимающую пучок труб 5 и имеющую отверстия 6 для захода припоя. К концам труб плотно прижата защитная крышка 7.
Способ осуществляют следующим образом.
С помощью технологической втулки 4 из нейтрального к применяемому припою материала (например, фторопласта, титана), имеющей коническую форму пучок труб 5 плотно сжимают, концы труб выравнивают обрезкой- заподлицо с торцом втулки и зашлаковывают густой самозатвердевающейся пластмассой (например, эпоксидной шпаклевкой). До самозатвердевания штастмассы к концам труб плотно прижимают защитную крышку 7. После самозатвердевания пластмассы пучок труб вместе с технологической втулко и крьшкой помещают, в расплавленный припой 3 (например, ПОС-61), находящийся под слоем жидкого флюса 2 (например, следующего состава, %: глицерин 95{ диэтиламин гидрохлорид 5. Температура припоя должна быть несРедактор А.Ревин
Составитель В.Косенко Техр ед Л.Сёрдюкова
Заказ 3569/41 Тираж 611Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
0
5
0
5
0
5
колько выше точки его плавления (на 30-40 С). Чтобы припой мог надежно проникнуть через всю толщину пакета трубок и для предотвращения образования газовых раковин в толще образующейся трубной доски, устройство вместе с пучком труб приводят во вращение в плоскости, проходящей через продольную ось пучка труб, что обеспечивает направление действия центробежных сил вдоль оси труб. Под действием перегрузок флюс и припой гарантировано проникают в межтрубное пространство пучка через отверстия 6 во втулке 4, а затем по мере охлаждения в процессе вращения припой затвердевает, образуя герметичную трубную доску, спаянную с трубами. Количество припоя должно выбираться таким, чтобы верхний торец втулки оставался вьш1е его уровня. Заглушенные концы труб обрезают вместе с защитной крышкой 7 и с частью втулки 4 вьпяе отверстий 6, а оставшаяся часть втулки и излишки припоя легко снимаются.
Формула изобретения
Способ изготовления трубной доски теплообменника по авт.св. № 1237892, отличающийся тем, -что, с целью повышения качества изготовления, заглушенные концы труб пучка до самозатвердевания пластмассы снабжают защитной крышкой и удаляют ее вместе с заглушками.
Корректор Е.Рошко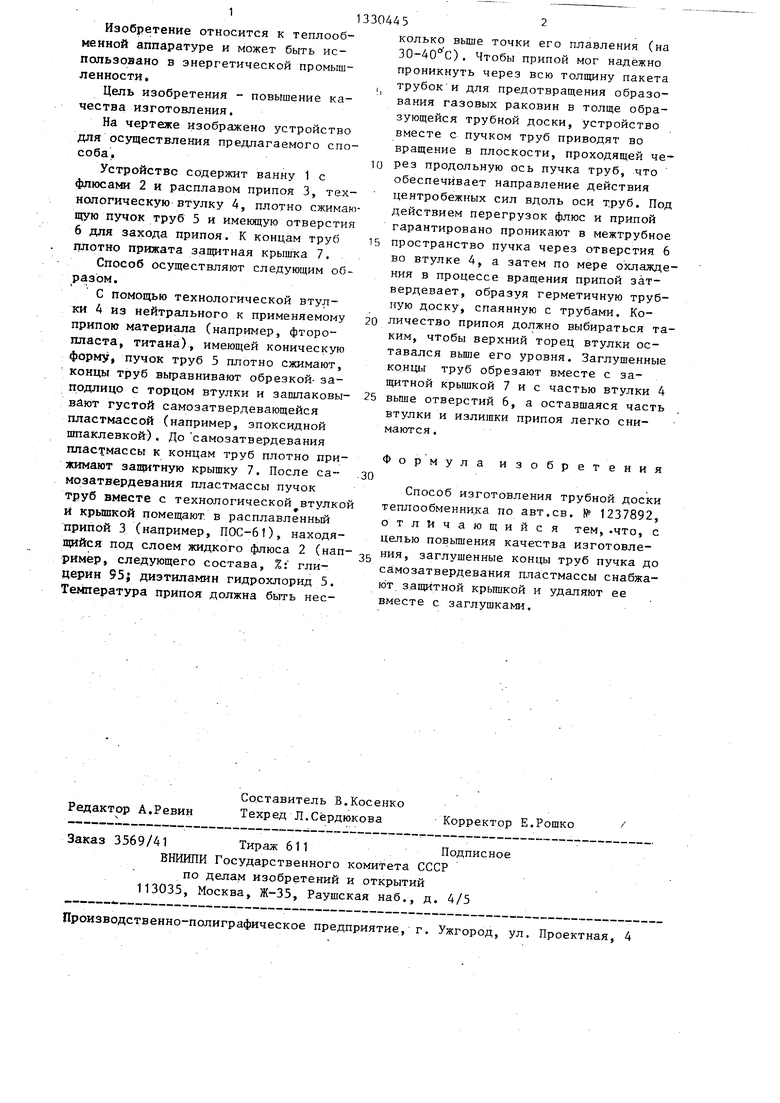
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления трубной доски теплообменника | 1986 |
|
SU1370421A2 |
| Способ изготовления трубной доски теплообменника | 1984 |
|
SU1237892A1 |
| Кожухотрубчатый конденсатор | 1982 |
|
SU1132137A1 |
| Способ изготовления кожухотрубного теплообменника | 1988 |
|
SU1632729A1 |
| СПОСОБ ПАЙКИ ТРУБНОЙ ДОСКИ С ТОНКОСТЕННЫМИ ТРУБКАМИ | 1998 |
|
RU2153407C2 |
| ТЕПЛООБМЕННИК | 2004 |
|
RU2272232C1 |
| Устройство для исследования теплообмена | 1981 |
|
SU1040315A2 |
| МЕМБРАННЫЙ АППАРАТ | 1993 |
|
RU2064820C1 |
| Кожухотрубный теплообменник | 1979 |
|
SU943513A1 |
| ТЕПЛООБМЕННИК | 2003 |
|
RU2267070C2 |
Изобретение относится к энергетике. Изобретение позволяет повысить качество изготовления. Пучок труб 5 плотно сжимают, после чего . концы труб 5 зашпаковьюают густой самозатвердевающей пластмассой (П). До самозатвердевания П к концам труб 5 плотно прижимают защитную крьшку 7. После самозатвердевания П пучок труб вместе с технологической втулкой (ТВ) 4 и крьшкой помещают в расплавленный припой 3, находящийся под слоем жидкого флюса 2. Для надежного ч проникновения припоя через всю толщи- ну пакета труб 5 и для предотвращения образования газовых раковин в толще образующейся трубной доски устройство вместе с пучком труб приводят во вращение в плоскости, проходящей через продольную ось пучка труб.Под действием перегрузок флюс и припой проникают в межтрубное пространство пучка через отверстия 6 в ТВ 4. Затем по мере охлаждения в процессе вращения припой затвердевает, образуя герметичную трубную доску, спаянную с трубами Заглушенные концы труб обрезают вместе с крышкой 7 и с частью ТВ 4 вьпие отверстий 6, а оставшаяся часть ТВ 4 и излишки припоя снимаются. 1 ил. (Л //////////////// У///////// 00 00 о 4 NU сл 14) Направление центробежной Ct/AV
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВЫХ ТРУБНЫХ РЕШЕТО'К ДЛЯ ТЕПЛООБМЕННЫХ АППАРАТОВ | 0 |
|
SU264415A1 |
| Способ изготовления трубной доски теплообменника | 1984 |
|
SU1237892A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
