Изобретение относится к способам изготовления пластмассовых трубных решеток для теплообменных аппаратов.
Известны способы изготовления пластмассовых трубных решеток для теплообменных аппаратов путем залолнения пластмассой прессформы, имеющей конфигурацию решетки.
Иастоящее изобретение имеет целью упрощение технологии изготовления теплообменных аппаратов и повыщение надежности соединения труб с решетками.
Это достигается тем, что пластмассу в прессформе нагревают до температуры, превышающей на 50-150°С температуру плавления, погружают в образовавшийся расплав концы труб с вставленными в них заглушками и охлаждают прессформу с одновременной подпрессовкой поверхности расплава, после чего снимают прессформу и удаляют заглушки.
Трубы перед их погружением в расплав нагревают до температуры ниже температуры плавления пласгмассы.
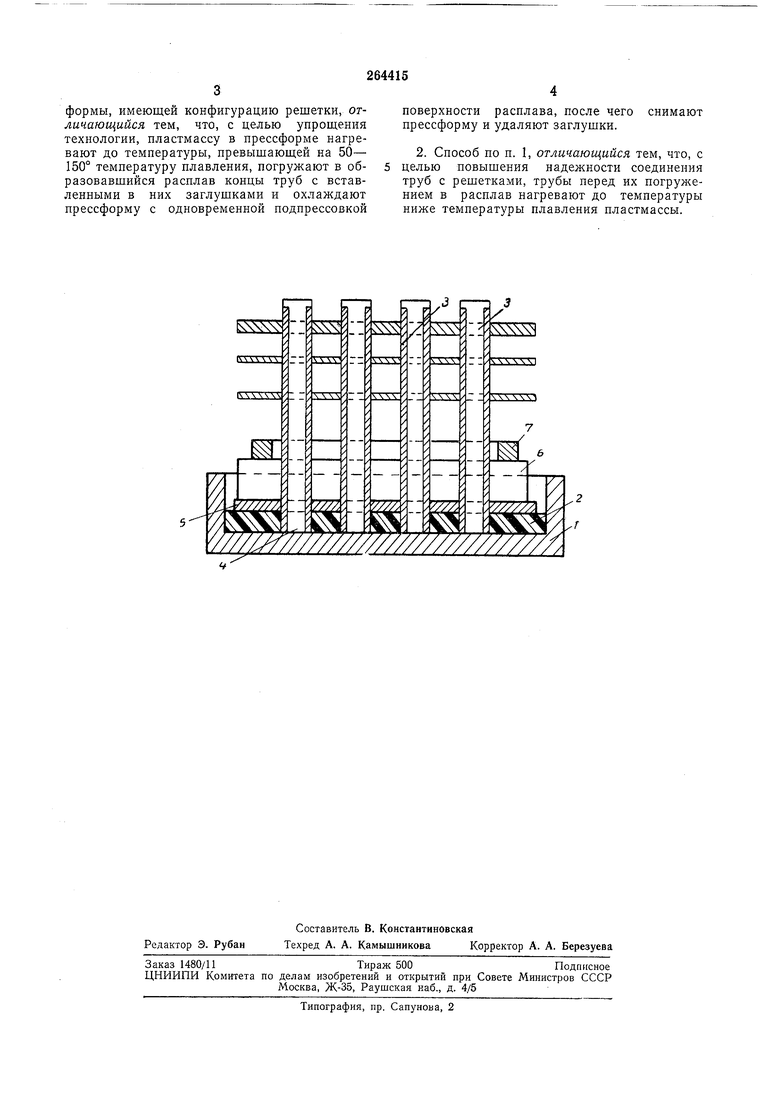
На чертеже представлено устройство для изготовления пластмассовых трубных решеток по предложенному способу.
5 стеклопластика, в отверстиях которого устанавливают трубы, и гребенку 6 с рамкой 7, помещаемой сверху гребенки для подпрессовки расплава.
Прессформу заполняют листовым гранулированным или порошковым термопластом и помещают в печь, предварительно заполненную инертным газом. Пластмасса нагревается до температуры, превышающей на 50 - 150° температуру плавления, для образования расплава. Образовавшийся расплав при невысоком давлении прессуется плоским пуансоном. В расплав погружают концы труб, предварительно нагретые до температуры ниже температуры плавления пластмассы во избежание эффекта образования поперечных трещин в трубах на границе горячего расплава. Все трубы предварительно монтируются в отверстиях листа стеклопластика и менаду ними вводится гребенка для создания давления через лист стеклопластика на слой расплава. Для подпрессовки слоя расплава используют рамку. Вторая трубная доска изготавливается тем же способом.
формы, имеющей конфигурацию решетки, отличающийся тем, что, с целью упрощения технологии, пластмассу в нрессформе нагревают до температуры, превышающей на 50- 150° температуру плавления, погружают в образовавшийся расплав концы труб с вставленными в них заглушками и охлаждают прессформу с одновременной подпрессовкой
поверхности расплава, после чего
снимают прессформу и удаляют заглушки.
2. Способ по п. 1, отличающийся тем, что, с целью повышения надежности соединения труб с решетками, трубы перед их погрул ением в расплав нагревают до температуры ниже температуры плавления пластмассы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНОЙ ДОСКИ ПЛАСТМАССОВОГО ТЕПЛООБМЕННИКА | 1972 |
|
SU356154A1 |
| ПЛАВИЛЬНАЯ ПЕЧЬ | 2000 |
|
RU2196286C2 |
| ТРУБНАЯ ДОСКА ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2044992C1 |
| Способ пайки трубной решетки с трубками | 1988 |
|
SU1574412A2 |
| Способ изготовления армированных трубами отливок и устройство для его осуществления | 1982 |
|
SU1397169A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО ТЕПЛООБМЕННИКА ИЗ ПЛАСТМАССЫ | 1971 |
|
SU301975A1 |
| Способ изготовления трубных решеток для теплообменных аппаратов | 1989 |
|
SU1688103A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОВЕДЕНИЯ ХИМИЧЕСКИХ ПРОЦЕССОВ | 2010 |
|
RU2540614C2 |
| МНОГОХОДОВОЙ ТРУБЧАТЫЙ ТЕПЛООБМЕННИК | 1990 |
|
RU2034490C1 |
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 2005 |
|
RU2296817C2 |