1333А
Изобретение относится к обработке металлов давлением, может быть использовано в заготовительном производстве машиностроительных предприятий для резки швеллеров и V-образных , профилей и является усовершенствованием штампа для резки профилей по авт.св. № 1166917.
Целью изобретения является повьште- 10 разводятся и разрезаемое изделие
ние производительности и н ежности штампа для резки профилей.
На фиг. 1 иаображен штамп для резки профилей, общий вид; на фиг.2 - то ж кинематическая схема.
Штамп для резки профилей содержит закрепленный в верхней плите пуансон-нож, две пары режущих секций 1 и 2, установленных на нижней плите 3, связанных с приводом перемещения, вы- полненным в виде силового цилиндра 4, посредством тяг 5 и .рычагов 6, закрепленных на поворотной поперечине 7, подвешенной при помощи шарнира 8 и регулируемой по дллне стяжки 9 к нижней плите 3, стержни 10, связывающие рычаги 6 с ползушкой 11, размещенной в направляющем пазу 12 попере- чины 7. Плечи а и в, а также длины стержней 10 равны между собой. Про- Дольный паз 12 выполнен симметрично относительно осей закрепления рычагов .
Синхронное перемещение режущих секций обеспечивается в результате равного наклона рычагов 6 относительно их центральной оси. В силу конгруэнтности фигур АВСД и А В СД (фиг,2) вытекающий из взаимного равенства сторон и углов АДС ZСДЛ , образуемые при их вершинах углы попарно равны. Принимая во внимание, что /. BAD ir/2 +oi , а /1 В А D 1Г/2 +/i, имеем об .
Штамп работает следующим образом.
Перед порезкой партии изделий режущие секции 1 и 2 перемещают навстречу друг другу до касания их контактирующих поверхностей. Регулированием длины стяжки 9 осуществляют поворот поперечины 7 до совмещения линии стыка режущих секций 1 и 2 с осью верхнего ножа. После этого секции
произвольно (без центровки) помещают между секциями 1 и 2. В бесштоко- вую полость цилиндра подается рабочая среда, при этом корпус и поршень цилиндра, смещаясь через рычаги 6 и тяги 5, перемещают-режз щие секции 1 И 2 навстречу друг друг синхронно относительно оси верхнего ножа, центрируя положение заготовки. РезкУ производят при ходе пуансон-ножа вниз.
Формула изобретения
1.Штамп для резки профилей по авт.св. № 1166917, отличающийся тем, что, с целью повьш1е- ния производительности и надежности,
,он снабжен механизмом С1шхронного перемещения режущих секций матрицы.
2.Штамп по п. 1,отлича- ю щ и и с я тем, что механизм синхронного перемещения режущих секций матрицы выполнен в виде шарнирно связанной с нижней плитой поперечины с пазом, расположенным вдоль оси симметрии ножа-пуансона, установленной с возможностью поворота в плоскости ножа-пуансона ползушки, смонтированной в пазу с возможностью перемещения, и двух стержней равной длины, каждый из которых шарнирно связан с соответствующим рычагом рычажной системы и ползушкой, при зтом поперечина своими концами шарнирно свя- зана с рычагами .рычажной системы и снабжена фиксатором угла поворота.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки профилей | 1986 |
|
SU1355383A2 |
| Штамп для резки профилей | 1983 |
|
SU1166917A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Штамп для рубки профильного и листового проката | 1990 |
|
SU1804966A1 |
| КАМЕРА ИЗМЕЛЬЧЕНИЯ ДЛИННОМЕРНЫХ РАДИОАКТИВНЫХ ЭЛЕМЕНТОВ | 2004 |
|
RU2276414C1 |
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЕЙ | 1973 |
|
SU405705A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Устройство для подачи ленточного и полосового материала в рабочую зону пресса | 1989 |
|
SU1706763A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |

Изобретение относится к устрой- для обработки металлов давлением и позволяет повысить производительность и надежность работы штампа для резки профилей. Штамп содержит, закрепленный в верхней плите пуансон-нож, две пары режущих секций 1 и 2, установленных на нижней . плите 3, связанных с приводом перемещения. Последний выполнен в виде силового цилиндра 4, тяг 5 и рычагов 6, закрепленных на поворотной поперечине 7. Стержни 10 связывают ры- чаги 6 с ползушкой 11, размещенной в направляющем пазу 12 поперечины 7, поворот которой осзтцествляется регулированием длины стяжки 9 до совмещения линии стыка режущих секций 1 и 2 с осью верхнего ножа. Поворот плиты относительно ее опорной точки приводит к одностороннему смещению точек крепления рычажной системы в горизонтальном направлении. Это позволяет осуществлять центровку подвижных секций штампа относительно произвольно установленного пуансона. .1 з.п. ф-лы. 2 ил. (Л 00 00 00 Nf 00 N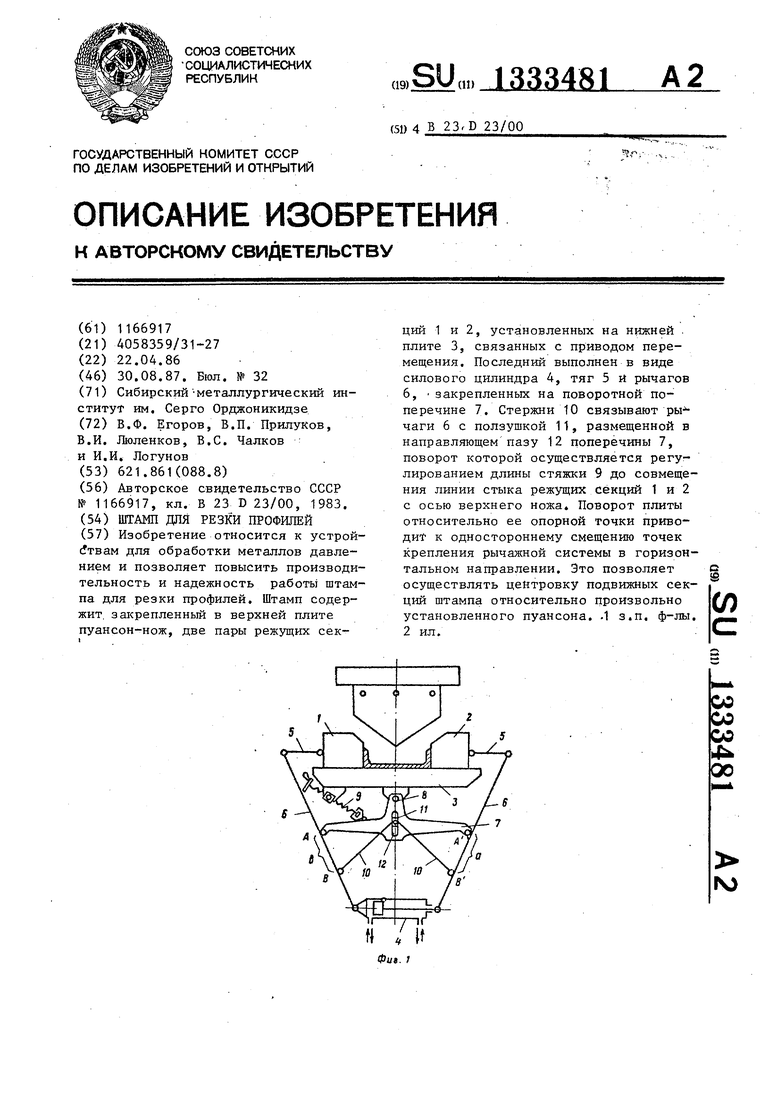
Редактор Н, Горват
Составитель Ю, Филимонов
Техред гМ.ДндЫк Корректор А. Зимокосов
Заказ 3907/12 . . Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Штамп для резки профилей | 1983 |
|
SU1166917A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
