Изобретение относится к обработке свободным абразивом полых тел вращения и может быть иснользовано в машиностроительной отрасли промышленности для поверхностной обработки баков стиральных машин.
Цель изобретения - повышение качества обработки труднодоступных
15
20
25
30
участков фланцев бака путем сообщения -JQ равляющих 40 палыцл 41, взаимодейст- корпусу с обрабатывающей средой дополнительных движений.
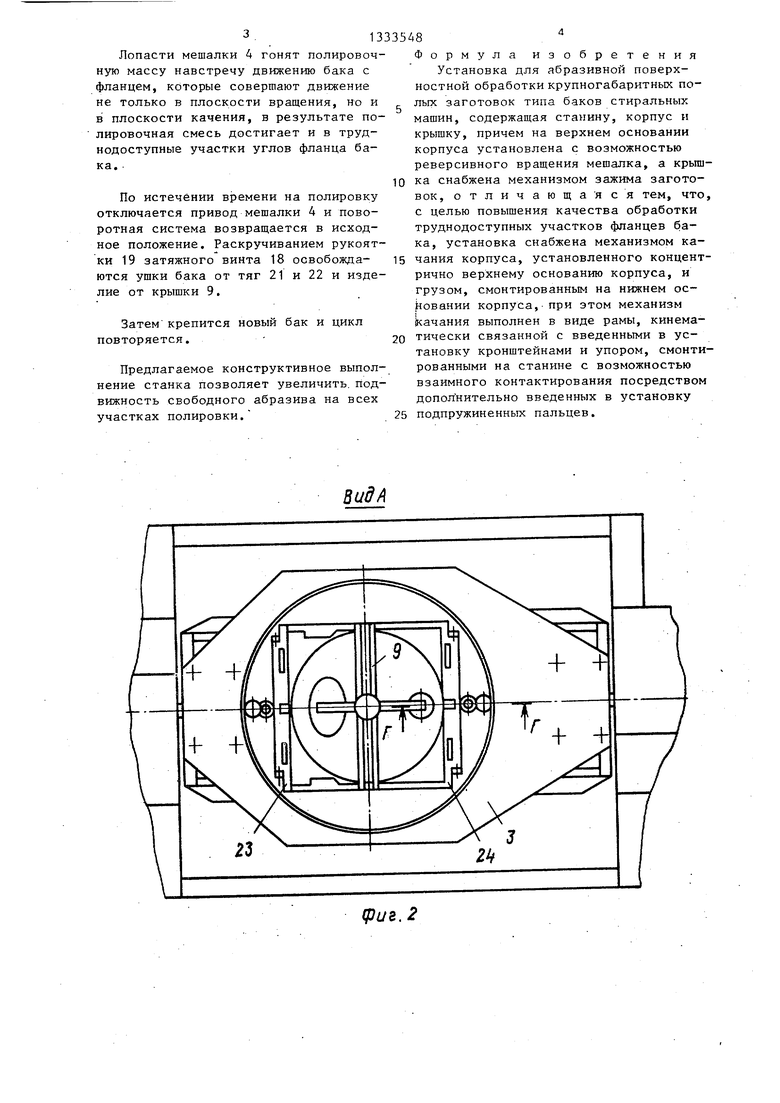
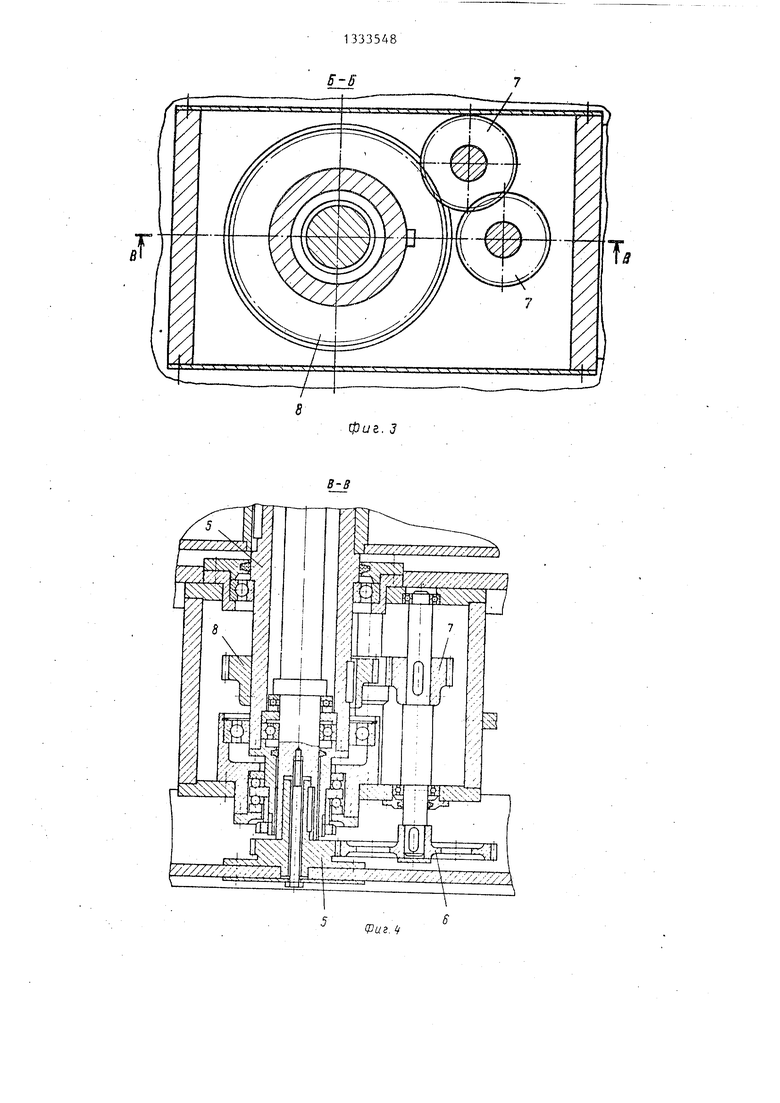
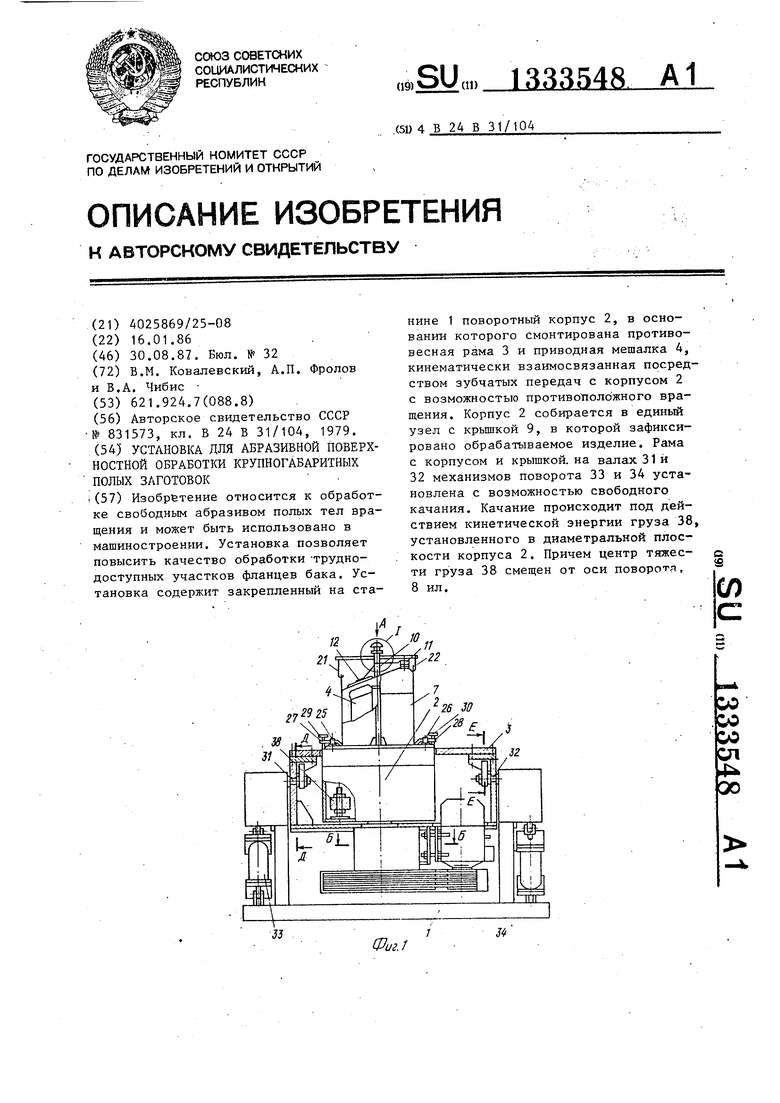
На фиг. 1 изображен станок, общий вид; на фиг. 2 - вид А на фиг. 1, на фиг. 3 - разрез Б-Б на фиг„ 1; на фиг. 4 - разрез В-В на фиг, 3: на фиг. 5 - разрез Г-Г на фиг, 2; на фиг. 6 - узел I на фиг. 1; на фиг. 7- разрез Д-Д на фиг. 1; на фиг, 8 - разрез Е-Е на фиг.1.
Установка содерлсит закрепленный на на станине 1 поворотный корпус 2, в основании которого смонтированы про- тивовесная рама 3 и приводна я мешалка 4, кинематически взаимосвязанная посредством зубчатых передач 5-8 с корпусом 2 с возможностью противоположного вращения. Корпус-2 собирается в единый узел с крышкой 9, выполненной в виде П-образной стойки 10, несущей верхней частью подпружиненные крышки 11 и 12 для герметизации отверстий бака под активатор и патрубок, а .нижней частью - угшотнитель- ный фланец. Уплотнительньй фланец представляет собой два фланца 13 и 14, разделенных друг от друга шайбами 15, а в пространство между ними вмонтирована уплотнительная прокладка 16 из губчатой резины. Фланец 13 является прюкимным, а фланец 14 - фиксирующим. Кроме того, в верхней части П-образной стойки 10 в пазах ее скобы 17 шарнирно к затяжному винту 18 с рукояткой 19 соединен двуплечий рычаг 20, к калсдому плечу которого шарнирно прикрепленьг тяги 21 и 22.
Корпус 2 имеет створки 23 и 24 для удержания на себе крышки 9 шарнирно- поБоротными на осях 25 и 26 прихватами 27 н 28 при помощи специальных винтов 29 и 30.
Поворотная система на валах 31 и 32 механизмов 33 и 34 поворота уста-- новлена на шпонках 35 в подшипниках 36 скольжения с возможностью свободного качания в пазах 37 в виде кольцевого сектора. Качание происходит под действием кинетической энергии
35
40
45
50
55
вующие с неподвижно закрепленными на валах 31 и 32 упорами 42, Амплитуда регулируется при помощи регулировочных болтов 43.
Установка работает следующим образом.
В исходном положении на противо- веспую раму 3 ставят полируемый бак и на него надевают 9. Тяги 21 и 22 соединяют с ушками бака и закручиванием рукоятки 19 в пазах скобы
17крьшжи 9 перемещают затяжной винт
18с двуплечш- рычагом 20, при этом бак с отверстиями на наклонном дне прюкимается к подпрулшненным крышкам 11 и 12. В это время фланец бака входит в фиксирующее кольцо уплотнитель- ного фланца 14 и герметизируется гу- бочной прокладкой 16.
Далее крышку 9 с зафиксированным в ней баком устанавливают на конусную часть проема корпуса 2, заполненную полировальной смесью. После этого закрываются створк -23 и 24 и прихватами 27 и 28, поворачивая их на осях 25 и 26, приж1- мают прижимной фланец 13 уплотнительного флакца при помощи специальных винтов 29 и 30. Шайбы 15 ограничивают продавливание прог- кладки 16.
При включении механизмов 33 и 34 поворота валы 31 и 32 начинают поворачиваться в подшипниках 36 скольжения и со шпонками 35 упираются на стенки пазов 37, с атого момента поворотная система начинает опрокидываться в рабочее положение. Далее включается привод мешалки 4 и вращение через зубчатые передачи 5-8 передается на корпус 2, который под действием кинетической энергии груза 38 отклоняет поворотную систему от начального положени я то в одну, то в другую сторону, которую в крайних положениях отталкивают подпружиненные пальцы 41 по направляющим 40, и . в результате происходит плавное качение .
груза 38, установленного в диаметральной плоскости корпуса 2. Величина энергии зависит от расстояния между осью поворота и центром тяжести груза 38. С целью плавного качания поворотной системы на валах 31 и 32 в кронштейне 39 основания корпуса 2 смонтированы подпружиненные на нап
равляющих 40 палыцл 41, взаимодейст-
вующие с неподвижно закрепленными на валах 31 и 32 упорами 42, Амплитуда регулируется при помощи регулировочных болтов 43.
Установка работает следующим образом.
В исходном положении на противо- веспую раму 3 ставят полируемый бак и на него надевают 9. Тяги 21 и 22 соединяют с ушками бака и закручиванием рукоятки 19 в пазах скобы
17крьшжи 9 перемещают затяжной винт
18с двуплечш- рычагом 20, при этом бак с отверстиями на наклонном дне прюкимается к подпрулшненным крышкам 11 и 12. В это время фланец бака входит в фиксирующее кольцо уплотнитель- ного фланца 14 и герметизируется гу- бочной прокладкой 16.
Далее крышку 9 с зафиксированным в ней баком устанавливают на конусную часть проема корпуса 2, заполненную полировальной смесью. После этого закрываются створк -23 и 24 и прихватами 27 и 28, поворачивая их на осях 25 и 26, приж1- мают прижимной фланец 13 уплотнительного флакца при помощи специальных винтов 29 и 30. Шайбы 15 ограничивают продавливание прог- кладки 16.
При включении механизмов 33 и 34 поворота валы 31 и 32 начинают поворачиваться в подшипниках 36 скольжения и со шпонками 35 упираются на стенки пазов 37, с атого момента поворотная система начинает опрокидываться в рабочее положение. Далее включается привод мешалки 4 и вращение через зубчатые передачи 5-8 передается на корпус 2, который под действием кинетической энергии груза 38 отклоняет поворотную систему от начального положени я то в одну, то в другую сторону, которую в крайних положениях отталкивают подпружиненные пальцы 41 по направляющим 40, и . в результате происходит плавное качение .
Лопасти мешалки 4 гонят полировочную массу навстречу движению бака с фланцем, которые совершают движение не только в плоскости вращения, но и в плоскости качения, в результате полировочная смесь достигает и в труднодоступные участки углов фланца бака.
По истечении времени на полировку отключается привод мешалки 4 и поворотная система возвращается в исходное положение. Раскручиванием рукоятки 19 затяжного винта 18 освобождаются ушки бака от тяг 21 и 22 и изделие от крышки 9,
Затем крепится новый бак и цикл повторяется.
Предлагаемое конструктивное выполнение станка позволяет увеличить, подвижность свободного абразива на всех участках полировки.
1
ио1333548
Формула изобретения
Установка для абразивной поверхностной обработки крупногабаритных по- g лых заготовок типа баков стиральных машин, содержащая станину, корпус и крышку, причем на верхнем основании корпуса установлена с возможностью реверсивного вращения мешалка, а крьпи- 0 ка снабжена механизмом зажима заготовок, отличающа яся тем, что, с целью повышения качества обработки труднодоступных участков фланцев бака, установка снабжена механизмом качания корпуса, установленного концент- рично верхнему основанию корпуса, и грузом, смонтированным на нижнем ос- Иовании корпуса, при этом механизм качания выполнен в виде рамы, кинематически связанной с введенными в установку кронштейнами и упором, смонтированными на станине с возможностью взаимного контактирования посредством допол нительно введенных в установку 5 подпружиненных пальцев.
5
0
ВидА
(pus. 2
Б-В
фиг.. 3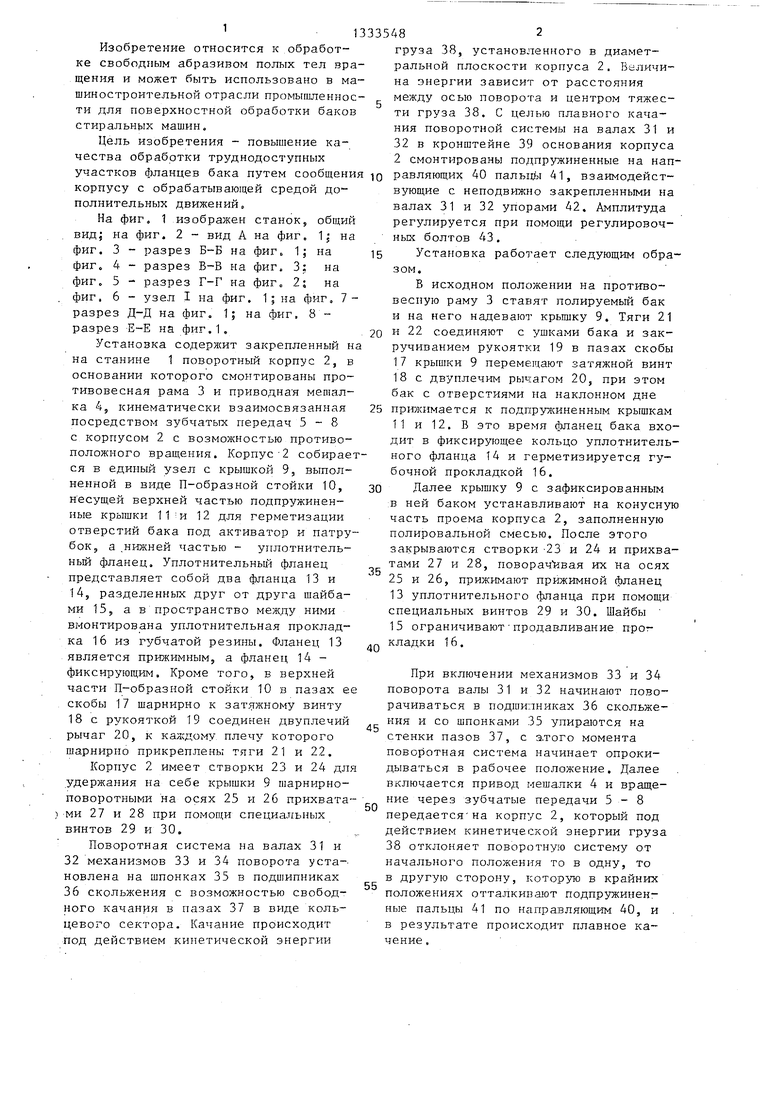
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для абразивной поверхностной обработки крупногабаритных полых заготовок | 1989 |
|
SU1673408A1 |
| Ручка створки | 2018 |
|
RU2681183C1 |
| БЫСТРОДЕЙСТВУЮЩИЙ ЗАТВОР | 2007 |
|
RU2339860C1 |
| СТЕНД ДЛЯ ПНЕВМАТИЧЕСКОГО ИСПЫТАНИЯ ФЛАНЦЕВОГО ПРЕДОХРАНИТЕЛЬНОГО КЛАПАНА | 2002 |
|
RU2222791C2 |
| Многофункциональный аппарат | 1990 |
|
SU1777948A1 |
| СЛИВНОЕ УСТРОЙСТВО ТОПЛИВНОГО КЕССОН-БАКА ЛЕТАТЕЛЬНОГО АППАРАТА И КРЫШКА СЛИВНОГО УСТРОЙСТВА | 1989 |
|
SU1750152A1 |
| БЫСТРОДЕЙСТВУЮЩИЙ ЗАТВОР | 2006 |
|
RU2295081C1 |
| ПРОБКА ЗАЛИВНОЙ ГОРЛОВИНЫ ПРЕИМУЩЕСТВЕННО ТОПЛИВНОГО БАКА ТРАНСПОРТНОГО СРЕДСТВА | 2009 |
|
RU2414363C1 |
| Гидро(пневмо)цилиндр | 1990 |
|
SU1783176A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВЕЩЕСТВА В МЕТАСТАБИЛЬНОМ СОСТОЯНИИ | 1991 |
|
RU2048187C1 |

г-г
(риг. 5
19
фиг.6
36
Фиг. 7
У//////Х//7771
фиг. 8
Редактор Е. Копча
Составитель Л. Карелина
Техред В.КадарКорректор Л. Пилипенка
Заказ 3911/16Тираж 714Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| Станок для полировки свободным абрази-BOM пОлыХ издЕлий | 1979 |
|
SU831573A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
