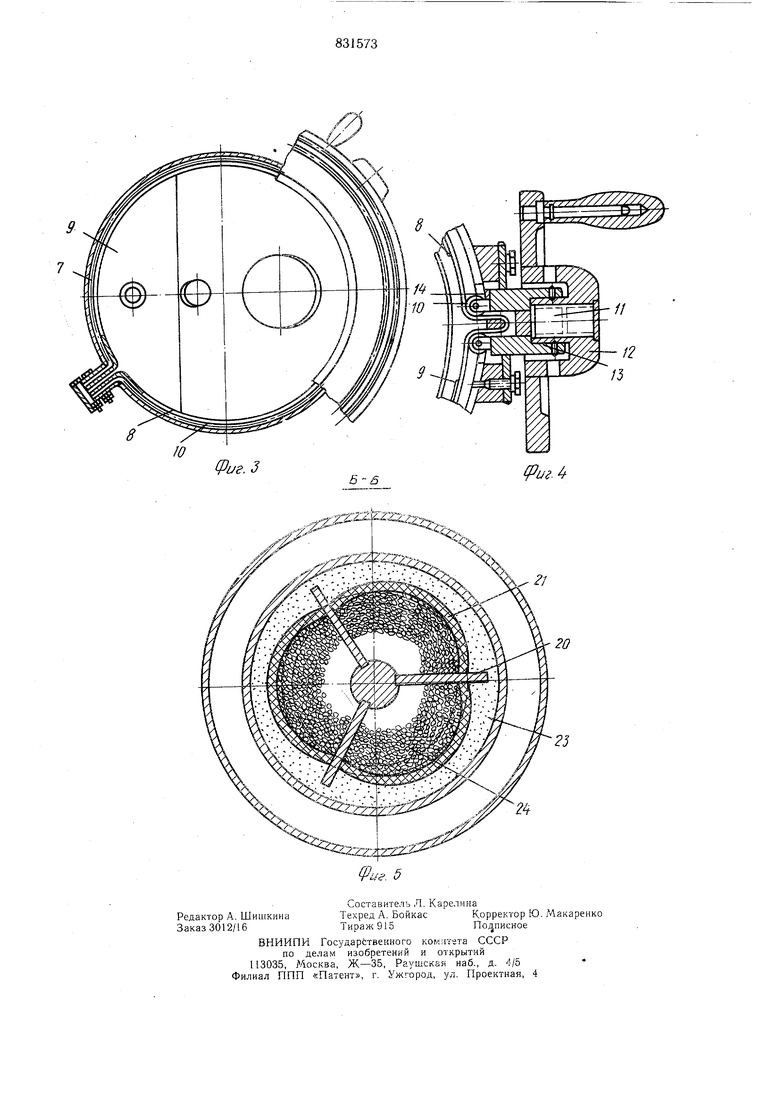
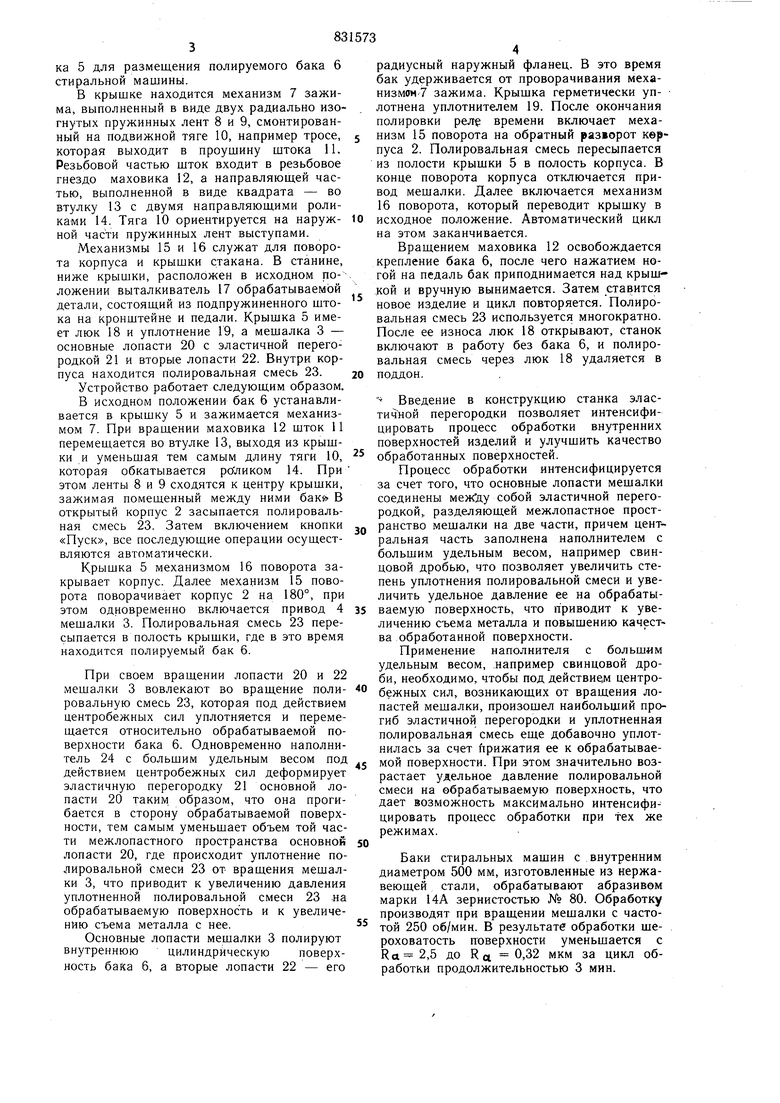
Изобретение относится к отделочной обработке свободным абразивом полых изделий и может быть использовано в машиностроительной, приборостроительной и других отраслях промышленности. По основному авт. св. № 301263 известна установка для полировки свободным абразивом полых изделий, например баков стиральных машин, выполненная в виде поворотных, смонтированных на станине и собираемых во время, обработки в единый узел, корпуса и крышки, причем в корпусе закреплена мешалка с основными и вторыми лопастями, получаюш ая от привода 1. Недостатком станка является то, что он не позволяет интенсифицировать процесс обработки .при требуемом качестве обработанных изделий, так как дальнейшая интенсификация процесса обработки связана с увеличением скорости враш,ения мешалки. Повышение скорости вращения мешалки, а следовательно и скорости резания, приво: дит к увеличению нагрузок на узлы и детали станка, что снижает его работоспособность и долговечность, т. е. конструкция станка не может обеспечить интенсификацию Процесса обработки за счет повышения скорости резания. Цель изобретения - у величение удельного давления полировальной смеси на обрабатываемую поверхность. Поставленная цель достигается тем, что в станке, содержащем мешалку, основные лопасти мАцалки соединены между собой эластичной перегородкой, разделяющей межлопастное пространство мешалки на две части, причем центральная часть заполнена наполнителем с большим удельным весом, например свинцовой дробью, по сравнению со свободным абразивом. На фиг. 1 изображен предлагаемый станок в исходном положении, общий вид; на фиг. 2 - корпус и крышка станка в сборе; на фиг. 3 - крышка станка откинута, вид в плане; на фиг. 4 - узел зажима, горизонтальный разрез; на фиг. 5 - мешалка с эластичной перегородкой, горизонтальный разрез. Станок выполнен в виде смонтированного на станине 1 поворотного корпуса 2, несущего мешалку 3 с приводом 4. На кронштейне корпуса установлена поворотная относительно горизйнтальной оси крышка 5 для размещения полируемого бака 6 стиральной машины. В крышке находится механизм 7 зажима, выполненный в виде двух радиально изогнутых пружинных лент 8 и 9, смонтированный на подвижной тяге 10, например тросе, которая выходит в проушину штока 11. Резьбовой частью шток входит в резьбовое гнездо маховика 12, а направляющей частью, выполненной в виде квадрата - во втулку 13 с двумя направляюш,ими роликами 14. Тяга 10 ориентируется на наружной части пружинных лент выступами. Механизмы 15 и 16 служат для поворота корпуса и крышки стакана. В станине, ниже крышки, расположен в исходном положении выталкиватель 17 обрабатываемой детали, состоящий из подпружиненного штока на кронштейне и педали. Крышка 5 имеет люк 18 и уплотнение 19, а мешалка 3 - основные лопасти 20 с эластичной перегородкой 21 и вторые лопасти 22. Внутри корпуса находится полировальная смесь 23. Устройство работает следующим образом. В исходном положении бак 6 устанавливается в крышку 5 и зажимается механизмом 7. При вращении маховика 12 шток 11 перемещается во втулке 13, выходя из крыщки и уменьшая тем самым длину тяги 10, которая обкатывается роликом 14. При этом ленты 8 и 9 сходятся к центру крышки, зажимая помещенный между ними бак В открытый корпус 2 засыпается полировальная смесь 23. Затем включением кнопки «Пуск, все последующие операции осуществляются автоматически. Крышка 5 механизмом 16 поворота закрывает корпус. Далее механизм 15 поворота поворачивает корпус 2 на 180°, при этом одновременно включается привод 4 мешалки 3. Полировальная смесь 23 пересыпается в полость крышки, где в это время находится полируемый бак 6. -. При своем вращении лопасти 20 и 22 мещалки 3 вовлекают во вращение полировальную смесь 23, которая под действием центробежных сил уплотняется и перемешается относительно обрабатываемой поверхности бака 6. Одновременно наполниJ-J, тель 24 с большим удельным весом под действием центробежных сил деформирует эластичную перегородку 21 основной лопасти 20 таким образом, что она прогибается в сторону обрабатываемой поверхности, тем самым уменьшает объем той части межлопастного пространства основной лопасти 20, где происходит уплотнение полировальной смеси 23 от вращения мешалки 3, что приводит к увеличению давления уплотненной полировальной смеси 23 на обрабатываемую поверхность и к увеличению съема металла с нее. Основные лопасти мешалки 3 полируют внутреннюю цилиндрическую поверхность бака 6, а вторые лопасти 22 - его радиусный наружный фланец. В это время бак удерживается от проворачивания механизмом 7 зажима. Крышка герметически уплотнена уплотнителем 19. После окончания полировки реле времени включает механизм 15 поворота на обратный разворот керпуса 2. Полировальная смесь пересыпается из полости крышки 5 в полость корпуса. В конце поворота корпуса отключается привод мешалки. Далее включается механизм 16 поворота, который переводит крышку в исходное положение. Автоматический цикл на этом заканчивается. Вращением маховика 12 освобождается крепление бака 6, после чего нажатием ногой на педаль бак приподнимается над крышкой и вручную вынимается. Затем ставится новое изделие и цикл повторяется. Полировальная смесь 23 используется многократно. После ее износа люк 18 открывают, станок включают в работу без бака 6, и полировальная смесь через люк 18 удаляется в поддон. Введение в конструкцию станка эластичной перегородки позволяет интенсифицировать процесс обработки внутренних поверхностей изделий и улучшить качество обработанных поверхностей, Процесс обработки интенсифицируется за счет того, что основные лопасти мешалки соединены между собой эластичной перегородкой,, разделяющей межлопастное пространство мешалки на две части, причем центральная часть заполнена наполнителем с большим удельным весом, например свинцовой дробью, что позволяет увеличить степень уплотнения полировальной смеси и увеличить удельное давление ее на обрабатываемую поверхность, что приводит к увеличению съема металла и повышению качества обработанной поверхности. Применение наполнителя с большим удельным весом, например свинцовой дроби, необходимо, чтобы под действием центробежных сил, возникающих от вращения ло„детей мешалки, произошел наибольший прогиб эластичной перегородки и уплотненная полировальная смесь еще добавочно уплотнилась за счет прижатия ее к обрабатываеJ.iIlv..,llllL/r.l..,4,l-VVVy(-t4V JJ U ой поверхности. При этом значительно возрастает удельное давление полировальной смеси на обрабатываемую поверхность, что дает возможность максимально интенсифицировать процесс обработки при tex же режимах. Баки стиральных машин с внутренним диаметром 500 мм, изготовленные из нержавеющей стали, обрабатывают абразивом марки 14А зернистостью № 80. Обработку производят при вращении мешалки с частотой 250 об/мин. В результате обработки шероховатость поверхности уменьшается с Ra 2,5 до R а 0,32 мкм за цикл обработки продолжительностью 3 мин.
Применение нового способа позволяет по сравнению с известным снизить продолжительность обработки с б мин до 3 мин, повысить на один класс шероховатость поверхности.
Полученные данные свидетельствуют о высокой эффективности станка для полировки свободными абразивом полых изделий.
Формула изобретения
Станок для полировки свободным абразивом полых изделий по авт. св. № 301263,
отличающийся тем, что, с целью увеличения удельного давления полировальной смеси на обрабатываемую поверхность, основные лопасти мешалки соединены между собой эластичной перегородкой с возможностью образования центральной полости, внутри которой расположен наполнитель с большим удельным весом по сравнению со свободным абразивом.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 301263, кл. В 24 В 31/10, 1968.
Л .
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ПОЛИРОВКИ СВОБОДНЫМ АБРАЗИВОМ ПОЛЫХ ИЗДЕЛИЙ | 1971 |
|
SU301263A1 |
| Установка для абразивной поверхностной обработки крупногабаритных полых заготовок | 1986 |
|
SU1333548A1 |
| Установка для абразивной поверхностной обработки крупногабаритных полых заготовок | 1989 |
|
SU1673408A1 |
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2019 |
|
RU2716561C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365484C1 |
| ПАСТА ДЛЯ ПОЛИРОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ | 1996 |
|
RU2112000C1 |
| Установка для автоматизированной полировки боковой поверхности сфероидального оптического микрорезонатора | 2023 |
|
RU2798690C1 |
| СПОСОБ ОГРАНКИ МЯГКОГО ЮВЕЛИРНОГО МАТЕРИАЛА, НАПРИМЕР ЖЕМЧУГА, С ВЫСОКОТОЧНОЙ ПОЛИРОВКОЙ НА СВОБОДНОМ АБРАЗИВЕ | 2011 |
|
RU2467099C1 |
| Станок для полировки свободным абразивом полых изделий | 1976 |
|
SU582953A2 |
| Инструмент для обработки оптических деталей | 1983 |
|
SU1093500A2 |