V 13353512
Изобретение относится к механичес- 6-8% при отключении смазочно-охлаж- кой обработке давлением листового, дающей жидкости (СОЖ), в результате
чего прокатываемый металл нагревается - до 130-200 С и приобретает повьппенсортового и профильного материалов.
а именно к прокатке лент из труднодеформируемых металлов. ную пластичность, что позволяет доЦёлью изобретения является повы- стигнуть обжатия за один передел 65- шение производительности процесса за 70%, В последнем переделе для получе- счет сокращения технологического цик- ния изотропных свойств суммарные обжала и повышения пластичности в первых ю тия-составляют 17-36%. переделах.
Пример. Осуществляют прокат- Выбор первоначального обжатия в ку сталей 08х15Н5Д2Т и 09x15Н8Ю. первых двух пропусках в пределах 6-8% Температуру полосы фиксируют после объясняются тем, что при использова- каждого пропуска.15 нии разовых обжатий больше 8% ресурс
Холоднокатаную ленту изготавливают пластичности стали резко падает, а из холоднокатаного отожженного и при снижении обжатия меньше 6% разо- травленого подката. Прокатку осуще- грев металла недостаточен. Результаты ствляют в три передела, причем первые прокатки стали 09Х15Н8Ю с различными два передела и первые два прохода осу-2о обжатиями в один пропуск без подачи ществляют с относительным обжатием СОЖ приведены в табл. 1 и 2.
Таблица1
Продолжение табл.1
Температура полосы, с
о , кг/мм б
сГ, %
40,4545,6075,6595,90 99,105105,100110,110
40,4550,5070,80100,100105,100110,110105,100
45608095105110110
60,6565,7070,7575,77 77,7890-95100-110
15,2012,1510-129-10 8-9 4-5 2-3
Таким образом, предлагаемый способ позволяет достигнуть наиболее благо- . приятной для пластичности металла температуры и уменьшить число смягчающих термообработок, что позволит повысить производительность в 1,7 раза по сравнению с известным способом.
Формула изобретения Способ прокатки лент из нержавеющих мартенситно-стареющих сталей.
Таблица2
включающий холодную прокатку заготовки в несколько переделов, термообработку, травление и правку, отличающийся тем, что, с целью повышения производительности за счет сокращения технологического цикла и повышения пластичности, прокатку в первых двух переделах в двух проходах производят с относительным обжатием 6-8%.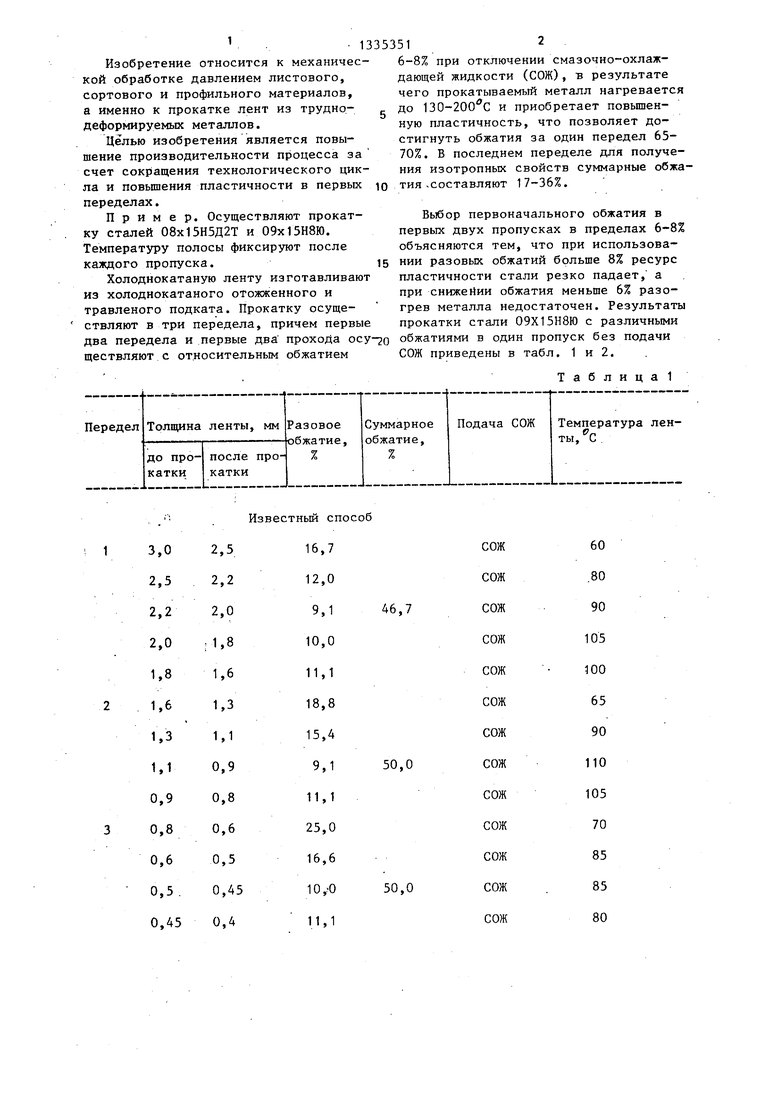


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства холоднокатаной ленты из жаропрочной нержавеющей стали | 2024 |
|
RU2829244C1 |
| Способ получения холоднокатаных полос | 1985 |
|
SU1456257A1 |
| Способ изготовления тонкой полосы | 1978 |
|
SU740332A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ КОТЕЛЬНЫХ И ПАРОПРОВОДНЫХ ТРУБ РАЗМЕРОМ 426×21-70, 465×25-75 И 530×30-75 мм ИЗ ЖАРОПРОЧНОЙ СТАЛИ МАРКИ 10Х9К3В2МФБР-Ш ДЛЯ ЭНЕРГЕТИЧЕСКОГО ОБОРУДОВАНИЯ С СУПЕРСВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА | 2012 |
|
RU2522509C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ КОТЕЛЬНЫХ И ПАРОПРОВОДНЫХ ТРУБ РАЗМЕРОМ 530×30-75 мм ИЗ ЖАРОПРОЧНОЙ СТАЛИ МАРКИ 10Х9К3В2МФБР-Ш ДЛЯ ЭНЕРГЕТИЧЕСКОГО ОБОРУДОВАНИЯ С СУПЕРСВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА | 2014 |
|
RU2558319C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ КОТЕЛЬНЫХ И ПАРОПРОВОДНЫХ ТРУБ РАЗМЕРОМ 465×25-75 мм ИЗ ЖАРОПРОЧНОЙ СТАЛИ МАРКИ 10Х9К3В2МФБР-Ш ДЛЯ ЭНЕРГЕТИЧЕСКОГО ОБОРУДОВАНИЯ С СУПЕРСВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА | 2014 |
|
RU2564497C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 426×15-30 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2013 |
|
RU2567427C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ТОНКИХ ПОЛОС НА МНОГОКЛЕТЕВОМ СТАНЕ | 2003 |
|
RU2238809C2 |
| Способ получения лент и листов из нержавеющей мартенситно-стареющей стали переходного класса | 1980 |
|
SU1015938A1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2008 |
|
RU2383404C1 |
Изобретение относится к обработке металлов давлением, преимущественно к прокатке лент из труднодеформируемых металлов. Целью изобретения является повышение производительности за счет сокращения технологического цикла и повьпиения пластичности в первых переделах. Прокатку в первых двух пропусках проводят с разовым обжатием 6-8%.при отключенной подаче смазочно-охлаждающей жидкости. 2 табл. : со СП со ел
| Способ получения лент и листов из нержавеющей мартенситно-стареющей стали переходного класса | 1980 |
|
SU1015938A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
